Область техники, к которой относится изобретение
Изобретение относится к трубопроводной технике, в частности к способу изготовления предварительно теплоизолированных труб и фасонных изделий для трубопроводов, в которых в качестве теплоизоляционного покрытия выступает вспенивающийся материал, например пенополиуретан. Указанные трубы и фасонные изделия применяются при строительстве трубопроводных систем для различных отраслей промышленности.
Предварительно изолированная труба преимущественно представляет собой единую конструкцию «труба в трубе», состоящую из: внутренней рабочей (металлической или полимерной) трубы с установленными центрирующими опорами, нанесенного на нее слоя теплоизоляции, системы мониторинга состояния слоя теплоизоляции в виде системы оперативно дистанционного контроля (СОДК) или системы обнаружения утечек (СОУ) и внешней гидрозащитной трубы-оболочки. В качестве компонентов образования слоя теплоизоляции выступают материалы, образующие пенополимеры различных типов: пенопласты; поропласты; сотопласты и др.
Предварительно изолированные фасонные изделия для трубопроводов (далее - фасонные изделия) обладают аналогичной конструкцией и предназначены для обеспечения изменения направления, слияния или деления, расширения или сужения потока теплоносителя, выступающего в качестве рабочей среды. В качестве фасонных изделий используются отводы, переходы, тройники и другие элементы, необходимые для полноценной работы трубопровода или трубопроводной системы.
Известен способ изготовления теплоизолированной трубы (патент РФ RU 2273787, 2006 г.), в соответствии с которым наружные и внутренние поверхности герметизируют съемными заглушками, к рабочей трубе прикрепляют центраторы, количество которых, а также расстояние между смежными центраторами выбирают исходя из условия несминаемости оболочки частью массы трубы, приходящейся на один центрирующий элемент. Приводят установку в горизонтальное положение, устанавливают на ложе емкости внешнюю оболочку из оцинкованной листовой стали, покрытую теплоотражающим материалом, и устанавливают на ложе емкости с упором. Подают в емкость жидкость (техническую воду) и за счет ее выталкивающей силы добиваются соосности рабочей трубы и трубы-оболочки. Далее рабочую трубу вводят в трубу-оболочку путем проталкивания. После установки рабочей трубы в трубу-оболочку емкость освобождают от жидкости и удаляют влагу путем сушки. Затем кольцевой зазор между трубами со стороны торцов герметизируют заглушками, выполненными в виде усеченного конуса с наружной и внутренней конусностью соответственно, большими основаниями направленными противоположно, предварительно покрыв герметизирующим составом сопрягаемые поверхности заглушек. При использовании в качестве теплоизоляции вспенивающегося материала (пенополиуретана), с помощью дискообразного приспособления с направляющей хвостовой частью плотно герметизируют кольцевые зазоры на торцах заглушками, после чего фиксируют стопорными болтами. Затем через отверстие трубы-оболочки кольцевой зазор между рабочей трубой и трубой-оболочкой заполняют вспенивающимся теплоизолирующим материалом. В случае использования в качестве теплоизоляционного материала воздуха, в оболочку монтируют компенсационный клапан для сброса избыточного давления, образовавшегося в результате нагрева.
Способ-аналог RU 2273787 предполагает наличие дополнительного оборудования для подачи и удаления жидкости, сушки, а также предусматривает применение съемных заглушек, герметизирующих составов и т.д., что снижает общую технологичность процесса производства.
Наиболее близким аналогом к заявляемому является способ тепло- и гидроизоляции трубы (патент РФ 2249756, 2005 г.), включающий предварительную установку на рабочую трубу центрирующих опор из полиэтилена с одновременной укладкой проводников-индикаторов и совмещением осей гидроизоляционной оболочки и трубы с получением конструкции «труба в трубе», которую прогревают в печи для термостатирования, далее подают ее на наклонный стол для заливки пенополиуретана, где торцы оболочки предварительно герметизируют установкой заглушек воздушными отверстиями вверх, а в межтрубное пространство производят заливку композиции из пенополиуретана через заливочное отверстие, которое после окончания заливки заглушается. В процессе вспенивания пенополиуретановой композиции происходит заполнение межтрубного пространства по направлению снизу вверх с одновременным вытеснением из него воздуха через воздушные отверстия в верхней заглушке, после вспенивания пенополиуретановую композицию отверждают, заглушки снимают, а торцы покрывают гидроизоляционным материалом.
