Изобретение относится к обработке многоступенчатых деталей и может найти применение, например, при обработке беговых дорожек шарошек и лап буровых долот.
Известен сборный шлифовальный инструмент (А.с. N 872238, B 24 D 5/00, B 24 17/00), содержащий корпус, на котором установлены абразивные круги с прерывистой рабочей поверхностью, образованной чередующимися выступами и впадинами, боковые поверхности выступов в радиальном направлении имеют криволинейную форму, определяемую из соотношения
l = R1α1 = Riαi,
где l - длина дуги рабочего участка выступа на Ri радиусе круга;
R1 - первоначальный радиус шлифовального круга;
α1 - центральный угол в радианах дуги выступов, соответствующий первоначальному радиусу шлифовального круга;
αi, Ri - текущие значения соответственно центрального угла и радиуса шлифовального круга.
Недостаток данного инструмента состоит в том, что он в процессе шлифования не обеспечивает высокой точности перепадов диаметров детали и стабильного качества поверхностного слоя каждой обрабатываемой ступени, так как окружные рабочие скорости каждого составляющего круга шлифовального блока различны (шлифовальный блок составлен из набора кругов различных диаметров).
Скорости шлифовального круга оказывают влияние на всю совокупность показателей обработки: толщину слоя, снимаемую одним абразивным зерном; силу резания, развиваемую одним зерном; шероховатость шлифованной поверхности; мгновенную температуру в зоне работы зерна; износ, шлифовального круга и др. показатели.
Наиболее близким по технической сущности является способ шлифования многоступенчатых деталей (а.с. N 795889, B 24 B 1/00, B 24 B 5/12), при котором шлифование всех ступеней деталей производят одновременно несколькими соосно установленными кругами, имеющими диаметры, перепады которых соответствуют перепадам обрабатываемых ступеней детали, с прерывистыми рабочими поверхностями, при этом отношение длины рабочей поверхности шлифовального круга к длине взаимодействующей с ней поверхности обрабатываемой ступени постоянно.
Недостаток данного способа аналогичен недостатку приведенного выше способа шлифования многоступенчатых деталей - не учитывает влияние режимных параметров обработки (скорости круга и скорости детали в каждом поперечном сечении взаимодействующих поверхностей круга и заготовки) и тем самым не обеспечивает высокой точности и стабильности качества поверхности каждой ступени.
Техническим результатом является повышение точности формы и стабильности качества поверхности вдоль всей ширины каждой ступени.
Технический результат достигается тем, что используют прерывистые круги с уменьшающейся в направлении от периферии кругов к центру длиной режущих выступов, определяемой из условия постоянства толщины снимаемого слоя во всех поперечных сечениях ступеней взаимодействующих поверхностей круга и детали в любой фиксируемый момент времени шлифования по формуле:
где lпi - длина режущего выступа круга i-го радиуса;
Vксi - окружная скорость сплошного круга i-го радиуса;
Vдс - окружная скорость ступени детали, обрабатываемой сплошным кругом;
Vдп - окружная скорость ступени детали, обрабатываемой прерывистым кругом;
dп - диаметр ступени детали, обрабатываемой прерывистым кругом;
Dпi - i-й диаметр прерывистого круга;
nш - частота вращения шпинделя шлифовального блока;
dс - диаметр ступени детали, обрабатываемой сплошным кругом;
Dсi - i-й диаметр сплошного круга
Отличительными признаками являются:
1. Переменная протяженность режущих выступов выбрана из условия постоянства толщины слоя, снимаемого одним абразивным зерном, в каждом поперечном сечении круга и заготовки в любой фиксируемый момент времени шлифования. Признак обеспечивает постоянство: нагрузки на шлифующее зерно; силы резания, развиваемой одним зерном в каждом сечении; контактной температуры в зоне шлифования и все остальные параметры процесса шлифования. Это приводит к равномерному износу рабочего профиля шлифовального круга, а следовательно, и к повышению точности формы поверхностей (при врезном шлифовании форма профиля круга копируется по форме обрабатываемой поверхности), стабильности качества поверхности вдоль всей ширины каждой ступени.
