Изобретение относится к индивидуальным средствам защиты органов дыхания рабочих различных отраслей народного хозяйства.
Известен обтюратор респиратора "Кама", который выполнен из фильтрующего материала типа ФП и фильтрующими волокнами контактирует с кожей лица, не закрыт подложкой, но выполнен многослойным на марлевой подложке.
Наряду с известными достоинствами имеет ряд недостатков: большой расход фильтрующего материала на подложке равен 64,2 м2 на 1000 штук изделий; высокий коэффициент проскока по линии обтюрации - более 40% от общего проскока всего респиратора; неэффективное использование всей площади обтюратора, т. е. в области носа и щек, уменьшает полезную площадь фильтрующей полумаски, а в области подбородка не обеспечивает герметичность, особенно рабочих старше 50 лет.
Изобретение позволяет уменьшить удельный расход фильтрующего материала, исключить дефицитные материалы подложки первого слоя и совсем не применять подложку на следующих слоях обтюратора, уменьшить коэффициент проскока, улучшив герметизацию по линии обтюрации респиратора. Для этого в обтюраторе для респиратора из волокнистых фильтрующих материалов, выполненном многослойным из фильтрующих материалов, слой фильтрующего материала, обращенный к маске респиратора выполнен на подложке из хлопкового и капронового волокна в соотношении их по массе 3-4:1, а следующие слои из бесподложечного фильтрующего материала из ультратонких полимерных волокон с диаметром от 1 до 8 мкм с толщиной слоя 0,5-0,8 мм. Заготовка обтюратора из многослойного фильтрующего материала выполнена в виде разомкнутой полосы с переменной шириной, образованной двумя дугами с центром смещения по оси симметрии на наибольшую ширину обтюратора с радиусами дуг, выполненными по формуле:
R=  где R - радиус дуги заготовки обтюратора;
где R - радиус дуги заготовки обтюратора;
l - длина линии обтюрации респиратора;
К - коэффициент перекрытия кромок обтюратора в зависимости от полумаски К = 5,0-5,5, прикрепленной к полумаске с нахлестом концов в области переносицы и размещением наибольшей ширины полосы в области подбородка.
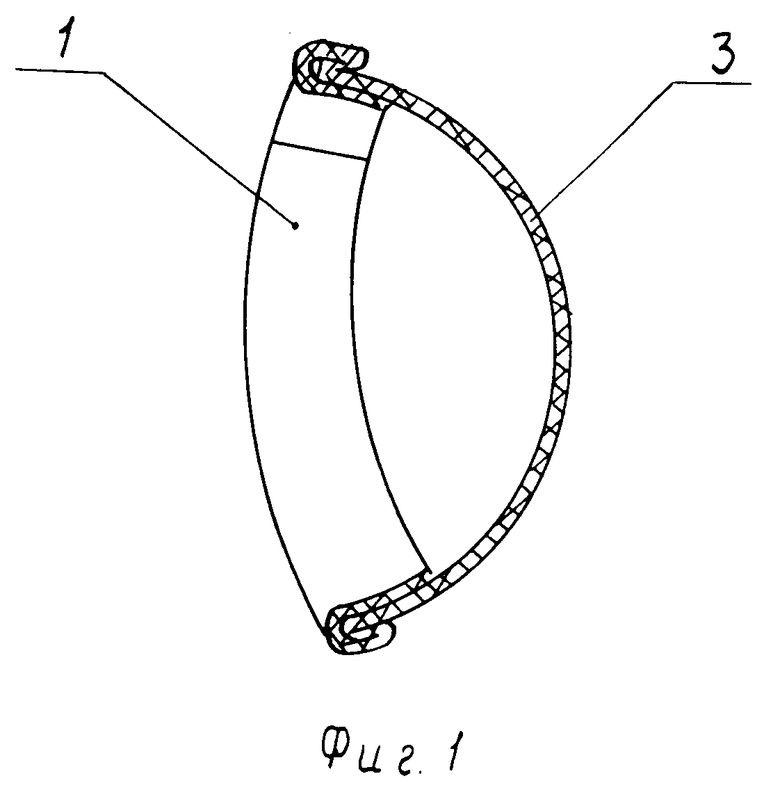
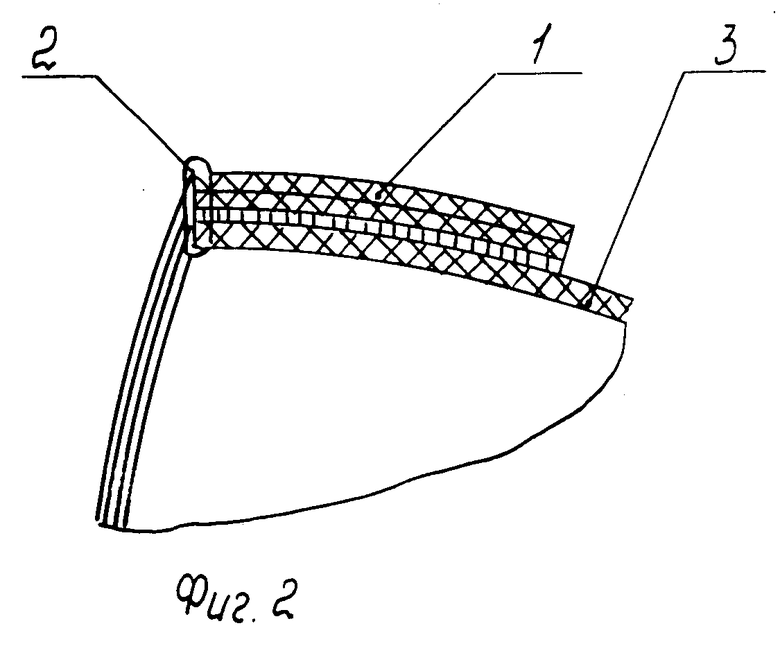
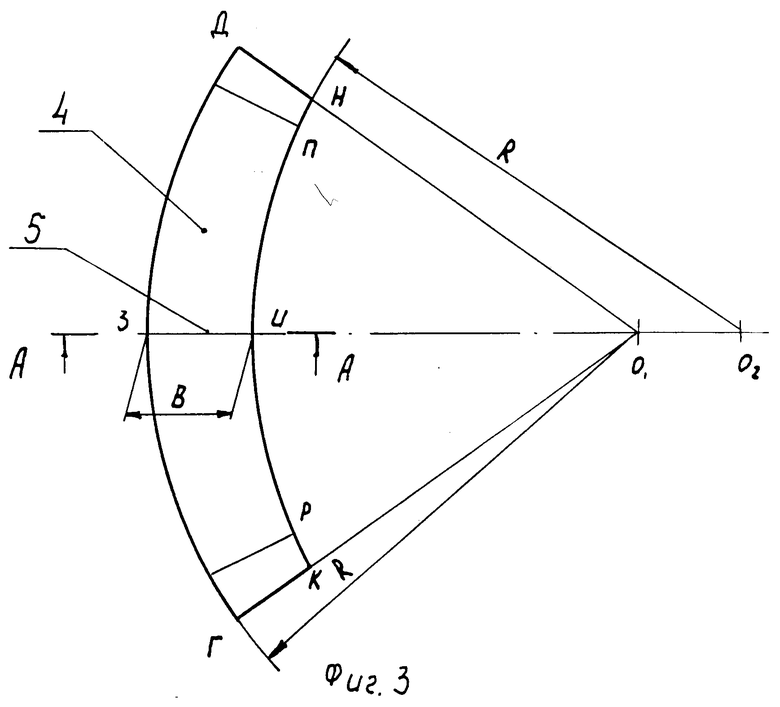
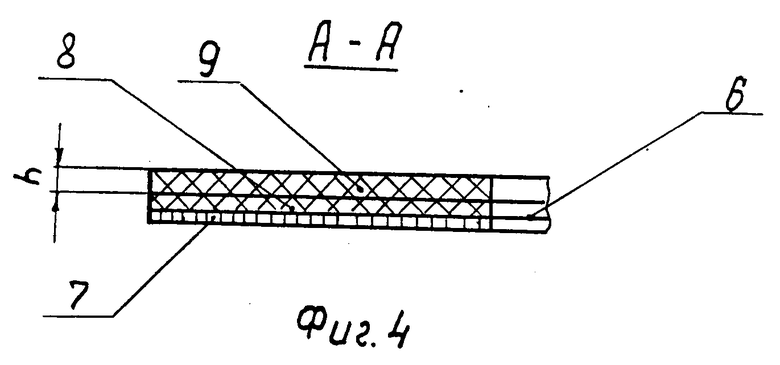
На фиг. 1 изображен обтюратор с полумаской респиратора; на фиг. 2 - сшивка обтюратора ниточным швом к полумаске; на фиг. 3 - заготовка обтюратора респиратора; на фиг. 4 - сечение А-А на фиг. 1.
