Изобретение относится к области измельчения утильных резинотехнических изделий, например изношенных автопокрышек.
Известна установка для измельчения утильной резины, содержащая приводной механизм для подачи изделия в виде сопряженных зубчатых шестерен, режущий орган в виде набора шлифовальных кругов и систему отвода измельченной резины в виде патрубка.
Недостатком этой установки является необходимость в предварительной разрезке автопокрышки на полосы. Другим недостатком является быстрое засаливание шлифовального круга и пригорание резины. Кроме того, на ней нельзя производить сортировку резины и корда.
Известна установка для измельчения изношенных покрышек, содержащая размещенные на поворотной станине шпиндели для установки покрышек, связанный с приводом вращения режущий инструмент и систему отвода измельченного продукта. Для подачи обрабатываемой покрышки к шпинделю станины в установке предусмотрен подъемный стол.
Недостаток этой установки заключается в отсутствии заточного устройства к шлифовальному кругу, которое могло бы устранить такой недостаток, как быстрое засаливание шлифовального круга и пригорание резины. Кроме того, на этой установке нельзя окончательно обработать покрышку, а именно ее бортовые кольца.
Цель изобретения - устранение куазанных недостатков и обеспечение возможности заточки режущего инструмента - иглофрезы, и возможности окончательной обработки автопокрышек.
Поставленная цель достигается тем, что установка, содержащая размещенный на станине шпиндель для установки покрышки, связанный с приводом вращения режущий инструмент и систему отвода