Изобретение относится к обработке материалов, например пластиков, т.е. составов, полученных на основе высокомолекулярных соединений, и может быть использовано в качестве инструмента для измельчения резины, в частности изношенных автопокрышек.
Известна иглофреза, содержащая корпус, в котором по окружностям концентрическим уложены отрезки стержней (рабочих элементов), с торца сваренных между собой и с корпусом с образованием сплошной поверхности большой жесткости.
Однако сборка такой иглофрезы чрезвычайно сложна и трудоемка, так как при плотной укладке стержней получить сплошную проваренную поверхность практически невозможно. Конструкция такой фрезы предназначена для обработки плоских поверхностей с обеспечением постоянного контакта игл с обрабатываемой поверхностью. При этом надежность крепления стержней при разных режимах обработки неудовлетворительна, так как сваренные поверхности в динамике и на удар плохо работают.
Известна иглофреза, содержащая базовую втулку, на которой смонтированы пластмассовые корпуса с продольно установленными по периферии секциями проволочных игл, залитых в корпус и редко размещенных по окружности. По торцам базовой втулки расположено по фланцу с гайками для крепления корпусов.
Недостатком этой иглофрезы является незначительный съем обрабатываемой резины, так как иглы изгибаются и "гладят" ее, а также сложность изготовления, обусловленная необходимостью в специальном литейном оборудовании для прессования корпусов с проволочными иглами. В процессе эксплуатации после износа игл в одном из корпусом весь этот узел приходится выбрасывать, так как проволочки залиты пластмассой; утилизация материала проволочек - дорогостоящий и трудоемкий процесс, требующий разделения проволочек от пластмассы. Кроме того, для обработки деталей разной длины требуется специальный инструмент заданной длины.
Цель изобретения улучшение эксплуатационных свойств при упрощении изготовления иглофрезы.
Для этого иглофреза, содержащая базовую втулку, на которой смонтированы корпуса, каждый с продольным пазом для размещения проволочных игл, закрепляемые по концам втулки через фланцы гайками, дополнительно содержит иглозажим в виде втулки. Иглозажим установлен на базовой втулке с возможностью фиксации от проворота посредством шпонки. Каждый корпус выполнен в виде втулки, один торец которой плоский, а другой - с выступами и впадинами для взаимодействия с ответными выступами и впадинами смежного корпуса или (на торце инструмента) с выступами