Способ-прототип по RU 2249756 имеет низкую технологичность и высокую материалоемкость. В связи с тем, что рабочая труба и труба-оболочка обладают отклонениями геометрических размеров в виде технологических допусков, например на диаметр, толщину стенки, овальность и т.д., эти особенности, в совокупности с заливкой теплоизоляционного материала, приводят к тому, что на стадии образования слоя теплоизоляции и полимеризации, часть вспенивающихся компонентов, образующих изоляцию, выходит из межтрубного пространства, что приводит к перерасходу основного вида сырья, ведет к увеличению себестоимости продукции, образованию производственных отходов, а технологический процесс увеличивается за счет технологических операций на демонтаж съемной торцевой заглушки после отверждения слоя теплоизоляции и установку прижимов. Изделия, полученные способом RU 2249756, имеют недостатки в виде открытых участков теплоизоляции по торцам труб, которые дополнительно обрабатывают гидрозащитным материалом, что не обеспечивает их защиты перед механическим повреждением при хранении, транспортировке и монтаже, защиты от ультрафиолетового излучения и других негативных воздействий.
Раскрытие изобретения
Задачей изобретения является разработка способа, позволяющего упростить технологический процесс изготовления предварительно изолированных труб и фасонных изделий, сократить производственные отходы, снизить себестоимость готовой продукции и увеличить срок эксплуатации трубопроводных систем.
Как и ближайший аналог, заявленный способ, посредством которого изготавливают предварительно изолированные трубы и фасонные изделия, заключается в том, что рабочую трубу с установленными на ней центрирующими элементами и элементами системы мониторинга состояния слоя теплоизоляции размещают внутри гидрозащитной трубы-оболочки, концентрично ей (соосно), герметизируют образовавшуюся кольцевую полость между гидрозащитной трубой-оболочкой и рабочей трубой при помощи торцевых заглушек, устанавливаемых на торцах конструкции «труба в трубе», и заполняют кольцевую полость жидкими компонентами вспенивающегося теплоизоляционного материала.
Решить поставленную задачу, а именно, упростить технологический процесс изготовления предварительно изолированных труб и фасонных изделий, сократить производственные отходы, удалось за счет использования следующих отличительных признаков.
Перед заполнением кольцевой полости компонентами, образующими вспенивающийся теплоизоляционный материал (теплоизоляцию), торцевые заглушки монтируют неразъемно (сварка, клеевое соединение и т.п.) с гидрозащитной трубой-оболочкой или на рабочей трубе (предпочтительно на гидрозащитной трубе-оболочке), причем соединение с другой трубой конструкции «труба в трубе», например с рабочей трубой, должно быть также герметичным, но может быть как разъемным (посадка с натягом), так и не разъемным.
При осуществлении заявленного способа необходимо использовать торцевые заглушки определенной конструкции, в соответствии с которой на торцевой заглушке выполнено несколько необходимых отверстий, а именно: во-первых, технологическое отверстие установки средства для введения вспенивающегося теплоизоляционного материала в кольцевую полость между рабочей трубой и трубой-оболочкой, во-вторых, в одной или обеих торцевых заглушках выполнено, как минимум, одно отверстие для вывода элементов системы мониторинга состояния слоя теплоизоляции, в-третьих, технологическое отверстие, в дне которого имеется перфорированный участок с диаметром отверстий перфорации 0,1÷3,0 мм. Все отверстия в торцевой заглушке, включая перфорированный участок, могут быть при необходимости закрыты одинаковыми резьбовыми пробками. После того, как торцевые заглушки будут установлены с двух торцов конструкции «труба в трубе» и неразъемно соединены с одной или обеими трубами этой конструкции, через технологическое отверстие одной из заглушек проводят подачу компонентов вспенивающегося теплоизоляционного материала для образования теплоизоляции. По окончании подачи вспенивающегося теплоизоляционного материала технологическое отверстие закрывают резьбовой пробкой. Возникающее в процессе вспенивания избыточное давление газов внутри кольцевой полости стравливается в атмосферу через перфорированные участки торцевых заглушек. В процессе заполнения кольцевой полости между трубой-оболочкой и рабочей трубой вспенивающимся теплоизоляционным материалом конструкцию «труба в трубе» располагают или горизонтально, или под некоторым углом к горизонту.
Технологическое отверстие в торцевой заглушке (все технологические отверстия, если их два или более), отверстие (отверстия) для вывода элементов системы мониторинга состояния слоя теплоизоляции и перфорированный участок выполнены таким образом, что возможна их герметизация резьбовыми пробками. Для установки резьбовых пробок все отверстия в торцевой заглушке, включая перфорированный участок, выполняют с отбортовками с внутренней резьбой под резьбовую пробку, причем предпочтительно, чтобы отбортовки были обращены внутрь кольцевой полости. Все резьбовые пробки выполнены с пазом под отвертку (или обычную монету), унифицированным для всех отверстий и перфорированного участка. Кроме того, для целей унификации все отверстия в торцевой заглушке желательно выполнять одинакового диаметра, форма и диаметр перфорированного участка должны соответствовать остальным отверстиям торцевой заглушки, тогда резьбовые пробки также будут одинаковы для всех отверстий торцевой заглушки и для перфорированного участка.