измельченного продукта, согласно изобретению, она снабжена размещенными на станине заточным устройством для взаимодействия с режущим инструментом и устройством для окончательной обработки бортовых колец. Последнее выполнено в виде приводных и прижимных роликов для взаимодействия с периферией покрышки и закрепленного на концах установленного с возможностью качания коромысла двух смонтированных с возможностью свободного вращения режущих инструментов. При этом в качестве всех режущих инструментов использованы иглофрезы.
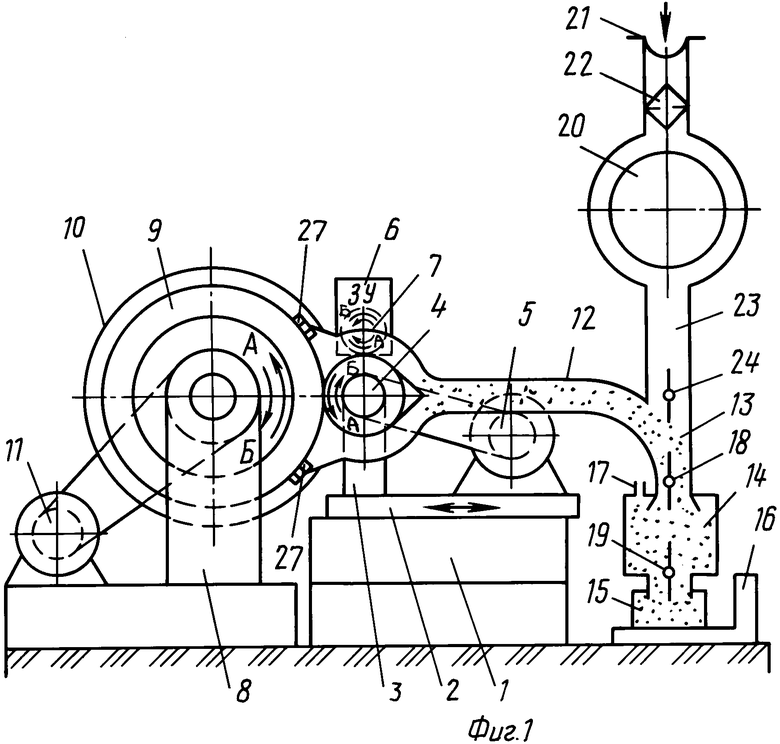
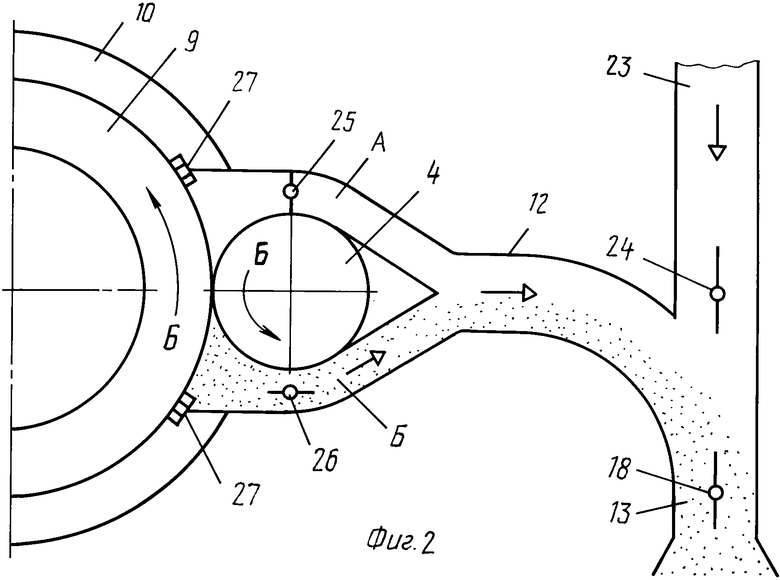
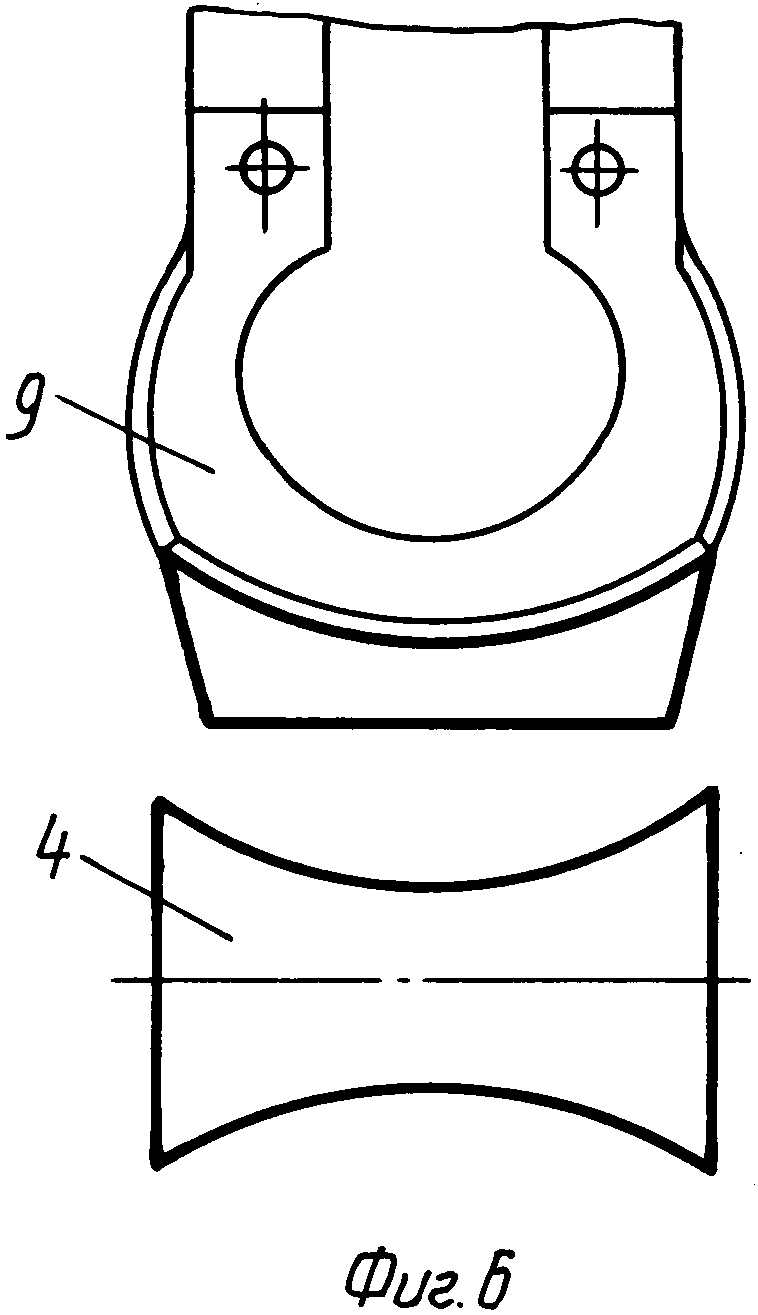
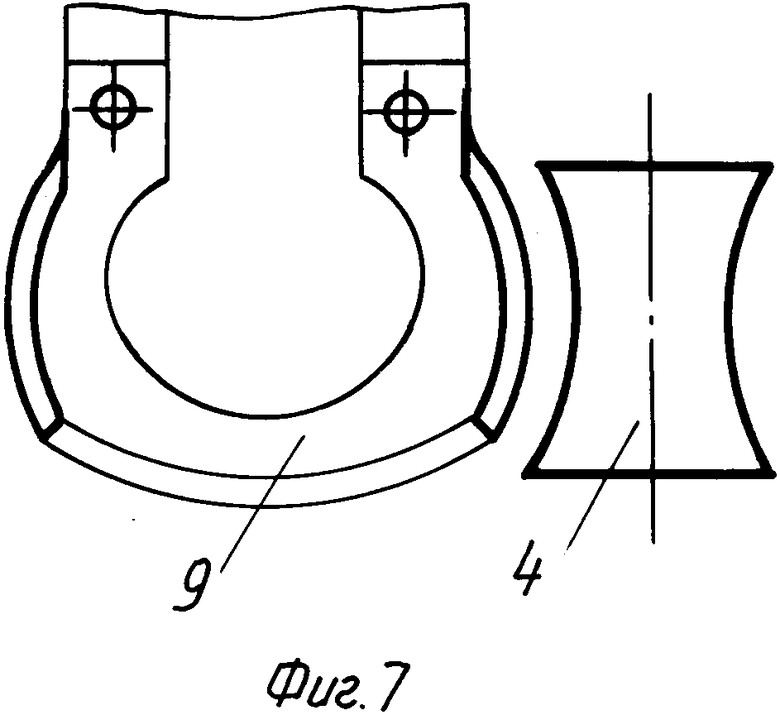
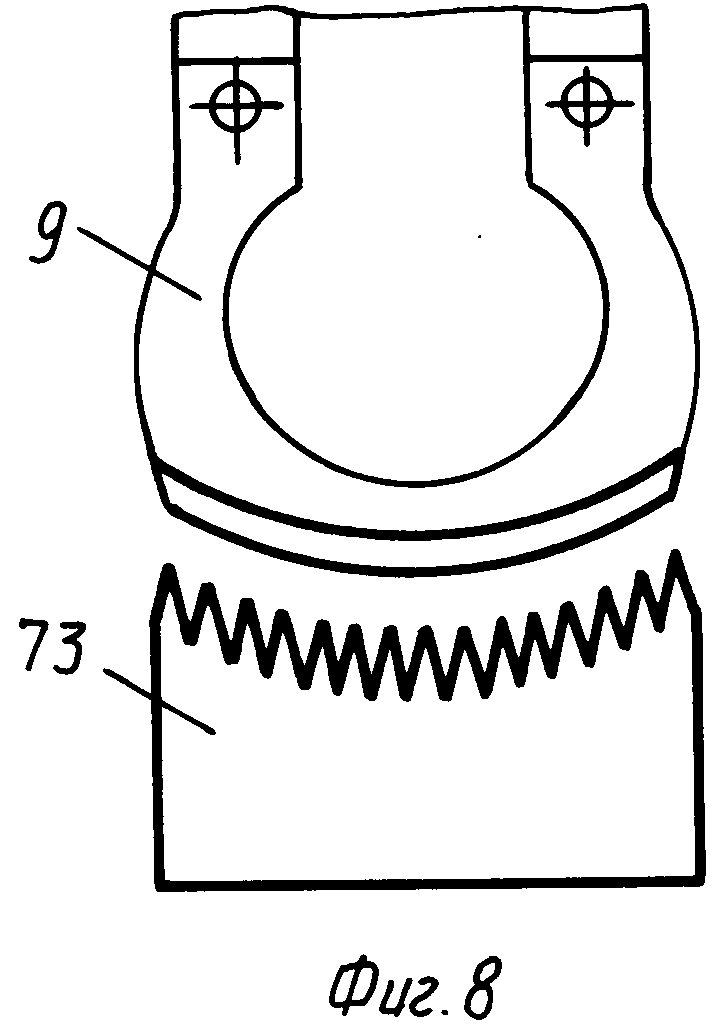
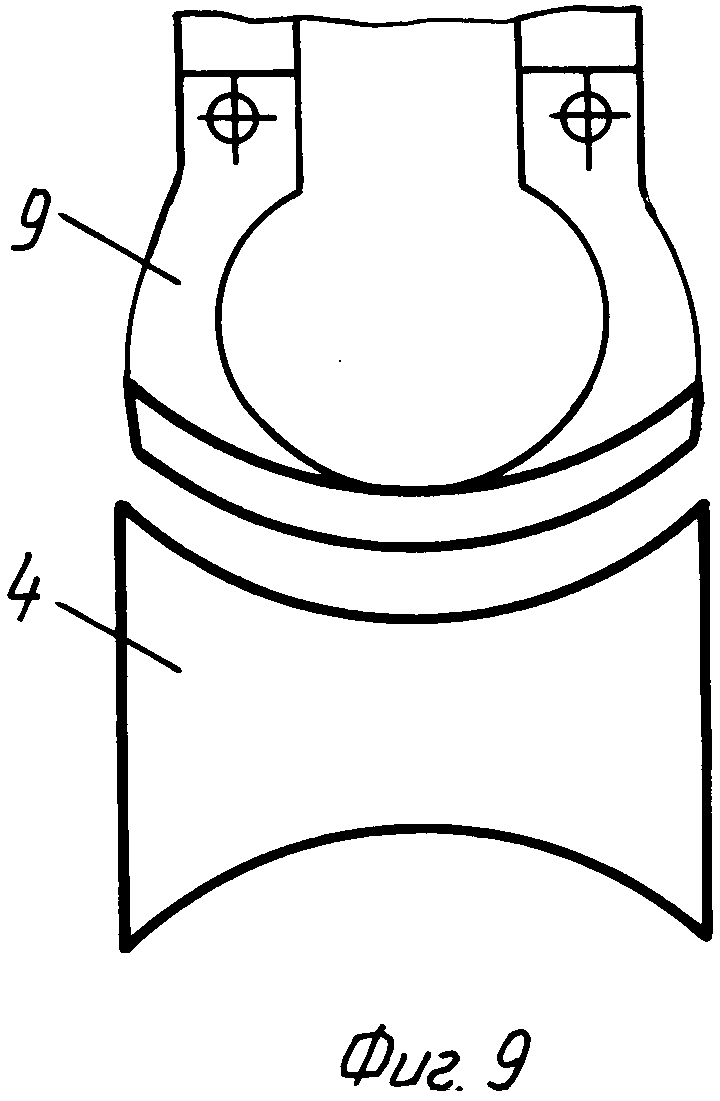
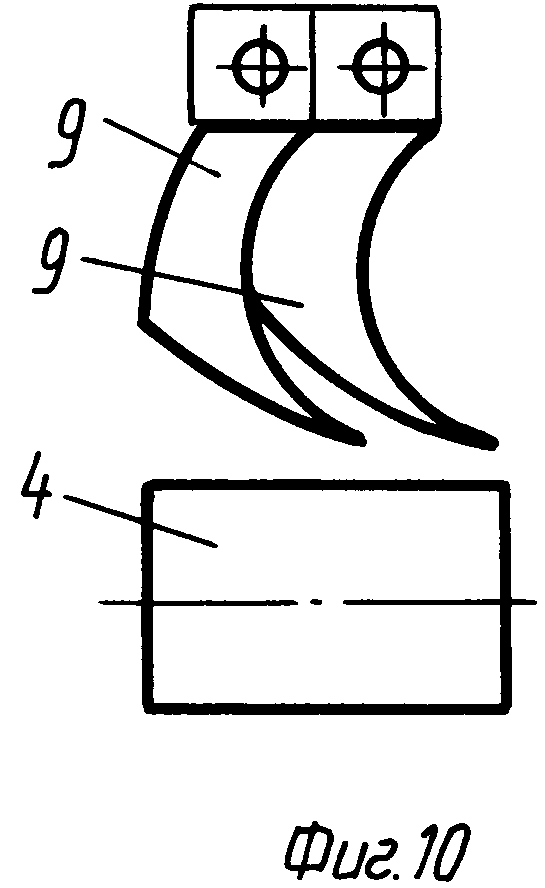
