Изобретение относится к соединению нескольких труб с держателем и может быть использовано в энергетическом машиностроении, например для теплообменников в машинах по циклу Стирлинга.
Известно трубопроводное соединение, содержащее держатель и закрепленную в отверстии держателя (фланца) с помощью сварки трубу.
Недостатком известного трубопроводного соединения является, во-первых, большая трудоемкость выполнения сварки, а во-вторых, относительно большой шаг между рядом стоящими трубами, так как необходимо иметь достаточно места для проведения качественной сварки (завести электрод, держать электрод с определенным наклоном и т.д.).
Наиболее близким по технической сущности и достигаемому эффекту является трубопроводное соединение, содержащее держатель со ступенчатыми отверстиями и размещенные в них без зазора ступенчатые концы труб, закрепленные в держателе втулками, установленными с натягом по их наружному диаметру.
Основным недостатком известного соединения является его невысокая надежность.
Цель изобретения - повышение надежности, уменьшение габаритов соединения и упрощение конструкции.
Это решается тем, что трубопроводное соединение, в котором конец каждой трубы и сопрягаемое с ним отверстие держателя выполнены ступенчатыми, сопряжены без зазора по наибольшему радиальному размеру, а во внутреннее отверстие конца каждой трубы вставлена втулка с натягом по наружному диаметру, снабжено прижимом, поджимающим торцы втулок, а также и тем, что в держателе образована полость и в ней размещен прижим, выполненный в виде стакана с отверстиями в стенке, установленного с натягом по его наружному диаметру с возможностью сообщения каждой трубы с полостью стакана, и тем, что в держателе выполнены дополнительные резьбовые отверстия и в каждом из них установлена резьбовая заглушка с внутренним ступенчатым отверстием, в котором без зазора установлен ступенчатый конец трубы с втулкой.
