Изобретение относится к шлифованию деталей на плоско-шлифовальных станках с числовым программным управлением для глубинного шлифования с возвратно-поступательным движением рабочего стола и шлифовальным кругом, работающим своей периферийной поверхностью и может быть использовано при формировании управляющих программ обработки.
Известен способ регулирования усилия резания по рассогласованию заданного уровня мощности шлифования с текущим значением за счет переключения скорости продольной подачи рабочего стола во время реверса [1].
Недостатком данного способа является невысокая точность получаемых на деталях размеров, так как переключение скорости продольной подачи рабочего стола производят с запаздыванием на один рабочий проход.
Наиболее близким по технической сути к предлагаемому является способ регулировки силового параметра процесса шлифования за счет изменения скорости врезной подачи шлифовального круга пропорционально изменению длины дуги контакта шлифовального круга с деталью, которая расчитывается в электронно-вычислительной машине, подключенной к станку, и сравнивается с значением уставки [2].
Недостатком известного способа является невысокая точность получаемых на деталях размеров, так как переключение скорости врезной подачи шлифовального круга производят с запаздыванием, а математическая модель, используемая для расчетов, учитывает лишь длину дуги контакта шлифовального круга с деталью, что приводит к необходимости дополнительной обработки деталей для обеспечения требуемой точности и снижает производительность.
Цель изобретения - повышение производительности и точности обработки деталей методом плоского глубинного шлифования периферией круга за счет автоматического регулирования усилия резания по всей длине обработки.
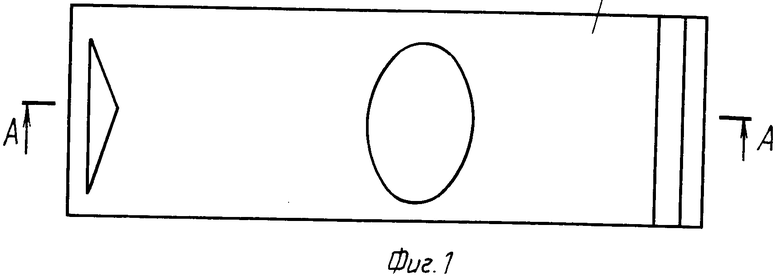
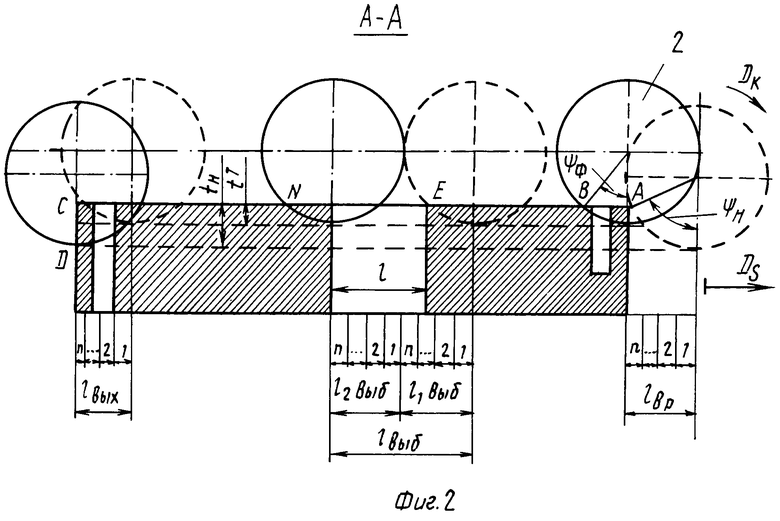
На фиг. 1 изображена обрабатываемая плоская деталь с выборками; на фиг. 2 - схема деления длин участков, проходимых деталью при шлифовании, где происходит изменение интенсивности съема металла на отрезки.
Способ осуществляется следующим образом.
Шлифуемая деталь 1 от момента касания шлифовального круга 2 в точке А до момента полного контакта в точке В проходит путь, равный длине участка врезания lвр, а при выходе, от момента срезания кромки С до выхода из зоны обработки в точке Д, путь, равный длине участка выхода lвых. При шлифовании участка с выборкой, который расположен между участками врезания и выхода, шлифуемая деталь 1 от момента входа в зону выборки в точке Е до момента выхода из этой зоны в точке N проходит путь, равный длине участка шлифования выборки lвыб.
Длины участков lвр, lвых, lвыб делят на равные отрезки, количество которых определяют с округлением до целого в большую сторону, по следующей формуле:
n=  , (1) где l - соответственно длина участка врезания, выхода или шлифования выборки, м;
, (1) где l - соответственно длина участка врезания, выхода или шлифования выборки, м;
tф - фактическая глубина шлифования, м.
Расчет длин участков lвр, lвых, lвыб и изменения скорости продольной подачи рабочего стола на отрезках, на которые поделены эти участки, производят в следующей последовательности.