В качестве материалов для изготовления гидрозащитной трубы-оболочки, и/или рабочей трубы, и/или заглушек, и/или резьбовых пробок могут использоваться черные и цветные металлы, например сталь, полимерные материалы, например полиэтилен, а также другие материалы, подлежащие вторичной переработке.
Торцевые заглушки могут быть выполнены как монолитными, так и составными, собранными из нескольких частей. Во втором случае, перед установкой требуется объединение частей заглушки в единую конструкцию. Использование наборных заглушек наиболее рационально при изготовлении труб больших диаметров.
После окончания эксплуатации торцевые заглушки и резьбовые пробки подлежат вторичной переработке.
В кольцевой полости между трубой-оболочкой и рабочей трубой до заполнения кольцевой полости компонентами вспенивающегося теплоизоляционного материала для образования теплоизоляции устанавливают элементы системы мониторинга слоя теплоизоляции, при этом одна или обе заглушки выполнены с отверстиями для выхода проводов (проводников, шины данных) указанной системы.
Герметичное соединение торцевых заглушек проводят сваркой, клейкой, посадкой с натягом и другими известными способами, что обеспечивает герметизацию изделия не только по длине, но и по торцам.
Выход газов из кольцевой полости межтрубного пространства обеспечивает перфорированный участок, выполненный на поверхности как минимум одной из торцевых заглушек, после окончания выхода газов (после отверждения теплоизоляции) перфорированный участок закрывают резьбовой пробкой для герметизации.
Технологическое отверстие торцевой заглушки, предназначенное для подачи компонентов вспенивающегося теплоизоляционного материала, в готовой теплоизолированной трубе может использоваться для контроля качества полученной теплоизоляции на любом этапе: хранение, транспортировка, монтаж. Отверстие (отверстия) для вывода элементов системы мониторинга слоя теплоизоляции после выполнения необходимых технологических операций закрываются для герметизации пробками. Эти отверстия выполнены с отбортовками в виде стакана с небольшим отверстием в дне для прохода проводника. В полости стакана можно разместить проводник системы мониторинга слоя теплоизоляции и завинтить резьбовую пробку, изолировав таким образом проводник от воздействия внешней среды.
Технический результат от использования изобретения заключается в оптимизации технологического процесса производства теплоизолированных труб и фасонных изделий за счет:
- упрощения герметизации кольцевой полости между трубой-оболочкой и рабочей трубой;
- отказа от операций по установке прижимов, демонтажу торцевых заглушек и прижимов;
- устранения открытых участков теплоизоляции на готовой продукции, что обусловливает полную защиту торцевых поверхностей от воздействий атмосферного и механического характера при хранении и транспортировке готовых изделий.
Торцевая заглушка легко устанавливается, а в случае необходимости, быстро демонтируется; гарантирует герметичность запирания межтрубного пространства со стороны торцов трубы и предотвращает выход вспенивающегося теплоизоляционного материала в процессе ее образования, заполнения кольцевой полости и полимеризации; обеспечивает беспрепятственный вывод из кольцевой полости межтрубного пространства проводов системы оперативно-дистанционного контроля (СОДК) или системы обнаружения утечек (СОУ); обеспечивает возможность подачи компонентов вспенивающегося теплоизоляционного материала для образования теплоизоляции; обеспечивает возможность выхода газов реакции взаимодействия компонентов вспенивающегося теплоизоляционного материала; имеет незначительную массу; подлежит вторичной переработке.
Кроме вышеуказанных преимуществ, готовые изделия - трубы и фасонные изделия, полученные заявленным способом, обладают новыми полезными свойствами, а именно, при использовании обеспечивают повышенную общую долговечность трубопроводных систем за счет следующего. Полученная в результате данного способа теплоизолированная труба или фасонное изделие в случае возникновения аварийной ситуации в трубопроводной системе предотвращает распространение рабочей жидкости (например, теплоносителя) за пределы аварийного участка и исключает увлажнение теплоизоляции на соседних участках. Такая конструкция теплоизолированной трубы или фасонного изделия существенно упрощает ремонт трубопроводных систем и сокращает затраты на него. Каждая труба представляет собой полностью герметизированный участок трубопровода, и вытекающая при повреждении рабочей трубы рабочая жидкость остается в пределах герметичного участка, ограниченного рабочей трубой, гидрозащитной трубой-оболочкой и герметично соединенными с ними торцевыми заглушками, отверстия в которых закрыты пробками.
Использование при производстве теплоизолированных труб с торцевыми заглушками описанной выше конструкции позволяет получить следующие технические эффекты и свойства: сократить количество операций технологического процесса; снизить количество технологических отходов за счет исключения потерь жидкой реактивной композиции пенополиуретана из межтрубного пространства через технологические зазоры; снизить количество брака готовой продукции за счет создания оптимальных условий образования слоя теплоизоляции; обеспечить стабильное качество готовых изделий за счет получения теплоизолированных труб с расчетным коэффициентом теплопроводности.