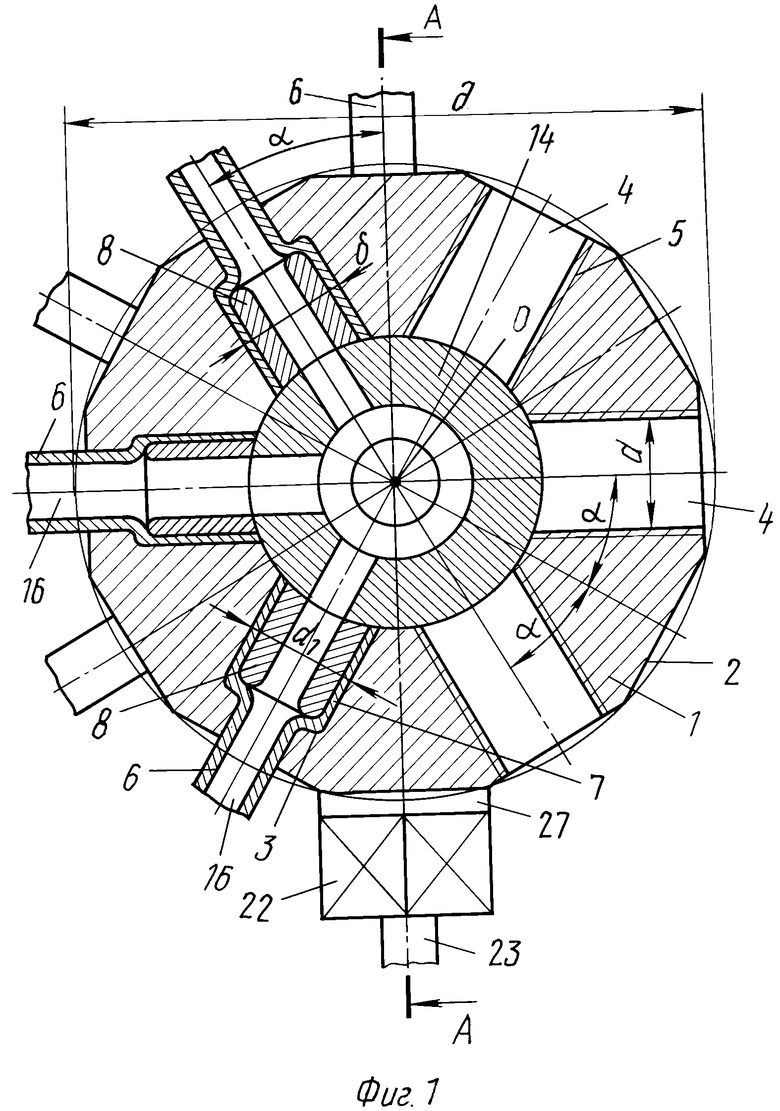
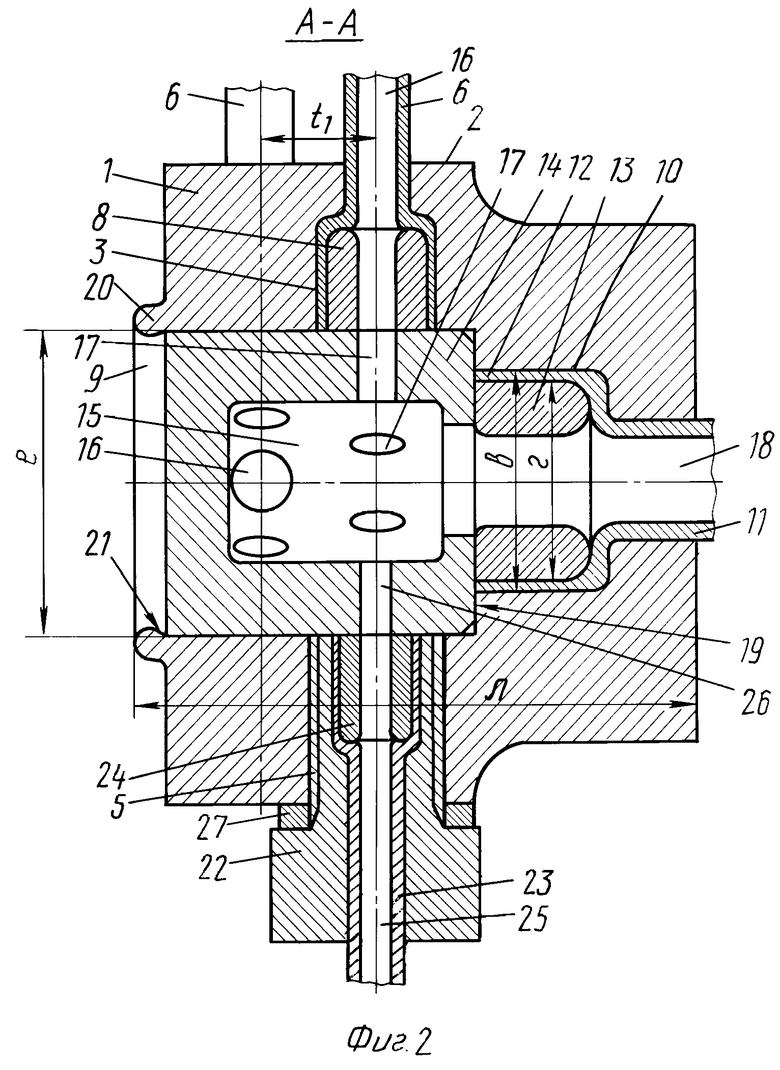
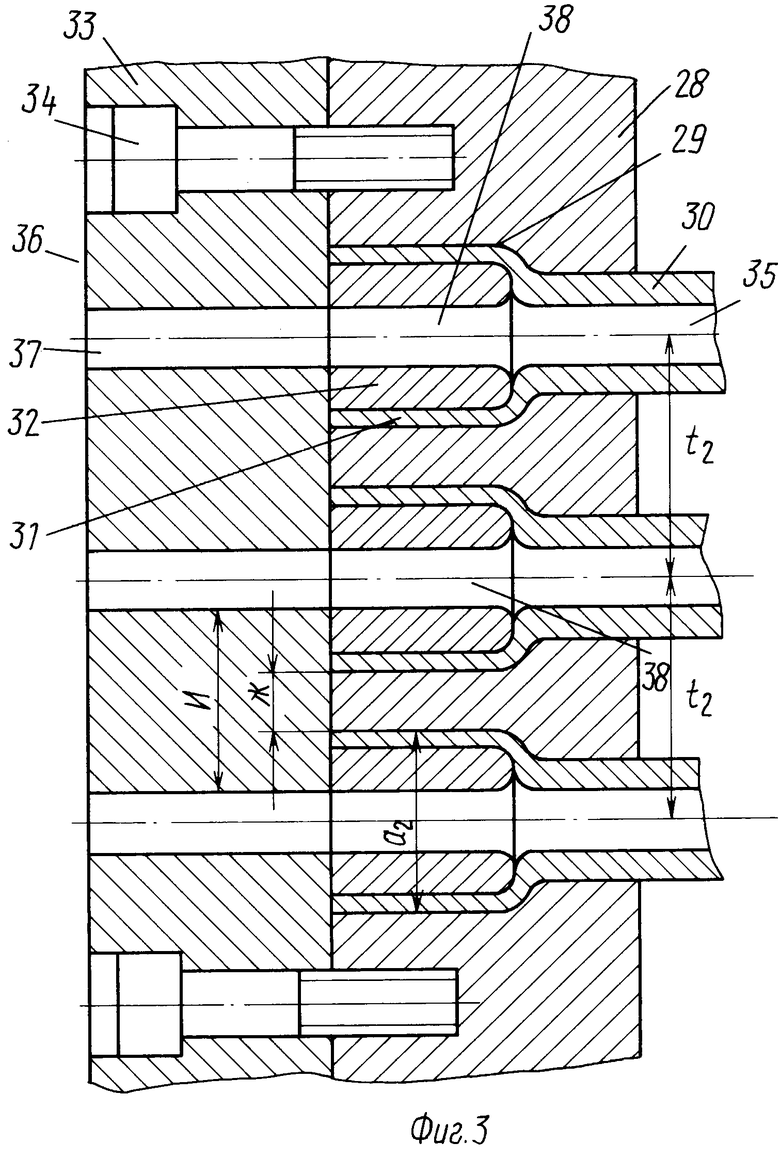
На фиг. 1 показано предлагаемое соединение, разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вариант выполнения трубопроводного соединения.
Трубопроводное соединение состоит из держателя 1, имеющего с торца вид многогранника (фиг.1). На каждой грани 2 перпендикулярно к ней просверлены отверстия в направлении центра О, расположенные в два ряда с шагом t1 между рядами. Отверстия могут быть двух типов: ступенчатые 3 и резьбовые 4, выполненные каждое на одной оси со ступенчатым отверстием 3. Внутренний диаметр d резьбы 5 должен быть не менее наибольшего диаметра а1 ступенчатого отверстия 3. Трубы 6 развальцованными концами 7 вставлены в ступенчатые отверстия 3 без зазора по наружному диаметру а1. Во внутреннее отверстие конца 7 запрессована с гарантированным натягом по диаметру б втулка 8, которая должна быть выполнена из прочной термообработанной стали. Углы α между осями труб 6 (фиг.1) равны между собой. В центральной части держателя 1 выполнена полость 9 (фиг.2), с которой сообщаются ступенчатые отверстия 3. Соосно с полостью 9 в держателе 1 выполнено ступенчатое отверстие 10, которое имеет больший диаметр b, чем диаметр а1. В отверстие 10 вставлена труба 11 со ступенчатым концом 12, примыкающим без зазора к отверстию 10. Втулка 13 запрессована по диаметру г во внутреннее отверстие конца 12 трубы 11. В полость 9 запрессована по наружной поверхности (диаметру e) пробка 14, имеющая в центральной части отверстие 15. Внутренняя полость 16 каждой