Изобретение относится к обработке металлов давлением и горному машиностроению и может быть использовано в различных отраслях промышленности для изготовления спиралевидных труб из ленты, например для изготовления шахтных анкеров, для изготовления захватывающих механизмов в сельскохозяйственных машинах, для изготовления сварных труб различного назначения и т. п.
Известен способ изготовления спиралевидной трубы из ленты, включающий подачу ленты по касательной внутрь формирующего цилиндра и прижим ленты внутри цилиндра, в котором для обеспечения свертывания ленты на ребро ленту внутри цилиндра сжимают на ребро два вращающихся прижима, внутренний диаметр цилиндра равен наружному диаметру прижимов [1] .
Известно устройство для изготовления спиралевидной трубы из ленты, содержащее формирующий цилиндр с тангенциальной щелью для прохода ленты и с внутренней цилиндрической поверхностью диаметром, равным наружному диаметру спирали, установленный внутри формирующего цилиндра соосно с ним прижим с приводом, в котором имеется второй прижим, вращающийся вместе с первым и с заготовкой, причем прижимы сжимают ленту на ребро, внутренний диаметр прижимов равен внутреннему диаметру изготовляемой трубы, а наружный диаметр прижимов - внутреннему диаметру формирующего цилиндра и наружному диаметру трубы [1] .
Недостатками известного способа и устройства для изготовления спиралевидной трубы из ленты является невозможность изготовления с их помощью жестких труб малого диаметра, например, для производства шахтных анкеров или для производства водопроводных или газовых труб малого диаметра и достаточной жесткости.
Целью изобретения является обеспечение изготовления жесткой трубы малого диаметра.
Это достигается тем, что в способе изготовления спиралевидной трубы из ленты, включающем подачу ленты по касательной внутрь формирующего цилиндра и прижим ленты внутри цилиндра, ленту подают под острым углом к оси формирующего цилиндра по специальной винтовой направляющей и прижимают ее к внутренним стенкам формирующего цилиндра с помощью некруглого прижима, вращающегося в формирующем цилиндре по направлению свивки ленты с большей нежели подача ленты линейной скоростью.
Это достигается тем, что в устройстве для изготовления спиралевидной трубы из ленты, содержащем цилиндр с тангенциальной щелью для прохода ленты и с внутренней цилиндрической поверхностью диаметром, равным наружному диаметру спирали, установленный внутри формирующего цилиндра соосно с ним прижим с приводом, оно снабжено винтовой направляющей и подающе-тормозящим механизмом, причем винтовая направляющая выполнена в виде втулки с одним витком торцово-опорной спирали, наружный диаметр которой равен внутреннему диаметру формирующего цилиндра, а толщина спирали равна толщине ленты. Подающе-тормозящий механизм выполнен в виде последовательно кинематически соединенных привода, самотормозящей червячной передачи и роликового подающего механизма, а прижим - в виде некруглого стержня, например в виде шестигранника со скругленными углами, максимальный наружный диаметр которого равен разности внутреннего диаметра формирующего цилиндра и удвоенной толщины ленты. При этом втулка с одним витком торцово-опорной спирали жестко вмонтирована внутрь формирующего цилиндра в месте входа в него ленты через тангенциальную щель, а линейная скорость вращения роликов подающе-тормозящего механизма выбрана на 1-20% меньшей линейной скорости вращения периферийных участков некруглого стержня.