К другим результатам можно отнести улучшенный внешний вид готовой продукции.
Краткое описание чертежей
Изобретение поясняется чертежами, на которых изображено:
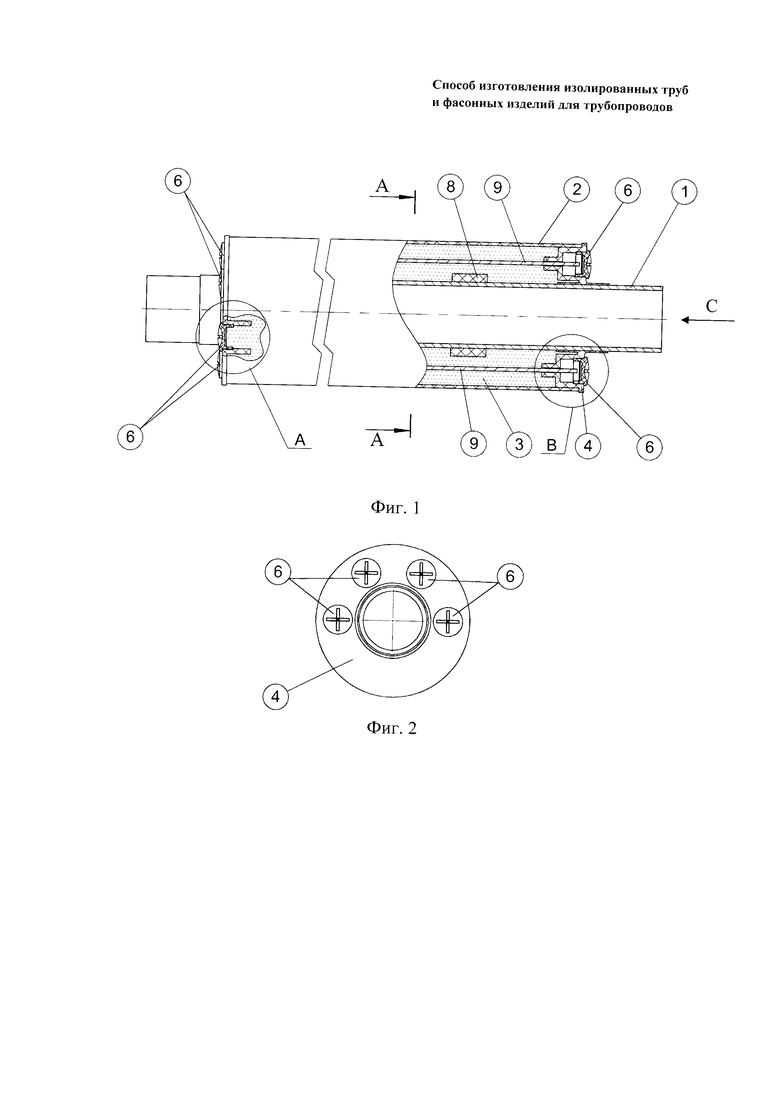
На фиг. 1 - теплоизолированная труба с торцевыми заглушками, главный вид.
На фиг. 2 - вид С с фиг. 1 установленной заглушкой и резьбовыми пробками.