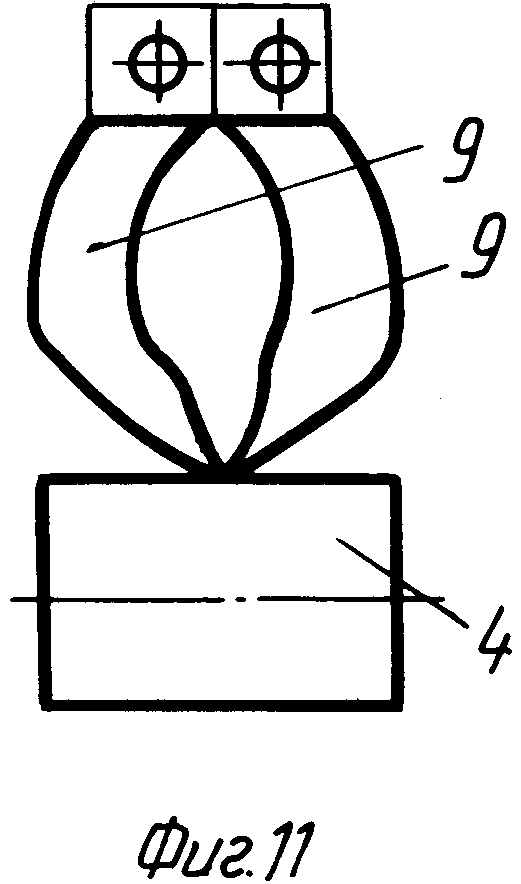
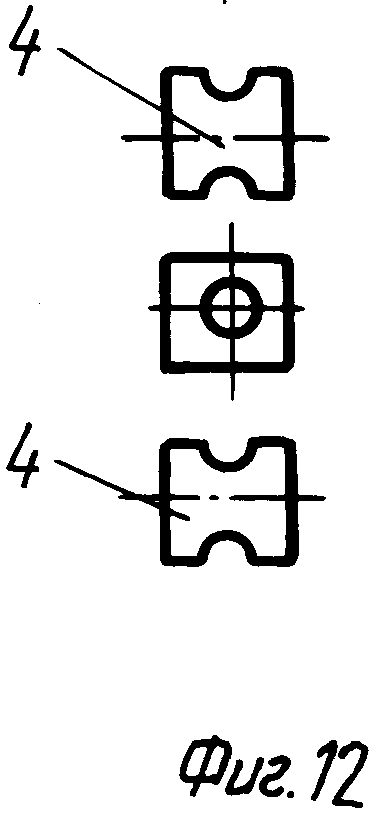
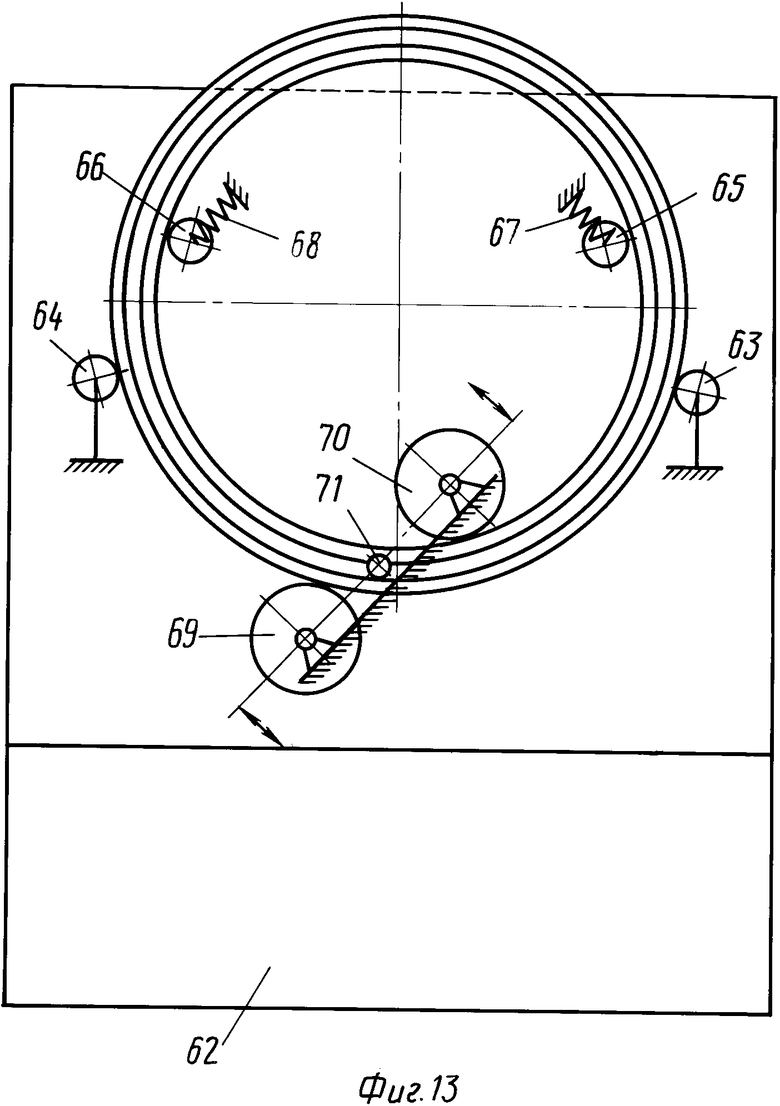
На фиг. 1 схематично изображена предлагаемая установка; на фиг. 2 - схема работы пневмоотсоса в одном из режимов; на фиг. 3 - кинематическая схема заточного устройства; на фиг. 4 - механизм копирования профиля инструмента в заточном устройстве; на фиг. 5 - механизм копирования инструмента в заточном устройстве; на фиг. 6 - обработка протектора покрышки; на фиг. 7 - обработка боковин покрышки; на фиг. 8 - снятие металлокорда (удаление щебенки); на фиг. 9 - обработка "полочки" каркаса; на фиг. 10 - обработка боковин каркаса; на фиг. 11 - вариант обработки боковин каркаса; на фиг. 12 - обработка бортовых колец; на фиг. 13 - устройство для обработки бортовых колец.