и впадинами, предусмотренными на фланцах. Каждый корпус установлен на иглозажим и предназначен для крепления игл, выполненных изогнутыми в хвостовике. Все корпуса попарно собраны своими плоскими торцами в блоки. При этом пазы корпусов в блоке совмещены, а пазы, попадающие в линию выступов, выполнены более длинными по сравнению с пазами, попадающими в линию впадин. Кроме того, блоки путем взаимодействия смежных выступов и впадин собраны в пакет. Такая конструкция обеспечивает одновременную и непрерывную обработку по всей требуемой длине.
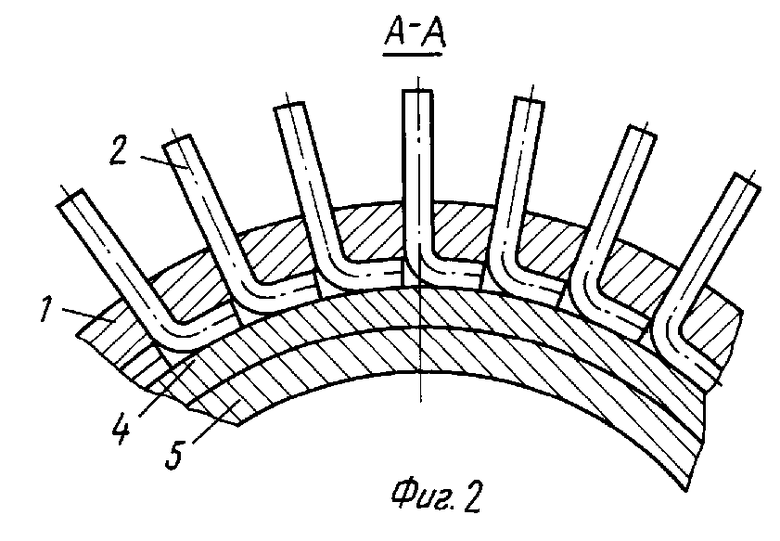
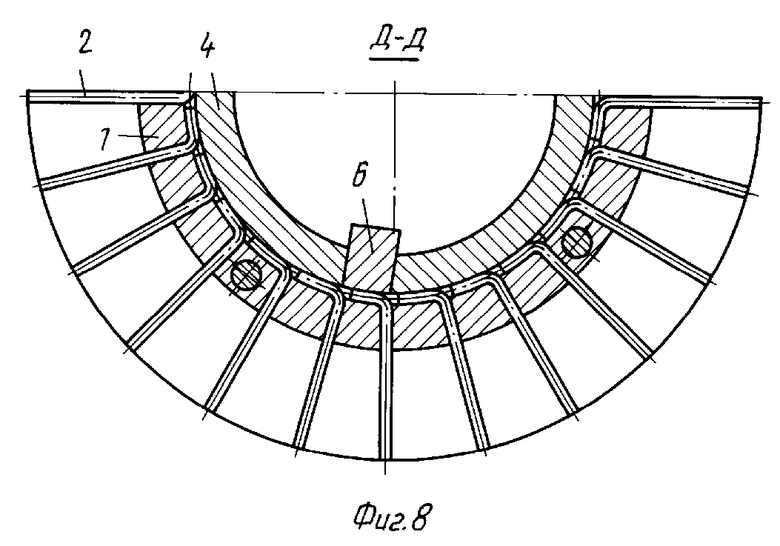
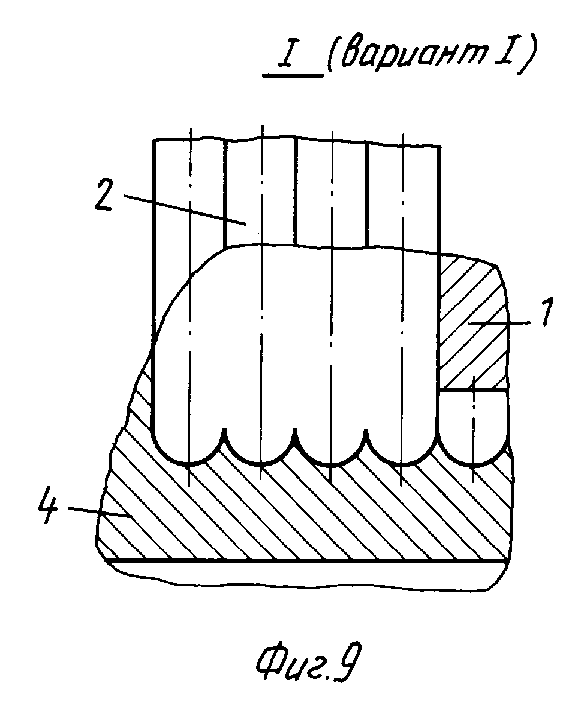
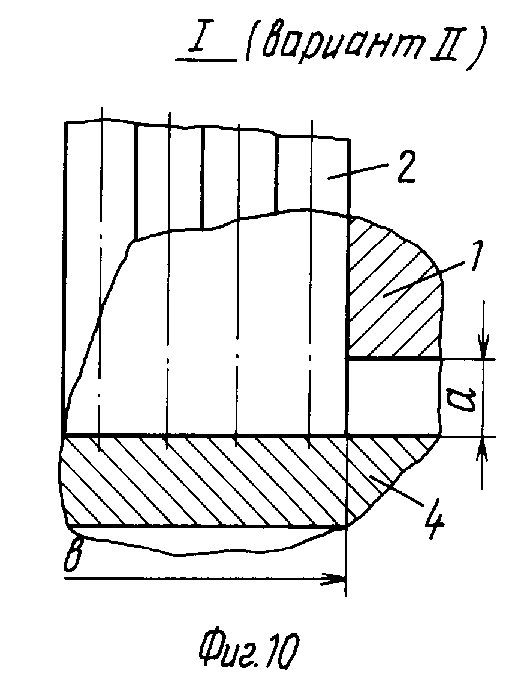
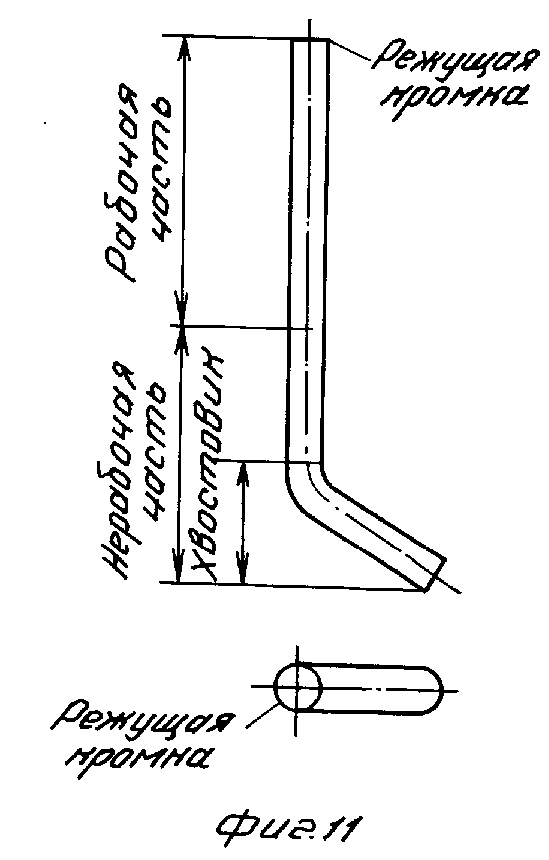
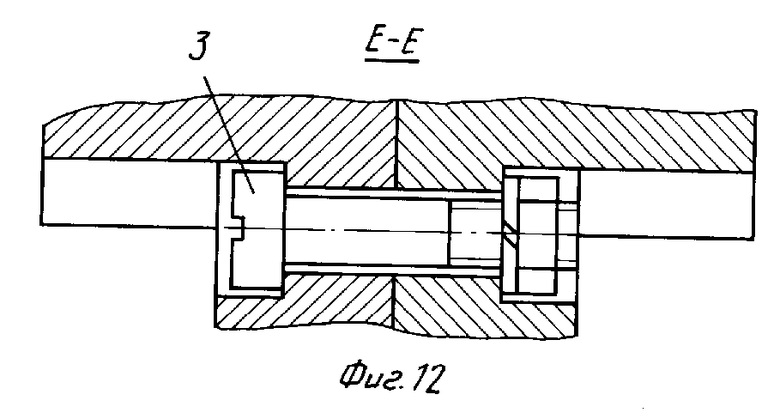
На фиг.1 изображена предлагаемая иглофреза с частичным разрезом, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг. 4 - разрез В-В на фиг.1; на фиг.5 - блок с частичным вырывом, общий вид; на фиг.6 - разрез Г-Г на фиг.5; на фиг. 7 - разрез Д-Д на фиг 5 (схема сборки - начало); на фиг.8 - то же, собранная фреза; на фиг.9 и 10 - узел I на фиг.1 (I и II варианты исполнения иглозажима); на фиг.11 - игла; на фиг. 12 - разрез Е-Е на фиг.5.