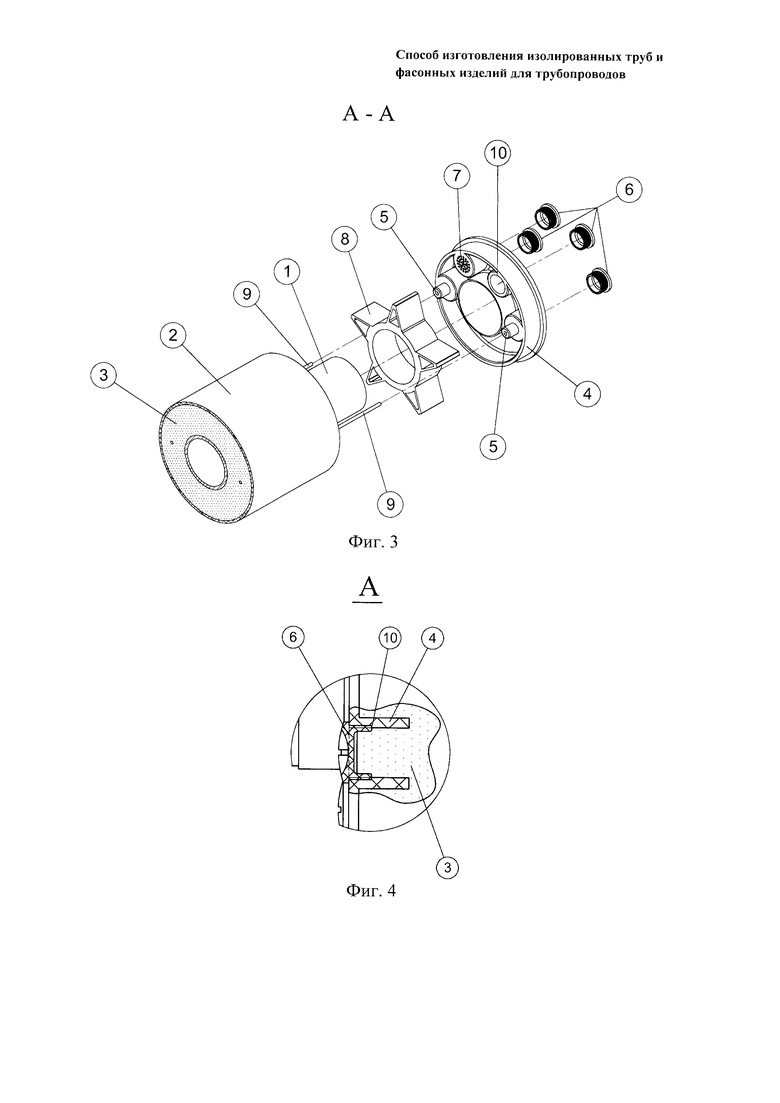
На фиг. 3 - разнесенный изометрический вид, сечение А-А по фиг. 1.
На фиг. 4 - вид А с фиг. 1.
На фиг. 5 - резьбовая пробка, два вида в аксонометрии (увеличено).
На фиг. 6 - теплоизолированная труба с торцевыми заглушками при горизонтальной заливке, главный вид.
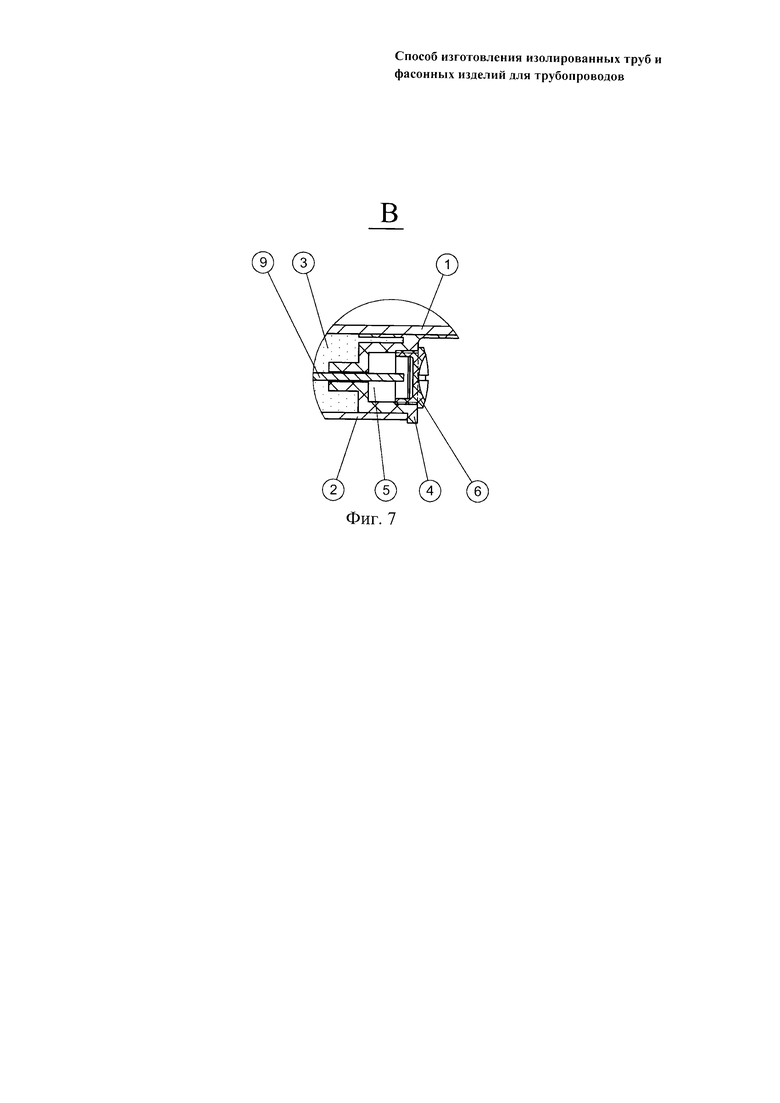
На фиг. 7 - вид В с фиг. 1, герметизация отверстия резьбовой пробкой.