Установка содержит установленную на основании станину 1 (см. фиг. 1), на которой смонтирован суппорт 2, несущий опору 3 для режущего инструмента 4 в виде проволочного вращающегося инструмента (например, игрофрезы), приводимого во вращение электродвигателем 5, установленным также на суппорте 2. Кроме того, на суппорте 2 размещено заточное устройство 6 с абразивным кругом 7. На основании отдельно от станины установлена опора 8 для изделия - автопокрышки 9, защищенной кожухом 10. Для вращения изделия предусмотрен автономный электродвигатель 11. Установка снабжена пневмоотсосом, состоящим из системы трубопроводов 12 и 13, бункера 14, тары 15, весов 16. В бункере 14 предусмотрен воздушный клапан 17 и шиберы 18 и 19 резинового порошка. Для привода пневмоотсоса в установке предусмотрен эжектирующий вентилятор 20 с заборником 21 воздуха и фильтром 22. Вентилятор 20 соединен с бункером 14 воздухопроводом 23, внутри которого установлен шибер 24. Кроме того, в трубопроводе 12, в зоне расположения режущего инструмента 4, установлено еще два шибера 25 и 26 (см. фиг. 2). На горловине трубопровода 12 закреплены две щетки 27.
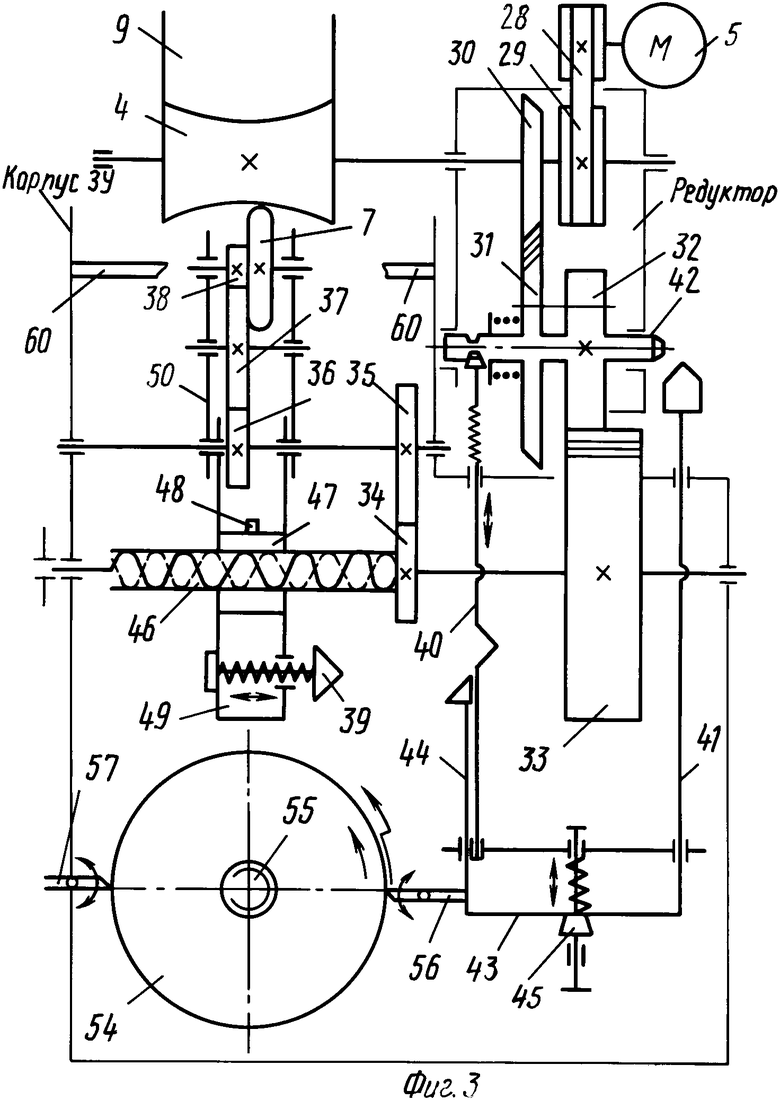
Заточное устройство выполнено в виде абразивного круга 7, приводимого во вращение электродвигателем 5 через шкивы 28-29 и систему шестерен (см. фиг. 3): 30-31-32-33-34-35-36-37-38. Для выключения вращения круга 7 в заточном устройстве предусмотрен толкатель 39, взаимодействующий с пазом фиксатора 40, а для включения - толкатель 41, взаимодействующий с осью 42. Толкатель 41 жестко связан рамой 43 с толкателем 44, взаимодействующим с фиксатором 40. Для фиксации рамы 43 предусмотрен подпружиненный толкатель 45. Для поступательного движения абразивного круга 7 в заточном устройстве на оси шестерни 34 установлен ходовой винт 46н с замкнутой винтовой нарезкой. На винте 46 установлена гайка 47 с сухарем 48, связывающим ее с вилкой 49, жестко соединенной с вилкой 50, в которой расположен абразивный круг 7.