трубы 6 сообщается с отверстием 15 через отверстия 17 пробки 14 и с полостью 18 трубы 11. Пробка 14 плотно прижата торцом 19 к торцу втулки 13. Для этого буртик 20 держателя 1 завальцован вовнутрь полости 9, а место 21 заваривают лазерной сваркой. Чтобы к держателю 1 присоединить еще большее количество труб в резьбовые отверстия 4, ввертывают заглушки 22, в которых выполнены ступенчатые отверстия, а в них вставлены трубы 23 с втулками 24. Внутренняя полость 25 трубы 23 сообщается с полостью 9 через отверстие 26 в пробке (прижиме) 14. Прокладка 27 служит для герметизации резьбы 5 от внешней среды. Механическому обработку ступенчатых отверстий 3 в держателе 1, установку труб 6 и втулок 8 производят через резьбовые отверстия 4. После закрепления в держателе 1 труб 6 и втулок 8, ввертывания заглушек 22 с трубами 23 и втулками 24 производят калибровку отверстия диаметром е, а затем запрессовывают по периметру место 21. Ступенчатые концы всех труб своими поверхностями с большой силой прижаты к поверхностям ступенчатых отверстий держателя 1. Втулки 8, 13 и 24 прижаты по наружному диаметру и торцами к ступенчатым концам труб 6, 11 и 23. Получается достаточно прочное и герметичное соединение трубопроводов даже без сварки (пайки). Если же это соединение поместить в вакуумную печь с высокой температурой внутри, то происходит диффузионная сварка труб с держателем. Соединение будет качественным и надежным благодаря сильному прижатию труб к отверстиям держателя. На фиг.1 и 2 показано трубопроводное соединение, имеющее в натуральном виде ∂= 31 мм; л = 26 мм. На таком малогабаритном держателе размещено 13 труб. Все трубы и втулки можно изготавливать на станках-автоматах, а сборка соединения не требует высокой квалификации работников.