На чертежах и описании изобретения приняты следующие обозначения: R - радиус дуги заготовки обтюратора; О1 - центр первой дуги; О2 - центр второй дуги; В - наибольшая ширина заготовки обтюратора; h - толщина бесподложечного слоя фильтрующего материала.
Обтюратор 1 прикрепляется ниточным швом 2 или сваpочным к полумаске респиратора 3. Заготовку 4 обтюратора 1 образуют дугой с центром О1, радиусом R, затем перемещая радиус R по оси симметрии 5 на максимальную ширину В обтюратора 1 с центром О2 проводится вторая дуга КН и площадь, образованная между дугами ГД и КН и радиусами, проведенными из центра О1 до точек Г и Д на первой дуге, образованной длиной линии обтюрации респиратора, умноженной на коэффициент перекрытия, образуют площадь заготовки 4 из многослойного материала, состоящего из первого слоя 6 обтюратора, выполненного из фильтрующего материала, состоящего из подложки 7 и слоя ультратонких волокон 8 и второго слоя 9 обтюратора, выполненного из бесподложечного материала из ультратонких волокон диаметром 1-8 мкм и толщиной h = 0,5-0,8 мм.
Обтюратор респиратора изготавливают в следующей последовательности. Производится многослойный настил из листов поочередно: вначале лист фильтрующего материала на подложке из хлопкового и капронового волокна в соотношении по массе 3-4:1, затем лист бесподложечного материала из ультратонких полимерных волокон с диаметром от 1 до 8 мкм с толщиной слоя 0,5-0,8 мм. Применение первого слоя обтюратора респиратора с подложкой обеспечивает условия сборки и сшивки или сварки с полумаской, т.е. создает каркасность обтюратора.
После окончания настила производится раскрой его на заготовки обтюратора по шаблону. Вырезанную заготовку 4 накладывают на полумаску респиратора 3 с нахлестом концом обтюратора с коэффициентом перекрытия в зависимости от роста респиратора с конструкции полумаски респиратора, а также зависит от места крепления обтюратора внутри полумаски или снаружи, т.е. снаружи К = 5,5, внутри К = 5,0. При росте N 1 К = 5,5, при росте N 3 К = 5, центр стыка обтюратора размещен по носовому зажиму. Размещение его под носовым зажимом увеличивает число слоев материала и уменьшает образование наминов, а также обеспечивает лучшую герметичность, т.е. с меньшим усилием сжатия, т. е. позволяет конструкторам изделий рассмотреть вопрос о толщине металла носового зажима. Крепление обтюратора к полумаске респиратора возможно как ниточным швом или сварочным, с последующим выворачиванием при расположении снаружи и при расположении внутри респиратора без выворачивания.
Образование геометрических размеров заготовок обтюратора двумя дугами с одинаковым радиусом, со смещением их центров на наибольшую ширину обтюратора и в зависимости от длины линии обтюрации ПИР респиратора позволяет создать условия собираемости обтюратора и полумаски, т.е. исключает образование складок, а также ведет к малоотходному раскрою фильтрующего материала.