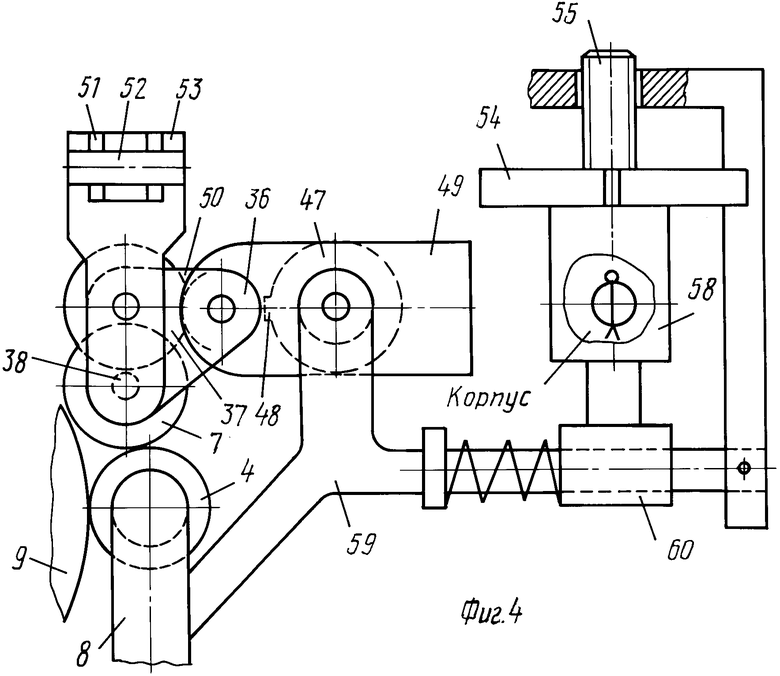
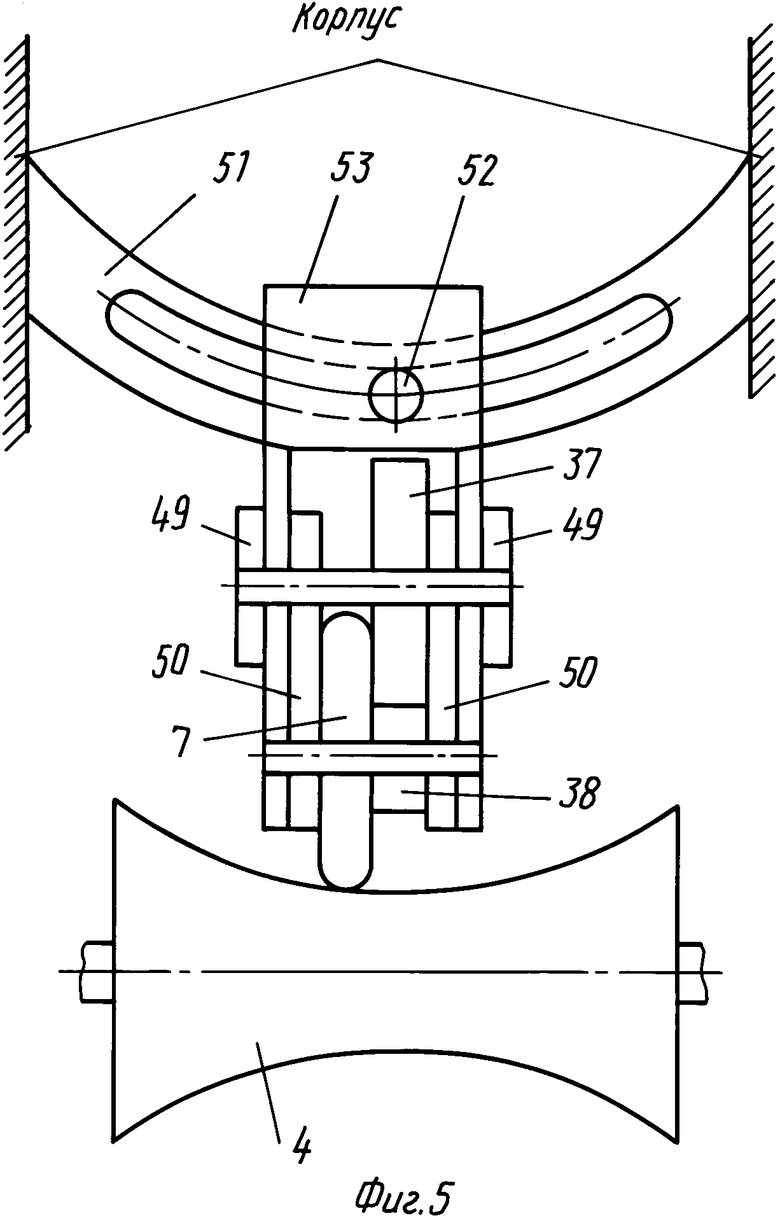
Копировальное устройство (см. фиг. 5), обеспечивающее заточку сложнопрофильного инструмента, состоит из копира 51 с направляющим пазом, в котором размещен ролик 52, соединенный неподвижно через вилку 53 с вилками 50 и 49.