На чертежах позициями обозначено:
1 - рабочая труба 1;
2 - гидрозащитная труба-оболочка;
3 - слой изоляции;
4 - торцевые заглушки;
5 - отверстия в торцевых заглушках для вывода элементов системы мониторинга состояния слоя теплоизоляции;
6 - резьбовые пробки;
7 - перфорированный участок;
8 - центрирующие опоры;
9 - элементы системы мониторинга состояния слоя теплоизоляции;
10 - технологическое отверстие, позволяющее ввести вспенивающийся материал в кольцевое межтрубное пространство.
Осуществление изобретения
Способ изготовления труб и фасонных изделий для трубопроводов, обеспечивающий их тепло- и гидроизоляцию, осуществляется следующим образом.
Теплоизолированная труба состоит из рабочей трубы 1, гидрозащитной трубы-оболочки 2 и размещенного между ними слоя изоляции 3 из вспененного и отвержденного материала, например пенополиуретана (ППУ). Торцы теплоизолированной трубы закрыты торцевыми заглушками 4, причем рабочая труба 1 выходит за пределы заглушек 4.
Рабочая труба 1, гидрозащитная труба-оболочка 2 и торцевые заглушки 4 могут быть выполнены из полимерных материалов, например полиэтилена. Возможно также использование других материалов или их сочетаний. Например, рабочая труба 1 может быть металлической, а труба-оболочка, торцевые заглушки и пробки - из полимерных материалов, например из полиэтилена.
Торцевые заглушки 4, концентрично установленные по торцам гидрозащитной трубы-оболочки 2 и к рабочей трубе 1, имеют идентичную конструкцию. Торцевые заглушки могут быть изготовлены монолитными или быть составными (сборными), образованными из двух или более частей.
Торцевые заглушки 4 в предпочтительном варианте исполнения могут иметь форму конической втулки (см. фиг. 1), в которой наружная коническая часть внутренней стенки заглушки входит во внутреннюю поверхность трубы-оболочки 2, а в дне выполнено осевое отверстие с шейкой для прохода и обхвата наружной поверхности рабочей трубы 1.
Торцевые заглушки 4 выполнены с отверстиями 5 одинакового диаметра, выполняющими различную функцию. Все отверстия 5 закрыты резьбовыми пробками 6. Кроме того, на каждой торцевой заглушке есть перфорированный участок 7.
Все резьбовые пробки 6 выполнены с пазом под отвертку (или монету) и унифицированы для всех отверстий торцевой.
Как правило, не менее двух отверстий 5 в каждой торцевой заглушке 4 предназначены для вывода элементов (проводов, шины передачи данных и т.п.) системы мониторинга состояния слоя теплоизоляции, например, системы оперативного дистанционного контроля (СОДК) или системы обнаружения утечек (СОУ). Для увеличения жесткости конструкции заглушки отверстия 5 могут иметь ребра жесткости или цилиндрические отбортовки, ориентированные внутрь и выполненные с резьбой, в которую ввинчиваются резьбовые пробки 6. При хранении и транспортировке внутри полости, образованной цилиндрической отбортовкой и внутренней поверхностью пробки 6, можно разместить элементы системы мониторинга состояния слоя теплоизоляции 9, выведенные из межтрубной кольцевой полости, заполненной слоем теплоизоляции. После завинчивания резьбовой пробки 6, элементы системы мониторинга состояния слоя теплоизоляции 9 изолируются от внешней среды, тем самым сохраняется их работоспособное состояние.
В кольцевой полости между рабочей трубой 1 и гидрозащитной трубой-оболочкой 2 находится теплоизоляционный слой 3, полученный отверждением вспенивающегося материала, поданного в кольцевую полость между гидрозащитной трубой-оболочкой 2 и рабочей трубой 1. При изготовлении теплоизолированной трубы предусмотрено технологическое отверстие 10, позволяющее ввести вспенивающийся материал в кольцевую полость между рабочей трубой и гидрозащитной трубой-оболочкой, которое после введения компонентов вспенивающегося теплоизоляционного материала закрывается резьбовой пробкой 6.
При осуществлении этой технологической операции сначала отвинчивают соответствующую резьбовую пробку 6 как минимум в одной торцевой заглушке 4 со стороны торца трубы, через отверстие 10 во внутреннюю кольцевую полость, образованную рабочей трубой 1 и трубой-оболочкой 2, подают необходимое количество жидких компонентов вспенивающегося материала и закручивают резьбовую пробку 6. Торцевые заглушки 4 к этому моменту должны быть герметично соединены с рабочей трубой 1 и трубой-оболочкой 2. Герметичное соединение торцевой заглушки с трубой-оболочкой 2 и рабочей трубой 1 может быть выполнено любым известным способом - сваркой, клеевым соединением, посадкой с натягом и т.п.
Вследствие реакции взаимодействия между компонентами вспенивающегося теплоизоляционного материала, происходит процесс вспенивания с образованием слоя теплоизоляции и его дальнейшая полимеризация до полного отверждения.