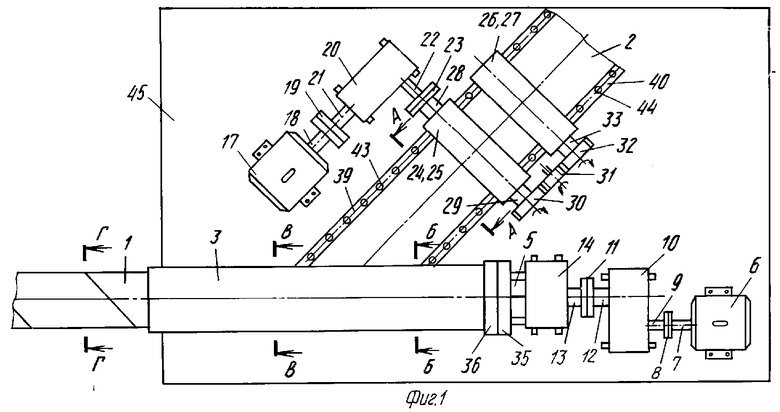
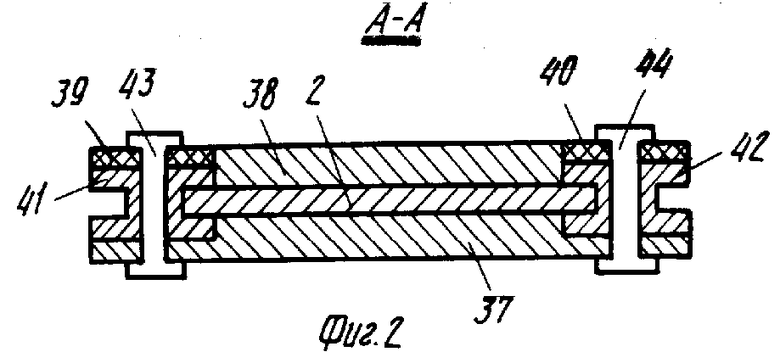
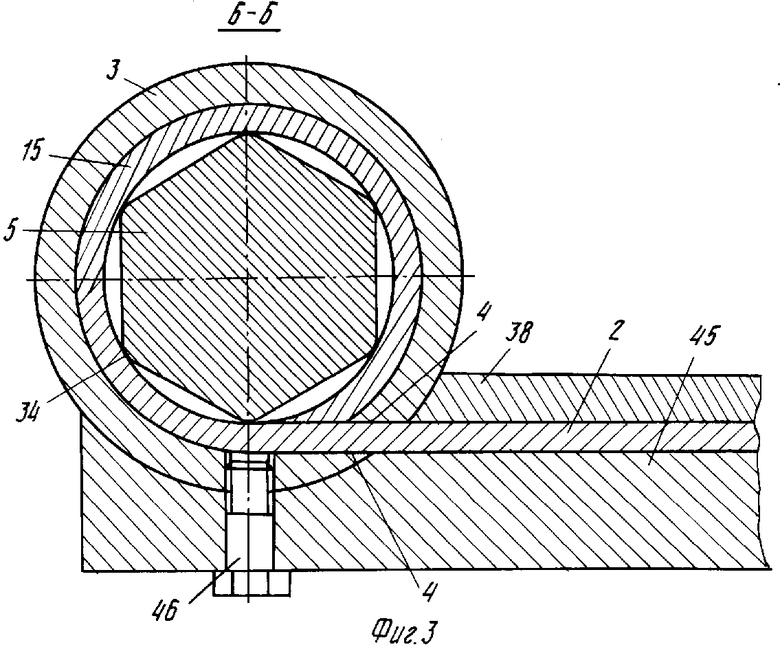
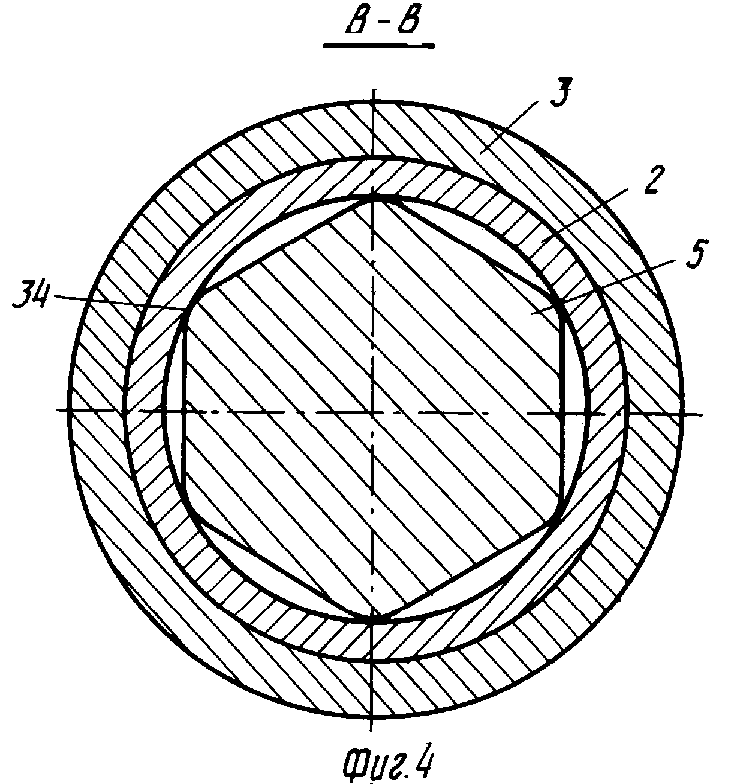
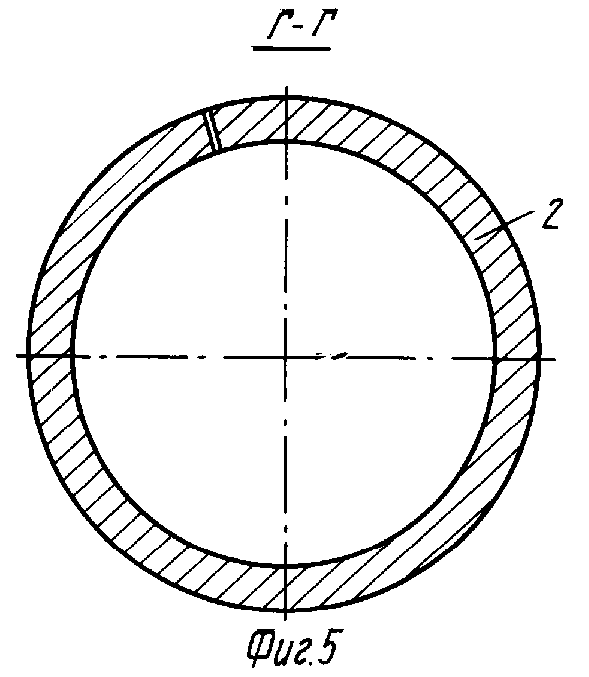
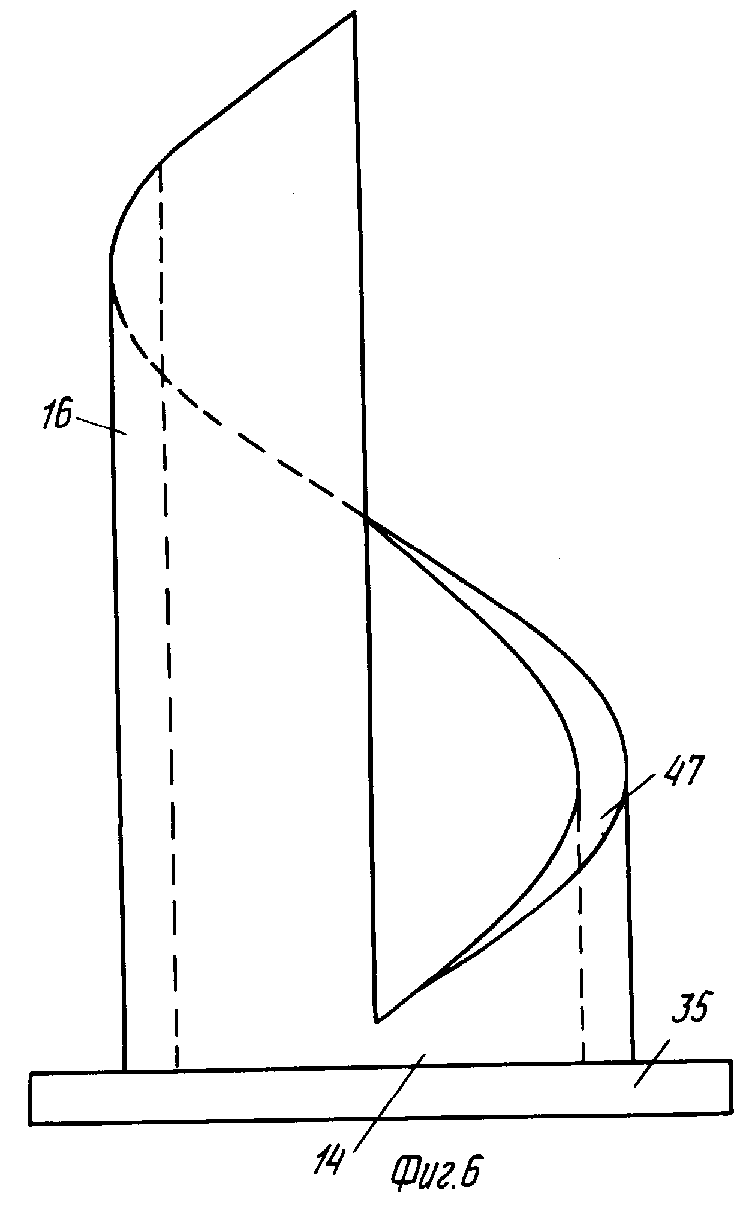
На фиг. 1 изображено устройство для изготовления спиралевидной трубы из ленты, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. , 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1; на фиг. 6 - конструкция винтовой направляющей.
Способ изготовления спиралевидной трубы из ленты реализуется следующим образом.