Вариант выполнения трубопроводного соединения на фиг.3 включает в себя держатель 28, ступенчатые отверстия 29, трубы 30 со ступенчатыми концами 31, втулки 32, прижим 33, прикрепленный к держателю 28 винтами 34. Внутренняя полость 35 трубы 30 сообщается с полостью 36 через отверстия 37 и 38. В двигателе, работающему по циклу Стирлинга, рабочее тело водород или гелий находится под большим давлением, до 25 МПа, и нагревается до 750оС. При таких параметрах рабочее тело проникает в тончайшие щели, происходит его утечка. Следовательно, к трубопроводному соединению для двигателей Стирлинга предъявляются высочайшие требования по качеству и надежности. В отношении компактности соединения достаточно отметить, что если размер ж (фиг.3) выбрать 1,5...2 мм, то после диффузионной сварки в вакууме перемычка и между отверстиями 38 превращается в сплошной массив металла. Шаг t2 между трубами 30 будет минимальным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕДАЧА ВРАЩЕНИЯ ИЗ ОДНОЙ ИЗОЛИРОВАННОЙ ПОЛОСТИ В ДРУГУЮ | 1998 |
|
RU2181857C2 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| Способ изготовления изолированных труб и фасонных изделий для трубопроводов | 2013 |
|
RU2622776C2 |
| СПОСОБ СКРЕПЛЕНИЯ ПО ТОРЦУ ФЛАНЦЕВ СОСУДОВ, НАПРИМЕР КРОВЕНОСНЫХ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2336037C2 |
| ПЕРЕДАЧА ВРАЩЕНИЯ ИЗ ОДНОЙ ИЗОЛИРОВАННОЙ ПОЛОСТИ В ДРУГУЮ | 1994 |
|
RU2080501C1 |
| МАШИНА ПО ЦИКЛУ СТИРЛИНГА | 1994 |
|
RU2117802C1 |
| ПОРШНЕВАЯ МАШИНА (ВАРИАНТЫ) | 2001 |
|
RU2206754C1 |
| ПОРШНЕВАЯ МАШИНА | 2001 |
|
RU2181844C1 |
| ПЕРЕДАЧА ВРАЩЕНИЯ ИЗ ОДНОЙ ИЗОЛИРОВАННОЙ ПОЛОСТИ В ДРУГУЮ | 1994 |
|
RU2109997C1 |
| ФИЛЬТР ГИДРОДИНАМИЧЕСКИЙ С ИМПУЛЬСНОЙ ПРОМЫВКОЙ | 2008 |
|
RU2396423C1 |
Использование: в энергетическом машиностроении. Сущность изобретения: в ступенчатых отверстиях держателя размещены без зазора ступенчатые концы труб, закрепленные втулками, установленными с натягом по их наружному диаметру. Прижим поджимает торцы втулок. В полости держателя размещен прижим, выполненный в виде стакана с отверстиями в стенке. Стакан установлен с натягом по наружному диаметру с возможностью сообщения каждой трубы с полостью стакана. В каждом резьбовом отверстии держателя установлена резьбовая заглушка с внутренним ступенчатым отверстием, в котором без зазора установлен ступенчатый конец трубы с втулкой. 2 з.п. ф-лы, 3 ил.