Для выхода газов, образующихся при вспенивании, и для стравливания воздуха, вытесняемого вспенивающимся материалом, в каждой торцевой заглушке 4 выполнен перфорированный участок 7 с отверстиями перфорации, диаметром преимущественно 0,1÷3,0 мм. Отверстия указанного диаметра позволяют газам свободно выходить наружу, при этом вязкий вспенивающийся материал не может пройти через эти отверстия, оставаясь внутри межтрубной кольцевой полости. За счет этого обеспечивается исключение потерь теплоизоляционного материала в процессе изготовления теплоизолированной трубы. После отверждения вспенивающегося материала, отверстия перфорированного участка 7 закрывают резьбовой пробкой 6. Внутреннее межтрубное кольцевое пространство, за счет установки по торцам заглушек 4 получается ограниченным, наличие перфорированных участков создают условия для кольцевого заполнения теплоизоляцией в полном объеме с заданным коэффициентом теплопроводности, а вследствие описанной выше конструкции заглушки - герметичным.
Способ осуществляется следующим образом.
Рабочая, например, металлическая труба 1, подвергается предварительной подготовке: снятию ржавчины, очистке, обезжириванию поверхности и подается в цех. После проведения предварительной подготовки на наружную или внутреннюю поверхность рабочей трубы может быть нанесено антикоррозионное покрытие.
Гидрозащитная труба-оболочка 2 подается в цех и размещается на сборочном столе. В случае если гидрозащитная труба-оболочка 2 выполнена из полимерного материала, а поверхность требует активации (например, для увеличения адгезии), ее предварительно обрабатывают известными способами, например коронным разрядом, плазмой и т.д.
На наружную поверхность рабочей трубы 1 устанавливают центрирующие опоры 8, проводят монтаж проводов системы СОДК или СОУ 9. После этого рабочую трубу 1 подают во внутреннюю полость гидрозащитной трубы-оболочки 2.
После установки рабочей трубы 1 во внутренней полости гидрозащитной трубы-оболочки 2 с торцов концентрически устанавливают торцевые заглушки 4. Далее отвинчивают на заглушках 4 резьбовые пробки 6 на отверстиях 5, предназначенных для элементов СОДК или СОУ, и через соответствующее приспособление выводят проводники системы СОДК или СОУ наружу через отверстия 5 в торцевых заглушках 4 и закручивают пробку 6.
Герметично соединяют торцевые заглушки 4 с рабочей трубой 1 и с гидрозащитной трубой-оболочкой 2 любым известным способом. Одно из соединений, предпочтительно с гидрозащитной трубой-оболочкой 2, выполняют неразъемным (сварка, склеивание), другое - с рабочей трубой 1 - посадкой с натягом.
Далее формируют слой теплоизоляции 3. Для этого отвинчивают резьбовую пробку 6 и вынимают ее из технологического отверстия 10 на одной из заглушек 4 и через это технологическое отверстие подают вспенивающийся теплоизоляционный материал - жидкие вспенивающиеся компоненты реакционного образования слоя теплоизоляции, после чего закрывают технологическое отверстие 10 резьбовой пробкой 6. Реакция взаимодействия между компонентами вспенивающегося теплоизоляционного материала обеспечивает образование слоя теплоизоляции 3. Для выхода газов реакции, торцевая заглушка 4 имеет технологическое приспособление - перфорированный участок отверстия 7, который обеспечивает свободный выход газов, но не пропускает вязкую композицию слоя теплоизоляции. По окончании процесса полимеризации слой теплоизоляции отверждается и отверстие 7 закрывают резьбовой пробкой 6.
Внутренняя кольцевая полость между рабочей трубой 1 и трубой-оболочкой 2 за счет установки по торцам одноразовых заглушек 4, неразъемно соединенных с трубой-оболочкой 2, имеет ограниченный объем, не позволяющий жидким компонентам вспенивающегося теплоизоляционного материала вытекать наружу, поэтому вспенивающийся теплоизоляционный материал в процессе реакции заполняет всю кольцевую полость межтрубного пространства полностью.
Производство фасонных изделий проводят аналогичным образом, т.е. первоначально проводят сборку полуфабриката изделия в виде конструкции «труба в трубе». С торцевых сторон концентрично рабочей трубе 1 и гидрозащитной трубе-оболочке 2 устанавливают и неразъемно закрепляют торцевые заглушки 4, выводят проводники СОДК или СОУ 9, а после через технологическое отверстие 10 в торцевой заглушке 4 проводят подачу компонентов вспенивающегося теплоизоляционного материала для образования изоляции и все технологические отверстия закрывают пробками 6.