Толщины слоев (срезов), снимаемых каждым абразивным зерном, с учетом режимных параметров (скорости круга, скорости детали и подачи), а также размерных параметров обрабатываемой поверхности и шлифовального круга (диаметр детали, диаметр шлифовального круга и его ширина) при внутреннем шлифовании определяется по Е. Н. Маслову (Е.Н.Маслов. Теория шлифования металлов. М.: Машиностроение, 1974, 320 с.) по формуле [(62), с. 71]:
где aZmax - максимальная толщина слоя, снимаемого шлифующим зерном, мм;
Vдс - скорость детали, м/мин;
Vкс - скорость круга, м/с;
tф - поперечная подача, мм/мин;
tф = t • n, здесь t - подача на один оборот заготовки (глубина шлифования), n - частота вращения заготовки, об/мин;
lф - расстояние между зернами, мм;
Dс, dс - диаметр круга и детали соответственно, мм;
S - продольная подача, мм/мин;
B - фактическая ширина шлифуемой поверхности, мм;
При шлифовании методом поперечной подачи S = B, тогда отношение S/B = 1.
Знак плюс принимается при вращении круга и детали в противоположных направлениях, а знак минус - при вращении круга и детали в одном направлении.
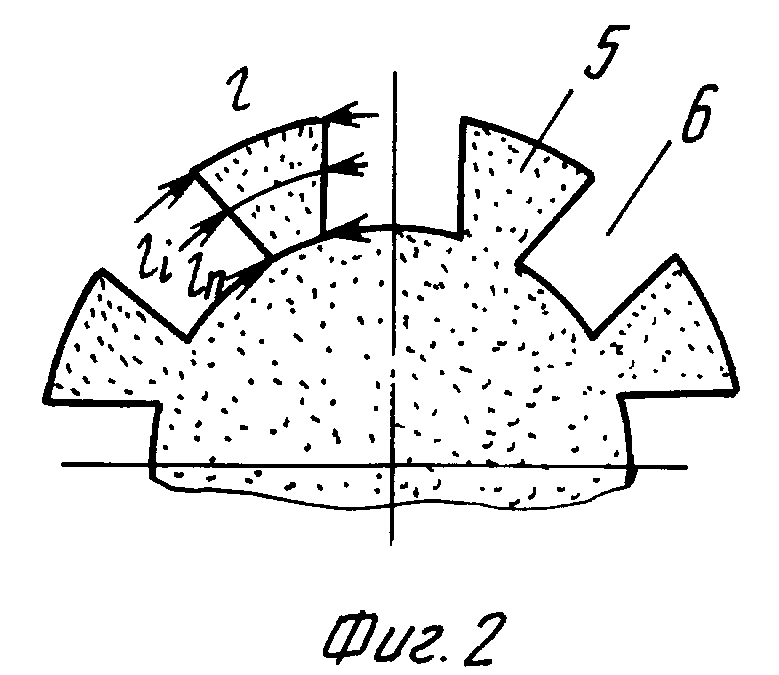
Сущность изобретения иллюстрируется схемой, приведенной на фиг. 1 и фиг. 2. На оправку 1 (фиг. 1) жестко посажены шлифовальные круги 2 и 3 диаметрами Dс и Dп, которые контактируют соответственно со ступенями 2' и 3' диаметрами dс и dп детали 4. Рабочая поверхность шлифовального круга 2 имеет сплошную рабочую поверхность, а круга 3 - прерывистую с выступами 5 и чередующимися впадинами 6 (фиг. 2). Режущая длина l на режущих выступах 5 прерывистого круга 3 уменьшается в направлении от периферии к центру (l > li > ln) в связи с уменьшением шлифовального круга 2 со сплошной рабочей поверхностью в зависимости от его износа.