Ленту подают по касательной внутрь формирующего цилиндра, ленту подают под острым углом к оси формирующего цилиндра по специальной вставной винтовой направляющей, которая закручивает ленту по винтовой линии. Ленту прижимают к внутренним стенкам формирующего цилиндра с помощью некруглого прижима, вращающегося в формирующем цилиндре по направлению свивки ленты с большей нежели подача ленты линейной скоростью.
Устройство для изготовления спиралевидной трубы 1 из ленты 2 содержит формирующий цилиндр 3 с тангенциальной щелью 4 для прохода ленты 2 с внутренней цилиндрической поверхностью диаметром, равным наружному диаметру спирали, установленный внутри формирующего цилиндра 3 соосно с ним прижим 5 с приводом. Последний выполнен в виде электродвигателя 6 с выходным валом 7, муфты 8, установленной между выходным валом и входным валом 9 редуктора 10, второй муфты 11, расположенной между выходным валом 12 редуктора 10 и входным валом 13 держателя 14 прижима 5. Устройство снабжено винтовой направляющей 15 и подающе-тормозящим механизмом.
Винтовая направляющая 15 выполнена в виде втулки с одним витком торцово-опорной спирали 16, наружный диаметр которой равен внутреннему диаметру формирующего цилиндра, а толщина спирали равна толщине ленты.
Подающе-тормозящий механизм выполнен в виде последовательно кинематически соединенных привода, состоящего из второго электродвигателя 17 с установленной на выходном валу 18 третьей муфтой 19; самотормозящейся червячной передачи 20, входной вал 21 которой через третью муфту 19 соединен с выходным валом 18 электродвигателя 17, а выходной вал 22 - с четвертой муфтой 23; роликового подающего механизма, включающего парные ролики 24, 25 и 26-27, входной вал 28 ролика 24 соединен с четвертой муфтой 23, на выходной вал 29 надета шестерня 30, которая через промежуточную шестерню 31 соединена со второй шестерней 32, надетой на входной вал 33 ролика 26.
Прижим 5 выполнен в виде некруглого стержня, например в виде шестигранника со скругленными углами 34 (см. фиг. 3 и 4). Максимальный наружный диаметр Dп прижима 5 равен разности внутреннего диаметра формирующего цилиндра Dц и удвоенной толщины ленты Dп = Dц - 2lл.
Втулка с одним витком торцово-опорной спирали 16 жестко вмонтирована внутрь формирующего цилиндра 3 в месте входа в него ленты 2 через тангенциальную щель 4, например, с помощью фланца 35 на направляющей 15 и фланца 36 на цилиндре 3.
Линейная скорость вращения роликов 24-27 подающего механизма Vр выбрана на 1-20% меньшей линейной скорости Vп вращения периферийных участков прижима 5 Vр = (0,99 - 0,80)Vп.
В состав подающего механизма входят также нижняя 37 и верхняя 38 направляющие, ограничивающие пластины 39 и 40 и направляющие ролики 41 и 42, установленные с возможностью свободного вращения на осях 43 и 44.
Все механизмы устройства смонтированы на основании 45, на котором винтами 46 закреплен и формирующий цилиндр 3.
Работа устройства осуществляется следующим образом.
Ленту 2 вставляют в подающе-тормозящий механизм, устанавливают ленту 2 между нижней 37 и верхней 38 направляющими и проталкивают под первые ролики 26 и 27 роликового подающего механизма, например, вручную.
Предварительно вставляют винтовую направляющую 15 внутрь формирующего цилиндра 3 так, чтобы торцово-опорная спираль 47 находилась в месте входа ленты 2 в тангенциальную щель 4 и с помощью фланцев 35 и 36 жестко закрепляют направляющую 15 в цилиндре 3.
Предварительно внутрь формирующего цилиндра 3 вставляют соосно с цилиндром прижим 5, который держателем 14 соединен с входным валом 13 и далее через вторую муфту 11 соединен с выходным валом 12 редуктора 10.
Теперь запускают электродвигатель 17 подающе-тормозящего механизма и электродвигатель 6 привода прижима 5. При этом электродвигатель 17 начинает вращать парные ролики 24-27 в направлениях так, что лента 2 валками (роликами) 24-27 подается между направляющими 37 и 38 и направляющими роликами 41 и 42 в тангенциальную щель 4 и далее - внутрь формирующего цилиндра 3.
Одновременно работает электродвигатель 6 и через вал 7, муфту 8, вал 9, редуктор 10, вал 12, муфту 11, вал 13, держатель 14 начинает вращать прижим 5 по часовой стрелке на фиг. 3.