Готовая продукция в виде теплоизолированной трубы или фасонного элемента представляет собой отдельное гидроизолированное изделие, а при установке в трубопроводную систему - отдельный гидроизолированный участок, закрытый со всех сторон.

Способ включает концентричное размещение рабочей трубы с центрирующими элементами внутри трубы-оболочки с образованием конструкции «труба в трубе», герметизацию торцов конструкции «труба в трубе» торцевыми заглушками, подачу вспенивающегося теплоизоляционного материала через технологическое отверстие в одной из заглушек, после окончания подачи вспенивающегося материала технологическое отверстие заглушке герметизируют, а вывод газов, создающих избыточное давление в кольцевой полости, производят через перфорированный участок на торцевой заглушке, выполненной с диаметром отверстий перфорации 0,1 ÷ 3,0 мм. Осуществление способа позволяет сократить количество операций технологического процесса; исключить потери жидкой реактивной композиции пенополиуретана из межтрубного пространства через технологические зазоры; снизить количество брака готовой продукции за счет создания оптимальных условий образования слоя теплоизоляции; обеспечить стабильное качество готовых изделий за счет получения теплоизолированных труб с расчетным коэффициентом теплопроводности. 10 з.п. ф-лы, 7 ил.
1. Способ изготовления изолированных труб или фасонных изделий для трубопроводов, включающий концентричное размещение рабочей трубы с центрирующими элементами внутри трубы-оболочки с образованием конструкции «труба в трубе», герметизацию образовавшейся кольцевой полости конструкции «труба в трубе» торцевыми заглушками и заполнение кольцевой полости вспенивающимся теплоизоляционным материалом, отличающийся тем, что перед заполнением кольцевой полости вспенивающимся теплоизоляционным материалом, торцевые заглушки неразъемно соединяют, как минимум, с одной из труб конструкции «труба в трубе», производят подачу вспенивающегося теплоизоляционного материала через технологическое отверстие или отверстия в одной из торцевых заглушек, после окончания подачи вспенивающегося теплоизоляционного материала технологическое отверстие или отверстия в торцевых заглушках герметизируют, при этом вывод газов, создающих избыточное давление в кольцевой полости, производят через перфорированный участок на торцевой заглушке, выполненной с диаметром отверстий перфорации 0,1 ÷ 3,0 мм.
2. Способ по п. 1, отличающийся тем, что неразъемное соединение торцевой заглушки с гидрозащитной трубой-оболочкой выполнено сваркой или клеевым соединением.
3. Способ по п. 1, отличающийся тем, что технологическое отверстие в торцевой заглушке герметизируют резьбовой пробкой, при этом технологическое отверстие в торцевой заглушке выполнено с отбортовкой с внутренней резьбой под резьбовую пробку.
4. Способ по п. 3, отличающийся тем, что гидрозащитная труба-оболочка, торцевые заглушки и резьбовые пробки выполнены из полимерных материалов.
5. Способ по п. 1, отличающийся тем, что в кольцевой полости между трубой-оболочкой и рабочей трубой до заполнения кольцевой полости вспенивающимся теплоизоляционным материалом устанавливают элементы системы мониторинга слоя теплоизоляции, при этом одна или обе торцевые заглушки выполнены с отверстиями для выхода проводов указанной системы.
6. Способ по п. 1 или 3, отличающийся тем, что торцевая заглушка выполнена монолитной или составной из нескольких сборных частей.
7. Способ по п. 1 или 2, отличающийся тем, что перфорированный участок в торцевой заглушке герметизируют резьбовой пробкой, при этом торцевая заглушка в зоне перфорированного участка выполнена с отбортовкой с внутренней резьбой под резьбовую пробку.
8. Способ по п. 3 или 7, отличающийся тем, что резьбовая пробка выполнена с пазом под отвертку и унифицирована для всех отверстий и перфорированного участка.
9. Способ по п. 1, отличающийся тем, что в процессе заполнения кольцевой полости между трубой-оболочкой и рабочей трубой вспенивающимся теплоизоляционным материалом конструкцию «труба в трубе» располагают под углом к горизонту, отличным от 0°.
10. Способ по п. 1, отличающийся тем, что в процессе заполнения кольцевой полости между трубой-оболочкой и рабочей трубой вспенивающимся теплоизоляционным материалом конструкцию «труба в трубе» располагают в горизонтальном положении.
11. Способ по п. 1, отличающийся тем, что торцевые заглушки и резьбовые пробки после окончания эксплуатации подлежат вторичной переработке.
| СПОСОБ ТЕПЛО- И ГИДРОИЗОЛЯЦИИ ТРУБЫ | 2000 |
|
RU2249756C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОГО РЕЖИМА ДУГОВОЙ ПЕЧИ | 0 |
|
SU221184A1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТРУБЫ | 2003 |
|
RU2258173C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ | 2003 |
|
RU2273787C2 |