Шлифовальный блок, составленный из кругов 2 и 3, перемещаясь в направлении 7 с поперечной подачей Ds, шлифует соответствующие ступенчатые поверхности 2' и 3' детали 4. Толщина слоя, снимаемого одним абразивным зерном, в поперечных сечениях I-I и II-II взаимодействующих поверхностей круга и заготовки 2-2' и 3-3' постоянна. Сохранение постоянства этого параметра в каждый фиксируемый момент времени шлифования по мере износа кругов обеспечивается за счет изменения режущей длины выступов - lп прерывистого шлифовального круга 3.
Конкретно реализацию предлагаемого способа шлифования многоступенчатых деталей покажем на примере обработки дорожек качения шарошки бурового долота.
Исходные данные для расчета
Деталь:
- диаметр большой роликовой дорожки (б.р.д.) - dп = 70,7 мм;
- диаметр малой роликовой дорожки (м.р.д.) - dс = 41,7 мм.
Шлифовальные круги:
- исходный диаметр прерывистого круга Dп = 60 мм;
- предельно изношенный диаметр прерывистого круга Dп = 50 мм;
- исходный диаметр сплошного круга Dс = 31 мм;
- предельно изношенный диаметр сплошного круга Dс = 21 мм.
Режимные параметры:
- частота вращения шлифовального блока nш = 14000 об/мин;
- частота вращения детали nд = 30 об/мин;
- наибольшая фактическая глубина резания одним шлифующим зерном tф = n • t, где t = 0,1 мм/об - подача на один оборот заготовки (глубина шлифования) nд = 30 об/мин - частота вращения детали;
tф = 0,1 • 30 = 3 мм/мин.
Марка шлифовальных кругов - 24А25СМ1К5.
Покажем насколько отличаются толщины слоев, снятых одним абразивным зерном, в сечениях I-I и II-II (фиг. 1) при обработке ступенчатых поверхностей известными способами шлифования многоступенчатых деталей для исходных, 50% изношенных и предельно изношенных диаметров кругов.
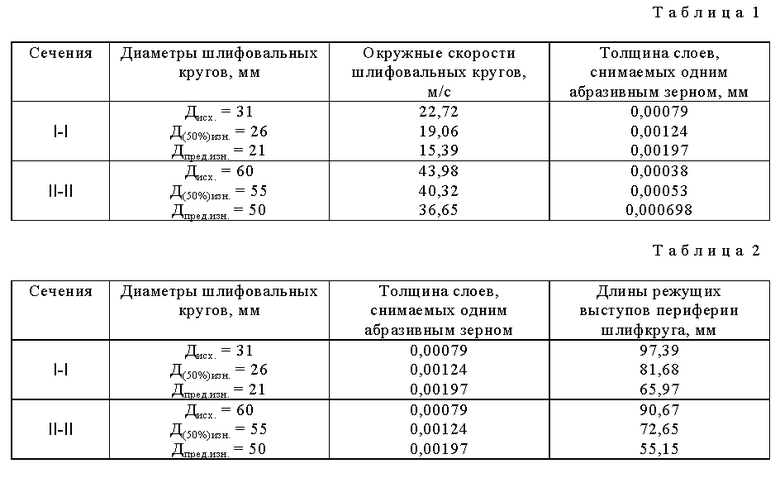
Результаты расчета, выполненные по зависимости (2), приведены в табл. 1 в конце описания.
Из табл. 1 видно, что толщины слоев (срезов), снимаемых одним абразивным зерном, в сечениях I-I и II-II в один и тот же фиксируемый момент времени шлифования различны. Это означает, что у одной и той же детали ступени 2' и 3' обрабатываются при различных условиях шлифования так, в начальный момент шлифования с поверхности 2' слой металла, снимаемого одним абразивным зерном, составляет 0,00079 мм, а с поверхности 3' - 0,00038 мм. При 50% износе шлифовальных кругов толщины слоев соответственно составляют 0,00124 и 0,00053 мм и при предельно изношенных кругах толщины слоев (срезов), удаляемых одним абразивным зерном, составляют 0,00197 мм - с поверхности 2' и 0,000698 мм - с поверхности - 3'.