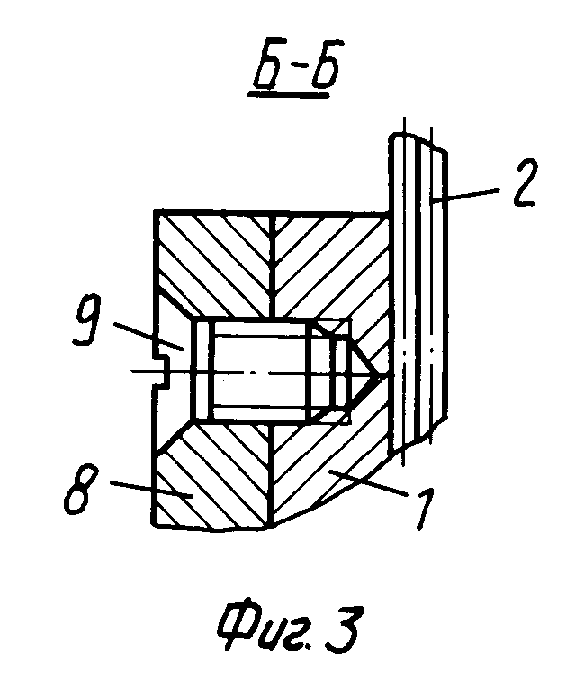
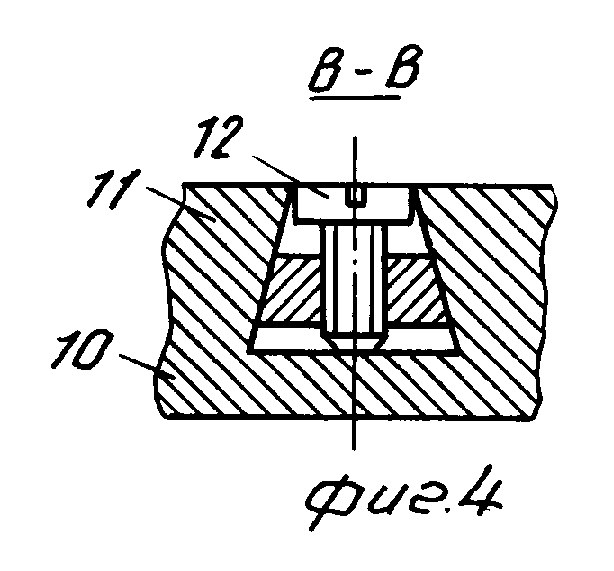
Иглофреза содержит набор корпусов 1, каждый в виде втулки с продольными пазами для установки игл 2. Каждый корпус при этом выполнен с одного торца гладким, а с другого торца в виде выступа и впадины. Гладкими торцами корпуса попарно собраны в блоки и скреплены винтами 3 (фиг.4). Блоки внутренними диаметрами смонтированы на цилиндрическом иглозажиме 4, который, в свою очередь, сцентрирован на базовой втулке 5. От провората иглозажим фиксируется на втулке 5 шпонкой 6. Винтами 7 шпонка скреплена с корпусом 1. С торцов блоки закрыты фланцами 8, закрепляемыми к корпусу винтами 9 (фиг. 3). Пакет после сборки фланцев закреплен на базовой втулке с двух торцов гайками 10. Для балансировки иглофрезы на гайках 10 предусмотрено по кольцевой проточке типа "ласточкин хвост", в которой размещен балансировочный сегмент 11 с контрящим болтом 12. Конструктивно иглозажим может быть выполнен в двух вариантах: вариант I - с продольно расположенными канавками под иглы; вариант II - с проточкой по глубине, немногим меньшей диаметра поперечного сечения игла (размер а) и по длине (размер b) и равной по длине суммарной величине диаметров игл в ряду. Оба варианта надежны, но вариант II более технологичен.
Иглы выполнены из упругой проволоки и имеют рабочую часть и нерабочую, куда входит и отогнутый хвостовик. Хвостовик предназначен для крепления иглы. Угол изгиба иглы обеспечивает необходимую упругость при зажиме иглы между корпусом и иглозажимом и является надежной гарантией для крепления каждой иглы индивидуально.
Основное назначение блока - обеспечение надежного крепления в иглозажиме каждой иглы индивидуально, обеспечение сборки и замены игл, формирование иглофрезы в пакет из блоков с необходимым захватом по длине рабочей поверхности.
Предлагаемая иглофреза работает следующим образом.
Установленную на шпинделе станка иглофрезу подводят к обрабатываемой поверхности. Включают подачу и начинают обработку, в процессе которой происходит срезание обрабатываемого материала и его одновременное измельчение по всей длине сразу.
Процесс срезания происходит за счет того, что игла имеет те же элементы резания, что и резец: режущую кромку, передний угол, задний угол. Но в отличие от резца эти элементы имеют динамический характер, т.е. изменяются во времени в процессе обработки не только за счет износа, но в основном за счет упругости иглы, т.е. это - упругий резец. Эти изменения параметров тем меньше, чем жестче игла, т.е. чем больше диаметр иглы в поперечном сечении и чем меньше вылет иглы.
В каждом конкретном случае при выборе параметров иглы необходимо учитывать свойства обрабатываемого материала и структуру помола.