Длину участка врезания определяют по следующей формуле:
lвр=(R-tн) ˙tg Ψн, (2) где R - наружный радиус шлифовального круга, м;
tн - номинальная глубина шлифования, м;
Ψн - номинальный полный угол контакта шлифовального круга с деталью, град.
Номинальная глубина шлифования запишется как
tн=Hзаг-H , (3) где Нзаг - высота заготовки, м;
, (3) где Нзаг - высота заготовки, м;
Н - минимально допустимая высота детали, м.
- минимально допустимая высота детали, м.
Номинальный полный угол контакта шлифовального круга с деталью определяют по следующей формуле:
Ψн=115  . (4)
. (4)
Из-за упругих отжатий технологической системы СПИД фактическая глубина шлифования tф будет меньше номинальной глубины шлифования tн на величину отжатия y.
tф=tн-y . (5)
Величину упругих отжатий технологической системы СПИД при однопроходном шлифовании и на чистовом проходе многопроходного шлифования определяют следующим образом
y ≅ T, (6) где Т - заданный на размер детали допуск, м.
Величина упругих отжатий технологической системы СПИД при черновых проходах многопроходного шлифования запишется как
y ≅ [y], (7) где [y] - максимально допустимая величина упругого отжатия технологической системы СПИД по мощности привода шпинделя, которая определяется экспериментально, м.
Фактический полный угол контакта шлифовального круга с деталью определяют по следующей формуле:
Ψф= 115  . (8)
. (8)
Номинальные углы контакта шлифовального круга с деталью в начале каждого отрезка врезания рассчитывают последовательно, начиная с последнего отрезка, по формуле =(i-1)
=(i-1)  , (9)
, (9)
где i - число, определяющее порядковый номер соответствующего отрезка;
n - число, определяющее количество отрезков на участке.
Номинальный угол контакта шлифовального круга с деталью в начале первого отрезка врезания рассчитывают по следующей формуле =0.9
=0.9  . (10)
. (10)
Фактические углы контакта шлифовального круга с деталью в начале каждого отрезка врезания рассчитывают последовательно, начиная с последнего отрезка, следующим образом =
=  -(i-1)
-(i-1) . (11)
. (11)
Фактический угол контакта шлифовального круга с деталью в начале первого отрезка врезания рассчитывают по следующей формуле =0.9
=0.9 (12)
(12)
Фактическую площадь контакта шлифовального круга с деталью в конце участка врезания рассчитывают следующим образом
Fф=2ΠR  ·Sx-Fвыб , (13) где Fвыб - площадь участка выборки, которая находится в плоскости контакта шлифовального круга с деталью в конце участка врезания и рассчитывается для каждой конкретной формы выборки, м2.
·Sx-Fвыб , (13) где Fвыб - площадь участка выборки, которая находится в плоскости контакта шлифовального круга с деталью в конце участка врезания и рассчитывается для каждой конкретной формы выборки, м2.
Sx - поперечная подача шлифовального круга на рабочий проход (ширина шлифования), м.
Фактическую площадь контакта шлифовального круга с деталью в начале каждого отрезка врезания рассчитывают последовательно, начиная с последнего отрезка, по следующей формуле:
F = 2ΠR
= 2ΠR  Sx-F
Sx-F , (14) где F
, (14) где F - площадь i-го участка выборки, которая находится в плоскости контакта шлифовального круга с деталью и рассчитывается для каждой конкретной формы выборки, м2.
- площадь i-го участка выборки, которая находится в плоскости контакта шлифовального круга с деталью и рассчитывается для каждой конкретной формы выборки, м2.
Скорость продольной подачи рабочего стола назначают в начале каждого отрезка врезания и рассчитывают последовательно, начиная с последнего отрезка, по следующей формуле:
V =
=  V
V
 , (15) где [Vsпр] - скорость продольной подачи рабочего стола, допустимая по точности, заданной на деталь, либо по другим технологическим ограничениям, либо по мощности привода шпинделя, м/с.
, (15) где [Vsпр] - скорость продольной подачи рабочего стола, допустимая по точности, заданной на деталь, либо по другим технологическим ограничениям, либо по мощности привода шпинделя, м/с.
Длину участка выхода определяют по следующей формуле
lвых=(R-tф) ˙tg Ψф' , (16)
Фактические углы контакта шлифовального круга с деталью в конце каждого отрезка выхода рассчитывают последовательно, начиная с первого отрезка, следующим образом =(n-i)·
=(n-i)·  . (17)
. (17)
Фактический угол контакта шлифовального круга с деталью в конце последнего отрезка выхода рассчитывают по следующей формуле =0.9
=0.9  . (18)
. (18)
Фактическую площадь контакта шлифовального круга с деталью в начале участка выхода рассчитывают следующим образом
Fф=2ΠR  ·Sx-Fвыб , (19) где Fвыб - площадь участка выборки, которая находится в плоскости контакта шлифовального круга с деталью в начале участка выхода и рассчитывается для каждой конкретной формы выборки, м2.