Механизм подачи абразивного круга 7 за каждый цикл заточки включает толкатель 45 (фиг. 3), раму 43, храповое колесо 54, винт 55, собачку 56н для подачи, гайку 58 (фиг. 4), раму 59 заточного устройства, подпружиненный ползун 60. Винт 55 соединен с рамой 59 с обеспечением вращения винта 55 и перемещением его по раме 59.
Установка снабжена автономным устройством для окончательной обработки бортовых колец (см. фиг. 13), состоящим из корпуса 62, приводных роликов 63 и 64, прижимных роликов 65 и 66, снабженных пружинами 67 и 68 и дополнительными иглофрезами 69 и 70. Иглофрезы установлены с возможностью качания вокруг оси 71. Бортовые кольца на эту обработку поступают с остатками корда. Устройство снабжено пневмоотсосом (не показано).
Кроме того, установка снабжена гребенкой, которая установлена на суппорте 2 с возможностью подвода к обрабатываемой шине. Расстояние между зубьями гребенки не превышает 5 мм.
Установка работает следующим образом.
Отработанную автопокрышку 9 (фиг. 1) устанавливают в захватное устройство (не показано) на опоре 8. Для удаления инородных включения, например щебенки, к покрыщке 9 подводят гребенку и врезаются в протектор шины. Так как шаг у гребенки не более 5 мм, то, вдавливаясь в шину на глубину 5-10 мм, она (гребенка) удаляет щебенку. При этом покрышка вращается в направлении Б, гребенка неподвижна, вентилятор 20 отключен. После удаления щебенки суппортом 2 подводят иглофрезу 4 к поверхности шины 9 с последующим включением подачи иглофрезы. Вентилятор 20 включен, включен и пневмоотсос на бункер 14. Резина с протектора снимается либо до металлокорда, либо до корда, если шина без металлокорда. Металлокорд снимается гребенкой 73 при выключенном вентиляторе 20 аналогично режиму удаления щебенки. Корд обрабатывается либо до полного "развала" на две половины, либо до минимального утонения полочки с последующим разрезанием на две половины. При этом кордовый порошок пневмоотсосом транспортируется в бункер 14. Собранный продукт ссыпается в тару 15, дозировка контролируется весами 16. После обработки корда обрабатывают бортовые кольца до полного съема резины (до металла).
По мере износа иглофрезы 4 производят ее заточку с помощью заточного устройства 6, в случае полного износа иглофрезы ее заменяют на новую.
Для обработки шин с разной шириной иглофрезу подбирают с соответствующей шириной.
Так как полученный после измельчения продукт имеет размеры 0,3 мм и менее, то его можно отнести к порошкам. Поэтому для транспортировки порошка из зоны обработки может быть применен пневмоотсос, принцип действия которого основан на эжекции воздуха.
Приводы щпинделя, на которых установлены автопокрышка и иглофреза, снабжены средством для реверса, что позволяет вести обработку в двух режимах А и Б. При включенном вентиляторе 20 воздух через заборник 21 и фильтр 22 поступает по трубопроводу 23 воздуха в трубопровод продукта 13 через шибер 24 воздуха и шибер 18 продукта в бункер 14. При этом возникает эффект эжекции и из трубопровода 12 продукта от иглофрезы 4 продукт засасывается в трубопровод 13 продукта, далее в бункер 14, при этом продукт оседает на дно бункера, а воздух выходит через клапан 17.
Режим Б. Шибер 26 открыт, шибер 25 закрыт. За счет эжекции воздух засасывается яерез щетки 27, которые одновременно выполняют функции фильтра, клапана и сметающей продукт щетки.
Режим А. Шибер 25 открыт, шибер 26 закрыт. Воздух поступает также через щетки 27. Функции щеток те же, что и в предыдущем режиме.
Заточное устройство обеспечивает поддержание иглофрезы в рабочем состоянии. От этого зависит тонкость и качество помола. Наличие реверса абразивного круга 7 и иглофрезы 4 позволяет эффективнее использовать периметр режущей кромки иголок иглофрезы. Работает заточное устройство в полуавтоматическом режиме - включение и подача вручную, а заточка и выключение автоматическое.
Исходное положение. Иглофреза 4 выведена из контакта с шиной. Электродвигатель 5 выключен. Шестерня 31 выведена из зацепления с шестерней 30. Толкатель 39 выключателя входит в паз фиксатора 40. Абразивный круг 7 выведен из контакта с иглофрезой 4 и находится в крайнем правом положении (фиг. 3).