Так как срезание происходит режущей кромкой, то для использования режущей кромки по всей периферии диаметра иглы применяют реверсирование вращения иглофрезы.
В процессе срезания иглой имеет место удар, резание, отбрасывание обработанного материала, собственная частота колебаний иглы.
Каждая игла ударяет по исходному материалу, "взрыхляя" и деформируя его, режущая кромка срезает этот деформированный слой, а упругая сила отбрасывает срезанный слой, дополнительно участвуя в резании при разгибании иглы. Так как игла периодически касается обрабатываемого материала (удар), то она приобретает собственные колебания, которые также участвуют в резании материала, дробя и срезая его. Измельчение происходит за счет периодичности контакта игла-материал при собственной частоте игл (от упругости). В этом заключается уникальность иглофрезы, совмещающей в себе при обработке свойства резца, срезающего слой материала и "жернова", измельчающего срезаемый слой. При этом, меняя диаметр игл и режимы резания (подачу, обороты инструмента и обороты, например, изношенной автопокрышки), можно регулировать величину и стабильность помола и обеспечить высокую производительность.
Сборка иглофрезы.
После сборки двух корпусов в блок, скрепляемый винтами 3, блок надевают на иглозажим, установленный в приспособление для сборки пазом для шпонки вниз (фиг.7), совмещая шпоночный паз иглозажима с пазом корпуса. Приспособление обеспечивает вращение корпуса относительно иглозажима. Через шпоночный паз (фиг.7) вводят и иглы всего ряда (по всей длине) до упора в хвостовик. После поворота корпуса до следующего паза производят установку следующего ряда игл. При повороте корпуса хвостовики игл догибаются до прямого угла и зажимаются между иглозажимом и корпусом. И так каждый ряд. После установки последнего ряда корпус не проворачивают, в шпоночный паз (фиг.8) вставляют шпонку 6, которая крепится винтом 7 к корпусу 1 (фиг.6).
Заточка иглофрезы.
Заточка иглофрезы условно подразделена на стационарную и динамическую.
Стационарная для новых фрез осуществляется следующим образом.
Собранные блоки формируют в пакет необходимых размеров и закрепляют. Далее все иглы заливают по всей высоте, например, расплавом сплава Вуда. Температура плавления этого сплава 97оС. Заточку иглофрезы производят резцом сначала для получения цилиндрической поверхности (правят), а затем по копиру до получения необходимого профиля, соответствующего профилю обрабатываемой автопокрышки. Затем сплав расплавляют. Расплавить сплав можно водой, доведенной до температуры кипения. Выплавленный сплав можно использовать многократно.
Динамическую заточку (правку) ведут в процессе работы иглофрезы. Заточку ведут абразивным кругом с рабочим профилем, соответствующим профилю обрабатываемого изделия. С целью более эффективного использования иглофрезы динамическую заточку производят с реверсом как иглофрезы, так и абразивного круга.
Таким образом, снабжение иглофрезы иглозажимом, концентрично установленным между базовой втулкой и корпусами, продольно собираемыми в пакет, позволяет улучшить эксплуатационные свойства иглофрезы за счет более интенсивной обработки при более частой установке рядов игл по окружности, упрощая при этом ее изготовление за счет исключения необходимости в заливке игл в пластмассовые корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛОФРЕЗА | 1992 |
|
RU2053054C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1991 |
|
RU2015891C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1992 |
|
RU2038215C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| ИГЛОФРЕЗА С АВТОМАТИЧЕСКИМ ИЗМЕНЕНИЕМ ЖЕСТКОСТИ | 2003 |
|
RU2234229C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| КОМБИНИРОВАННЫЙ ИГЛОАБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2237571C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ДЕРЕВЬЕВ | | 1972 |
|
SU423436A1 |




Использовано в качестве инструмента для измельчения резины, в частности изношенных автопокрышек. На базовой втулке надет с возможностью фиксации от проворота иглозажим, на котором для закрепления игл продольно собраны корпуса в виде втулок с взаимодействующими выступами и впадинами смежных втулок. В корпусах предусмотрены продольные пазы для проволочных игл, выполненных изогнутыми в хвостовике. 2 з. п. ф-лы, 12 ил.
