Изобретение относится к электроэрозионной обработке материалов и может быть использовано для изготовления электродов-инструментов/ применяемых при электроэрозионной обработке.
Известны материалы/ применяемые для изготовления электродов-инструментов станков электроэрозионной обработки на основе меди с различными добавками/ повышающими стойкость против электрический эрозии.
К таким материалам относится материал на основе меди для электрода-инструмента/ приготовленный из смеси медного порошка и минерального масла в количестве 20-25% к массе порошка меди. Приготовление смеси осуществляют пропиткой порошка меди минеральным маслом с последующей термообработкой в защитной атмосфере при 500-600оС в течение 60-70 мин.
Однако/ из такого материала нельзя получить традиционными способами порошковой металлургии электроды сложной формы и крупных размеров с равной по сечению плотностью материала/ т.е. получить электроды со стабильными свойствами. Крупные или сложные по форме электроды-инструменты для обработки/ например/ штампов или пресс-форм получают из литой меди или углеграфита. Однако/ электроды-инструменты из литой меди не обеспечивают высокой производительности обработки и не обладают достаточно высокой стойкостью. Углеграфит превосходит медь по стойкости/ но не обеспечивает высокой производительности обработки. Изготовление электродов из него дорогостоящий процесс/ требующий трудоемкой слесарной механической обработки.
Известно и может быть рассмотрено в качестве прототипа применение серого чугуна в качестве материала для электрода-инструмента.
Серый чугун позволяет получить стабильный эрозионный процесс в весьма узком диапазоне режимов/ характеризуемых сравнительно небольшой мощностью. В этом диапазоне стабильных режимов износ чугунных электродов близок к износу медных. Серый чугун получил применение при обработке вращающимся электродом-инструментом деталей из твердого сплава и некоторых других материалов.
Однако/ широкого применения в качестве электроэрозионного материала при электроэрозионной обработке серый литейный чугун не нашел вследствие недостаточно высоких и нестабильных электроэрозионных свойств в широком диапазоне режимов при сравнительно больших мощностях. Износ такого электрода велик и не обеспечивает достаточно высокой производительности обработки.
Цель изобретения - повышение производительности обработки и снижение износа электрода-инструмента.
Это достигается тем/ что материал электрода-инструмента для электроэрозионной обработки/ выполненный на основе серого чугуна/ содержит углерод более 3/5 мас.%/ при этом структура металлической основы ферритная ПО(Ф)/ формула графита по баллу ПГф1/ ПГф2/ размер графитовых включений по баллу ПГд15-ПГд350/ распределение графита по баллу ПГр1/ ПГр7 с количеством графита в баллах ПГ12.
Чугун/ обладая хорошими литейными свойствами/ позволяет получить отливки с хорошо проработанными деталями формы/ что очень важно для электрода-инструмента со сложной рабочей поверхностью.
Используя серый литейный чугун с определенным содержанием углерода/ с определенной структурой металлической основы и определенной характеристикой графитовых включений/ получают электроды-инструменты с высокими электроэрозионными свойствами за счет того/ что указанные параметры чугуна обеспечивают материалу электрода-инструмента сотовую структуру. В соответствии с теорией электроэрозионной обработки производительность электроэрозионного процесса ставится в зависимость от количества факельной компоненты/ образующейся на поверхности электрода-инструмента. Предлагаемый материал для электрода-инструмента имеет большее количество паровой фазы за счет более активного аккумулирования тепла в его поверхностных слоях вследствие равномерного распределения тонких графитовых пластин/ играющих роль теплового экрана перед микрообъемом металлической железной основы/ подвергаемой воздействию электрического разряда. Кроме того/ равномерность распределения графитовых пластин обеспечивает стабильность электроэрозионного процесса.