Для достижения технического результата необходимо, чтобы толщины слоев (срезов), снимаемых одним абразивным зерном, в каждый фиксируемый момент времени шлифования были одинаковы т.е. у каждой обрабатываемой детали толщины
aZI-I = aZII-II = ... = aZn-n = c = const,
где I-I, II-II, ..., n-n - поперечные сечения обрабатываемых ступеней детали.
Для обеспечения условия (3) необходимо с помощью выражения (2) определить aZ в сечениях I-I и II-II и приравнять их правые части.
Затем в данном равенстве, входящее в формулу скорости круга
у прерывистого круга выражение πDп заменить на длину его режущего выступа - ln и решить это равенство относительно данного (ln) переменного параметра, т.е.


где i - произвольные радиусы кругов от исходных до их предельно изношенных значений
При aZI-I = aZII-II и πDп = ln имеем
В табл. 2 в конце описания приведены расчетные значения суммарных длин режущих выступов сплошного круга - lс (сечение I-I) и прерывистого круга - lп (сечение II-II), обеспечивающие постоянство толщины срезаемого слоя aZ в любой фиксируемый момент времени шлифования, т.е. при обработке каждой отдельной детали.
Из табл. 2 следует, что условие (3) выполнено. Толщины слоев, снимаемых одним шлифующим зерном в сечении I-I и II-II в один и тот же фиксируемый момент времени шлифования постоянны. Так, в начальный момент шлифования толщина слоя aZ составляет 0,00079 мм, а в конечный момент aZ = 0,00197 мм. Таким образом, ступени 2' и 3' детали 4 обрабатываются при одинаковых условиях шлифования.
Благодаря обеспечению условий в соответствии с выражением (3) достигается равномерный радиальный износ рабочего профиля шлифовального круга, а следовательно, повышается точность формы поверхностей и сохраняется на протяжении всего процесса шлифования вплоть до полного износа круга.
Использование предлагаемого способа обеспечивает постоянство толщины слоев, снимаемых одним абразивным зерном, в каждом поперечном сечении круга и заготовки в любой фиксируемый момент времени шлифования.
Это условие обеспечивается за счет изменения длины режущей части (lп) прерывистого круга в сечении II-II. Достижение высокой точности формы поверхностей обрабатываемой детали по предлагаемому способу основано на новом технологическом подходе, принципиально отличающемся от всех ранее известных технических решений, учитывающих реальные условия взаимодействия поверхностей круга и заготовки при полном удалении заданных припусков в каждом поперечном сечении заготовки. Здесь учитывается влияние всех режимных параметров обработки, что составило основу разработки нового способа врезного шлифования многоступенчатых поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ СБОРНЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2258595C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ШЛИФОВАНИЯ КОНИЧЕСКОЙ ПОВЕРХНОСТИ | 1992 |
|
RU2053099C1 |