Размещение более широкого участка обтюратора в нижней части респиратора позволяет по линии обтюрации подбородка обеспечить герметизацию, т.е. их нелинейное соединение поверхности волокнистого слоя обтюратора, а поверхностное касание, что уменьшает коэффициент проскока по этой поверхности лица, так как с возрастом увеличивается количество дефектов в этой части лица, образуются складки кожи, которые изменяются при движении головы рабочего при выполнении работ средней и высокой тяжести. Поэтому обеспечение поверхностного касания обтюратора уменьшает возможность проскока аэрозолей по складкам кожи.
Обтюратор с переменной шириной заготовки обеспечивает хорошую герметичность по всей линии обтюрации полумаски, уменьшает коэффициент проскока аэрозолей и сокращает расход одного слоя подложки, а также уменьшает расход фильтрующего материала за счет раскроя.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕСПИРАТОР | 1992 |
|
RU2023454C1 |
| ПРОТИВОПЫЛЕВОЙ РЕСПИРАТОР | 1992 |
|
RU2068284C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА | 1992 |
|
RU2050935C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ СКЛАДЧАТОГО ФИЛЬТРА ПРОТИВОПЫЛЕВОГО РЕСПИРАТОРА | 1992 |
|
RU2031668C1 |
| ПОЛУМАСКА ДЛЯ РЕСПИРАТОРА | 2001 |
|
RU2186597C1 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 1992 |
|
RU2035969C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ПЕНОПОЛИУРЕТАНОМ ИЛИ НЕТКАНЫМ МАТЕРИАЛОМ | 1991 |
|
RU2019551C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРМАНА | 1991 |
|
RU2007942C1 |
| МНОГОСЛОЙНЫЙ ФИЛЬТРОВАЛЬНЫЙ МАТЕРИАЛ | 1992 |
|
RU2050937C1 |
Изобретение относится к технике охраны труда, а именно к средствам индивидуальной защиты органов дыхания рабочих. Обтюратор изготавливается многослойным из фильтрующих материалов. Первый слой обтюратора, обращенный к полумаске респиратора, выполнен из фильтрующего материала на подложке из хлопкового и капронового волокна в соотношении их по массе 3-4:1, а следующие слои - из бесподложечного фильтрующего материала из ультратонких полимерных волокон с диаметром от 1 до 8 мкм с толщиной слоя 0,5-0,8 мм. Заготовка обтюратора выполнена в виде разомкнутой полосы в области переносицы с переменной шириной полосы и размещением наибольшей ширины полосы в области подбородка. Заготовка обтюратора образована двумя дугами с центром смещения по оси симметрии на наибольшую ширину обтюратора и прикреплена к полумаске с нахлестом концов ее в области переносицы. 4 ил.
ОБТЮРАТОР ДЛЯ РЕСПИРАТОРА ИЗ ВОЛОКНИСТЫХ ФИЛЬТРУЮЩИХ МАТЕРИАЛОВ, выполненный многослойным из фильтрующих материалов, отличающийся тем, что слой фильтрующего материала, обращенный к полумаске респиратора, выполнен на подложке из хлопкового и капронового волокна в соотношении их по массе 3 - 4 : 1, а следующие слои - из бесподложечного фильтрующего материала из ультратонких полимерных волокон с диаметром 1 - 8 мкм с толщиной слоя 0,5 - 0,8 мм, при этом заготовка обтюратора из многослойного фильтрующего материала выполнена в виде разомкнутой полосы с переменной шириной, образованной двумя дугами с центром смещения по оси симметрии на наибольшую ширину обтюратора, с радиусом дуг, определяемыми по формуле
R =  ,
,
где R - радиус дуги заготовки обтюратора;
l - длина линии обтюрации;
K - коэффициент перекрытия кромок обтюратора в зависимости от полумаски, K = 5,0 - 5,5,
прикрепленной к полумаске с нахлестом концов в области переносицы и размещением наибольшей ширины полосы в области подбородка.
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Техническое описание и инструкция по эксплуатации, ТО 6-16-2944-86. | |||