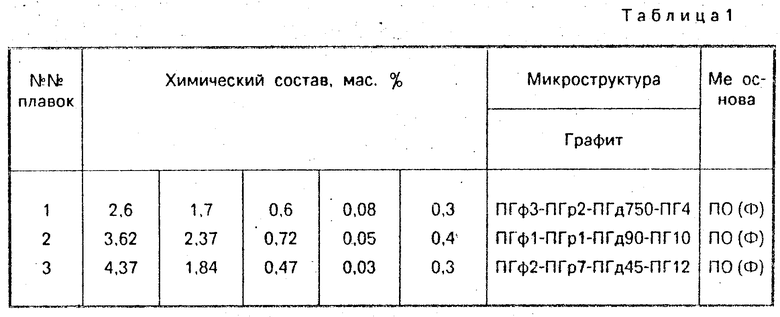
Для получения электроэрозионностойкого чугуна/ обеспечивающего создание в его основе сотовой структуры из включений графита за счет оптимальных характеристик графитовых включений по количеству/ форме/ размеру и распределению в металлической матрице/ выполнены отливки чугуна трех плавок с указанными в табл.1 характеристиками.
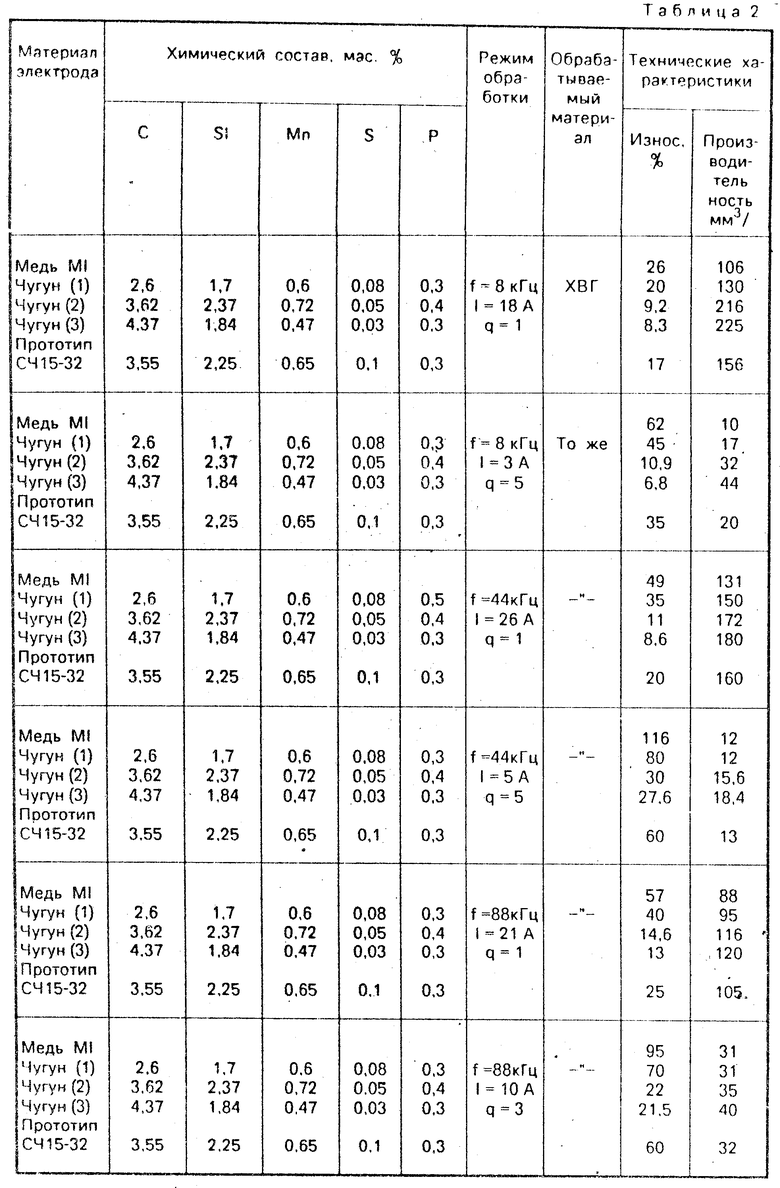
Из отливок чугуна с указанными характеристиками изготовлены образцы диаметром 40 мм/ которые были подвергнуты испытанию в качестве электродов-инструментов при прошивке пластин из стали ХВГ на станке 4Г721 М/ оснащенном генератором ШГИ 40-440. Среда обработки - керосин/ полярность обратная. Испытания проведены в сравнении с литой медью МI и прототипом - серым чугуном СЧ15-32. Режим обработки и результаты испытаний сведены в табл. 2.