Как только лента 2 попадет внутрь цилиндра 3 под скругленные углы 34 прижима 5, она начинает захватываться прижимом 5, скругленными углами 34 прижимается к стенкам цилиндра 3 и одновременно протягивается вдоль стенок цилиндра. Так как скорость вращения скругленных углов 34 прижима 5 больше линейной скорости вращения роликов 24-27, то скругленные углы 34 захватывают ленту 2 и стремятся протянуть ее быстрее в соответствии со своей линейной скоростью вращения. При этом лента 2 стремится к вытягиванию и к ускорению вращения роликов 24-27. Однако самотормозящая червячная передача 20 не позволяет ленте 2 вращать ролики 24-27 с большей скоростью, нежели их вращает двигатель 17 через передачу 20. Вследствие этого скругленные углы "разглаживают" ленту 2 по внутренней поверхности формирующего цилиндра 3, благодаря чему лента 2 формируется в спиралевидную трубу 1, наружный диаметр которой практически равен внутреннему диаметру формирующего цилиндра 3, а внутренний диаметр трубы 1 - равен наружному диаметру скругленных углов 34, т. е. он меньше внутреннего диаметра цилиндра 3 на величину удвоенной толщины ленты 2. Таким образом, благодаря разности скоростей линейного вращения прижима 5 и роликов 24-27, лента 2 превращается в калиброванную выровненную трубу 1.
Благодаря торцово-опорной спирали 47 в месте входа ленты 2 через тангенциальную щель внутрь формирующего цилиндра 3 при входе торцы ленты 2 скользят по торцам торцово-опорной спирали 47, и поэтому лента 2 укладывается внутри формирующего цилиндра 3 в винтовую спираль, которая разглаживается с помощью округленных углов 34 прижима 5.
Для изготовления жесткой спиралевидной трубы малого цилиндра необходима как подача ленты по тангенциальной щели внутрь формирующего цилиндра с малой скоростью, так и скольжение ленты при подаче по торцам опорно-торцовой спирали, так и вращение некруглого прижима внутри формирующего цилиндра с большей скоростью, чем подача ленты, а также размер некруглого прижима, меньший внутреннего диаметра формирующего цилиндра на величину удвоенной толщины ленты.
Техническими преимуществами изобретения по сравнению с базовым объектом являются: расширение функциональных возможностей за счет обеспечения изготовления жестких спиралевидных труб малого диаметра, упрощение устройства за счет исключения дополнительного механизма подачи, дополнительного механизма навивки, винтовых регулировочных механизмов и системы рычагов для регулировки углов подачи.
Эти технические преимущества обеспечивают экономический эффект и за счет обеспечения изготовления спиралевидных жестких труб малого диаметра и за счет упрощений устройства, его удешевления и повышения надежности работы по внезапным отказам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010589C1 |
| МНОГОПИЛЬНЫЙ СТАНОК | 1991 |
|
RU2023583C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ОБНАРУЖЕНИЯ ПОЖАРА В ГОРНЫХ ВЫРАБОТКАХ | 1991 |
|
RU2007585C1 |
| СЕПАРАТОР КУСКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2005565C1 |
| Устройство для доставки приборов | 1987 |
|
SU1444508A1 |
| Воздушный фильтр | 1990 |
|
SU1717189A1 |
| Анкер шахтной крепи и устройство для его установки | 1988 |
|
SU1557331A1 |
| Вытяжная труба | 1989 |
|
SU1716062A1 |
| Устройство для измерения глубины скважины | 1989 |
|
SU1755030A1 |
| Расходомер жидкости | 1987 |
|
SU1543234A1 |
Способ изготовления спиралевидной трубы из ленты и устройство для его осуществления. Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях промышленности, в частности для изготовления шахтных анкеров для изготовления захватывающих механизмов в сельскохозяйственных машинах, для изготовления сварных труб различного назначения и т. п. Ленту вставляют в подающе тормозящий механизм и проталкивают под первые ролики подающего механизма. Вставляют винтовую направляющую внутрь формующего цилиндра так, чтобы торцово-опорная спираль находилась в месте входа ленты в тангенциальную щель. Соосно с формирующим цилиндром вставляют прижим. Лента, попадая внутрь цилиндра под скругленные углы прижима, захватывается прижимом и прижимается к стенкам цилиндра и одновременно протягивается вдоль стенок цилиндра. Благодаря разности линейных скоростей вращения прижима и роликов лента превращается в калиброванную выровненную трубу. 2 с. п. ф-лы, 6 ил.