·Sx-Fвыб , (19) где Fвыб - площадь участка выборки, которая находится в плоскости контакта шлифовального круга с деталью в начале участка выхода и рассчитывается для каждой конкретной формы выборки, м2.
Фактическую площадь контакта шлифовального круга с деталью в конце каждого отрезка выхода рассчитывают последовательно, начиная с первого отрезка, по следующей формуле:
F =2ΠR
=2ΠR Sx-F
Sx-F . (20)
. (20)
Скорость продольной подачи рабочего стола назначают в начале каждого отрезка выхода и рассчитывают последовательно, начиная с первого отрезка, следующим образом:
V =
= V
V
 . (21)
. (21)
Длину участка шлифования выборки, находящегося между участками врезания и выхода, рассчитывают по следующей формуле:
lвыб=l+(R-tф) ˙tg Ψн, (22) где l - длина выборки, м.
Рассчитанную по формуле (22) длину участка шлифования выборки делят на два подучастка:
- первый, где площадь выборки, которая находится в плоскости контакта шлифовального круга с деталью, увеличивается;
- второй, где площадь выборки, которая находится в плоскости контакта шлифовального круга с деталью, уменьшается.
Длину каждого подучастка делят на n отрезков. Фактические углы контакта шлифовального круга с деталью по отрезкам подучастков должны быть постоянны, их рассчитывают по формуле (8). Фактическую площадь контакта шлифовального круга с деталью по отрезкам обеих подучастков рассчитывают по формуле (14).
Скорость продольной подачи рабочего стола по отрезкам первого подучастка рассчитывают по формуле (21), а скорость продольной подачи рабочего стола по отрезкам второго подучастка рассчитывают по формуле (15).
При плоском глубинном шлифовании периферией круга с постоянной скоростью продольной подачи рабочего стола на детали образуются участки "завалов", то есть участки, где горизонтальная образующая обработанной поверхности становится наклонной.
Например, при плоском глубинном шлифовании периферией круга на станке модели ЛШ-220 детали из стали 40ХФА длиной 0,1 м шлифовальным кругом с наружным диаметром 0,5 м на глубину 0,005 м со скоростью продольной подачи рабочего стола 4,16˙10-4 м/с длина участка врезания равна 0,049845 м, а длина участка выхода равна 0,049345 м. Согласно предлагаемому способу, количество отрезков на каждом из двух участков равно 10. Скорость продольной подачи рабочего стола, при использовании предлагаемого способа, на первом отрезке врезания и на последнем отрезке выхода равна 4,629˙10-3 м/с, что соответствует скорости продольной подачи рабочего стола, используемой для подвода детали к шлифовальному кругу.
Применение предлагаемого способа регулирования усилия резания позволило повысить производительность обработки в 1,6 раза, а точность с 0,1˙10-3 м до 0,05˙10-3 м.
Использование: при обработке деталей методом плоского глубинного шлифования периферией круга. Сущность изобретения: регулирование усилия резания осуществляют изменением скорости продольной подачи рабочего стола. Длины участков, проходимых деталью при шлифовании, где происходит изменение интенсивности съема металла, делят на равные отрезки. Изменение скорости продольной подачи рабочего стола осуществляют с опережением на каждом отрезке, для участков врезания - пропорционально отношению фактических площадей контакта шлифовального круга с деталью в конце данного участка и начале соответствующего отрезка, для участка выхода - пропорционально отношению фактической площади контакта в конце соответствующего отрезка и начале данного участка, для участка шлифования, находящегося между участком врезания и выхода, где площадь выборки увеличивается - пропорционально отношению фактической площади контакта в конце соответствующего отрезка и начале данного участка, а где площадь выборки уменьшается - пропорционально отношению фактической площади контактов в конце данного участка и начале соответствующего отрезка. 2 ил.
СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПЛОСКИМ ГЛУБИННЫМ ШЛИФОВАНИЕМ ПЕРИФЕРИЕЙ КРУГА, включающий регулирование усилия резания путем изменения скорости продольной подачи, отличающийся тем, что, с целью повышения производительности и точности обработки, скорость продольной подачи на участке врезания шлифовального круга в деталь изменяют с опережением пропорционально отношению фактической площади контакта шлифовального круга в конце данного участка и в каждой текущей точке данного участка, на участке выхода шлифовального круга из детали скорость изменяют с опережением пропорционально отношению фактической площади контакта шлифовального круга в каждой текущей точке данного участка и начале данного отрезка, на участке основной обработки при увеличении площади выборки скорость изменяют с опережением пропорционально отношению фактической площади контакта шлифовального круга в каждой текущей точке данного участка и начале данного участка, а при уменьшении площади выборки скорость изменяют с опережением пропорционально фактической площади контакта шлифовального круга в конце данного участка и в каждой текущей точке данного участка.