| СПОСОБ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182072C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
Изобретение относится к обработке многоступенчатых деталей и может найти применение, например, при обработке беговых дорожек шарошек и лап буровых долот. Шлифование осуществляют соосно установленными кругами. Минимальный по диаметру круг имеет сплошную рабочую поверхность, а остальные - прерывистую с переменной длиной режущих выступов, уменьшающейся от периферии кругов к центру. Толщину снимаемого слоя во всех поперечных сечениях взаимодействующих поверхностей круга и заготовки в любой фиксируемый момент времени шлифования выбирают постоянной. Длину режущего выступа круга определяют по расчетной формуле, включающей окружную скорость сплошного круга, окружную скорость ступени детали, обрабатываемой сплошным кругом, окружную скорость ступени детали, обрабатываемой прерывистым кругом, диаметр ступени детали, обрабатываемой прерывистым кругом, диаметр прерывистого круга, частоту вращения шпинделя шлифовального блока, диаметр ступени детали, обрабатываемой сплошным кругом, диаметр сплошного круга. Такие действия повышают точность формы и стабильность качества поверхности вдоль всей ширины каждой ступени. 2 ил., 2 табл.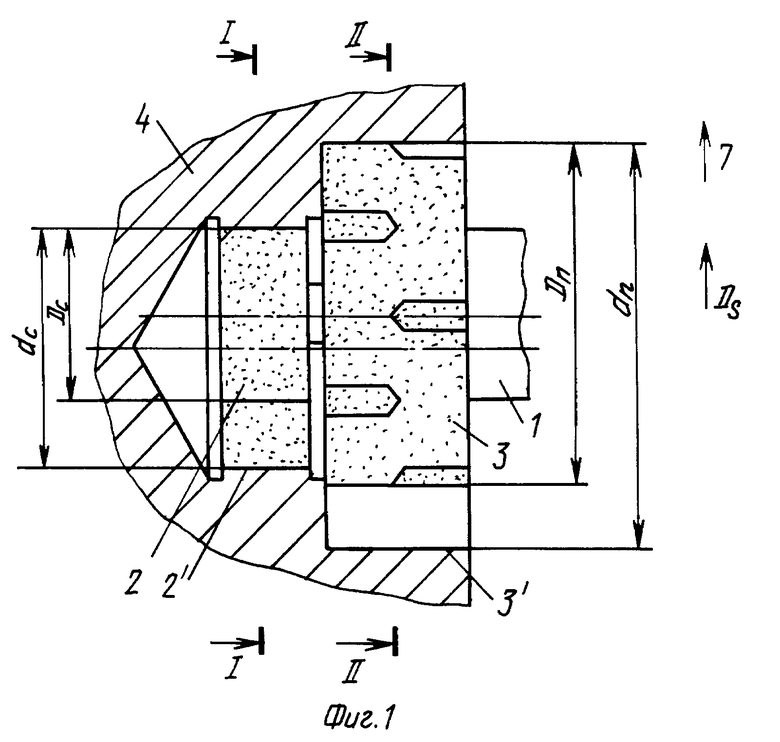
Способ шлифования многоступенчатых деталей, при котором шлифование ступеней производят несколькими соосно установленными шлифовальными кругами, перепады диаметров которых соответствуют перепадам диаметров обрабатываемых ступеней детали, причем круг с минимальным диаметром имеет сплошную рабочую поверхность, а остальные круги - прерывистую, отличающийся тем, что используют прерывистые круги с уменьшающейся в направлении от периферии кругов к центру длиной режущих выступов, определяемой из условия постоянства толщины снимаемого слоя во всех поперечных сечениях ступеней взаимодействующих поверхностей круга и детали в любой фиксируемый момент времени шлифования по формуле
где lni - длина режущего выступа круга i-го радиуса;
Vkci - окружная скорость сплошного круга i-го радиуса;
Vдс - окружная скорость ступени детали, обрабатываемой сплошным кругом;
Vдп - окружная скорость ступени детали, обрабатываемой прерывистым кругом;
dn - диаметр ступени детали, обрабатываемой прерывистым кругом;
Dni - i-й диаметр прерывистого круга;
nш - частота вращения шпинделя шлифовального блока;
dс - диаметр ступени детали, обрабатываемой сплошным кругом;
Dci - i-й диаметр сплошного круга.
| Способ шлифования многоступенча-ТыХ дЕТАлЕй | 1979 |
|
SU795889A1 |
| Сборный шлифовальный инструмент | 1980 |
|
SU872238A1 |
| Способ шлифования | 1991 |
|
SU1798123A1 |
| Шлифовальный круг | 1976 |
|
SU580108A1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 0 |
|
SU275772A1 |
| GB 1403948 A, 28.08.75 | |||
| GB 1347387 A, 20.02.74 | |||
| DE 3044818 A1, 24.06.82. | |||