Включение. При первом цикле заточки абразивный круг 7 подается до касания с иглофрезой 4. Включают электродвигатель 5 - через шкивы 28 и 29, шестерню 30 вращение передается на иглофрезу 4. Нажимают вручную толкатель 44 фиксатора. Толкатель 41 включателя абразивного круга толкает ось с шестернями 31 и 32 влево до зацепления с шестерней 30. Одновременно толкателем 45 через раму 43 толкателем 44 фиксатора выжимается толкатель 39 выключателя из паза фиксатора 40. Под действием пружины этот фиксатор фиксирует через кольцевой паз на оси 42 положение контакта зацепления шестерен 30 и 31. Заточное устройство включено.
Вращение абразивного круга. Для качественной обработки иглофрезе необходимо сообщить высокие обороты порядка 2000-3000, а для заточки инструмента абразивному кругу, соединенному с тем же электродвигателем, обороты должны быть снижены. Это достигается понижающим редуктором, в который входят шкивы 28 и 29, шестерни 30-38.
Поступательное перемещение абразивного круга (фиг. 4). Поступательное движение абразивного круга происходит по схеме "туда-обратно-останов", т.е. с возвратом в исходное положение. Вращение от шестерни 33 передается на ось, с которой жестко связан ходовой винт 46н с замкнутой винтовой нарезкой. Вращательное движение винта 46 преобразуется гайкой 47 с сухарем 48 в поступательное вилки 49, 50, а следовательно, и абразивного круга 7.
Движение абразивного круга по копировальному устройству. Абразивный круг при заточке имеет одновременно три вида движений: вращательное, поступательное и качательное (вертикальное). Вращательное и поступательное описано выше. Качательное движение незначительное и осуществляется следующим образом. Вилка 49, имеющая только поступательное движение, соединена с вилкой 50 копира с возможностью качания вокруг их общей оси. Вилка 50 в свою очередь соединена жестко с роликом 52 копира. Таким образом, ролик 52, перемещающийся по копиру 51, передает вертикальное перемещение через качающуюся вилку 50 абразивному кругу 7 (фиг. 4 и 5).
Подача абразивного круга (фиг. 3). По мере износа режущего инструмента 4 и абразивного круга последний должен подаваться до величины суммарной подачи от 40 до 100 мм. Такая подача осуществляется путем поворачивания корпуса заточного устройства со всем механизмом вокруг неподвижных оси, несущей шестерню 33, и ходового винта, при этом траектория движения круга (поворачивания) должна проходить через центр вращения режущего инструмента 4.
Подача абразивного круга на каждый цикл заточки. При нажатии толкателя 45 рама 43 движется поступательно и при этом поворачивает подающую собачку 56, которая находится в зацеплении с зубчатым колесом 54. Колесо поворачивается на величину зуба, а фиксирующая собачка 57 фиксирует это колесо 54. При повороте колеса 54 винт 55, вворачиваясь в гайку 58 корпуса, перемещает его вокруг оси ходового винта, которая закреплена на енподвижной раме заточного устройства с одновременным перемещением ползуна 60 относительно рамы 59, а пружина, установленная на этой раме (фиг. 4), гарантирует от перекоса и возможного заклинивания, постоянно поджимая винт 55.
Включение заточного устройства (фиг. 4). При завершении абразивным кругом 7 поступательного движения "туда-обратно" вилка 49 выключателя занимает крайнее правое положение, т.е. исходное. При этом толкатель 39 выжимает фиксатор 40 и он выходит из кольцевого пала оси 42, которая под действием пружины занимает крайнее правое положение, тем самым выводя из зацепления шестерни 30 и 31. Заточное устройство выключено.
Обработка бортовых колец (фиг. 12 и 13). После обработки корда половинок шины на бортовых кольцах остается необработанным технологический припуск, который определяется исходя из необходимости надежного закрепления половинок при их обработке. Этот припуск (до металла бортовых колец) снимается на специальной установке. Бортовое кольцо после отжатия прижимных роликов 65 и 66 устанавливается на приводные ролики 63 и 64, конструктивное расположение которых обеспечивает вращение бортового кольца по его оси. Иглофрезы 69 и 70, качаясь вокруг центра симметрии, обрабатывают корд до металла.
Таким образом, предлагаемая установка позволяет производить полную утилизацию изношенных покрышек с получением продукта в виде порошка. Кроме того, обеспечивается разделение на составляющие продукты переработки (резина, корд, металл) и обработка автопокрышек любой формы и жесткости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1992 |
|
RU2038215C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2007 |
|
RU2386535C2 |
| ИГЛОФРЕЗА | 1990 |
|
RU2014174C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 2014 |
|
RU2570433C1 |
| ИГЛОФРЕЗА | 1992 |
|
RU2053054C1 |
| СПОСОБ МЕХАНИЧЕСКОГО ИЗМЕЛЬЧЕНИЯ РЕЗИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2239555C2 |
| Устройство для заточки режущего инструмента | 1988 |
|
SU1541021A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ НОЖЕЙ СТРОГАЛЬНОЙ МАШИНЫ | 1991 |
|
RU2021378C1 |
| ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 2005 |
|
RU2283226C1 |
Использование: измельчение утильных резинотехнических изделий, например изношенных автопокрышек. Сущность изобретения: установка снабжена заточным устройством и устройством для окончательной обработки бортовых колец, в качестве всех режущих инструментов используются иглофрезы. Отвод продуктов измельчения производится пневмоотсосом. Это позволяет обеспечить полную утилизацию продуктов с одновременным их разделением. 4 з.п. ф-лы, 13 ил.
| Авторское свидетельство СССР N 689847, кл | |||
| Солесос | 1922 |
|
SU29A1 |