Результаты испытаний показывают/ что на грубых режимах (f=8кГц) производительность обработки чугунными ЭИ/ содержащими углерода 3/62-4/37 мас.%/ возрастает по сравнению с медными электродами в 2-4/5 раза с одновременным снижением износа электрода-инструмента в 3-8 раз; на более мягких режимах (f= 44кГц/ f= 88кГц) чугунные электроды-инструменты превосходят медные по производительности обработки в 1/3 раза/ а по стойкости электрода-инструмента в 4-4/5 раза.
На всех исследованных режимах электроды из чугуна/ содержащего 2/6 мас. % углерода (плавка 1) чугуна СЧ15-32/ являющегося прототипом/ показали более низкие электроэрозионные свойства.
Повышение электроэрозионных характеристик чугунных электродов-инструментов тем значительнее/ чем больше углерода в чугуне и чем меньше графитные включения и равномернее распределены в ферритной основе/ поскольку в этом случае лучше реализуется эффект "сотовой" структуры/ оказывающей влияние на электроэрозионные свойства материала.
Итак/ наиболее высокими электроэрозионными свойствами обладает электроэрозионностойкий чугун/ содержащий углерода более 3/5 мас.%/ и наиболее равномерным распределением в ферритной основе тонких графитных включений/ соответствующих характеристике: ПГф1/ ПГф2-ПГр1/ ПГр7-ПГд90/ ПГд45-ПГ12.
Внедрение в производство электроэрозионностойкого чугуна взамен литой меди позволит значительно снизить трудоемкость изготовления и стоимость ЭИ для обработки штамповой оснастки/ повышая технологические характеристики процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧУГУН | 2007 |
|
RU2365660C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА | 2013 |
|
RU2541250C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| ЧУГУН | 1999 |
|
RU2149913C1 |
| ЧУГУН | 1999 |
|
RU2149914C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ УГЛЕРОДИСТОГО ВОЛЬФРАМА, ВОЛЬФРАМА И МЕДИ НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2013 |
|
RU2546940C1 |
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ И ЦВЕТНЫХ СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2502808C1 |
| Модификатор | 1983 |
|
SU1106845A1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ УГЛЕРОДИСТОГО МОЛИБДЕНА, МОЛИБДЕНА И МЕДИ НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2013 |
|
RU2537687C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЯЖУЩЕГО | 2001 |
|
RU2200714C2 |
Использование: при изготовлении электродов инструментов для электроэрозионной обработки. Сущность изобретения: в качестве материала используют серый чугун, который содержит 3,5 мас.% углерода. Структура металлической основы ферритная ПО (Ф). Форма графита по баллу ПГФ1, ПГФ2, размер графитовых включений по баллу ПГд15 - ПГд350, а распределение графита по баллу ПГр1, ПГр7 с количеством графита в баллах ПГ12. 2 табл.
МАТЕРИАЛ ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ, выполненный на основе серого чугуна, отличающийся тем, что он содержит более 3,5% углерода, при этом структура металлической основы - ферритная ПО (Ф), форма графита по баллу ПГФ 1, ПГФ 2, размер графитовых включений по баллу ПГд 15 - ПГд 350, а распределение графита по баллу ПГр 1, ПГр 7 с количеством графита в баллах ПГ 12.
