Изобретение относится к способу склеивания деталей при производстве индивидуальных средств защиты и может быть использовано при склеивании деталей к пенополиуретану или нетканым материалам, где требуются многократные изгибания соединения в период эксплуатации изделий.
Известен способ крепления фенольноформальдегидного пенопласта к алюминию путем нанесения на поверхность последнего клея на основе поливинилацетатной эмульсии и натриевой соли карбоксиметатной эмульсии и натриевой соли карбоксиметилцеллюлозы и отвердением его совместно с пенопластом.
Недостатком известного способа является сложная технология исполнения, так как требуется вначале на алюминий наносить 10%-ный водный раствор натриевой соли карбоксиметилцеллюлозы и затем - поливинилацетатную эмульсию. Данный вид соединения не обладает гибкостью.
Наиболее близким по технической сущности является способ склеивания деталей из алюминиевых сплавов с пенополиуретаном или нетканым материалом путем нанесения на склеиваемую поверхность клея и последующей фиксацией склеиваемых деталей. Этот способ склеивания обеспечивает прочность соединения, но имеет ряд недостатков:
во-первых, клей наносится на обе детали, что трудно выполнимо при мелких деталях;
во-вторых, получаемое соединение не обладает гибкостью и при многократном изгибе происходит отстаивание по кромкам детали;
в-третьих, технологическая сложность в связи необходимостью проведения температурной обработки в зафиксированном виде, а также требуется дополнительное время на снятие фиксаторов.
Предложенный способ упрощает технологию склеивания деталей из алюминиевых сплавов к пенополиуретану или нетканым материалам, при этом полученное соединение обладает гибкостью, а сам процесс повышает производительность и устраняет отмеченные недостатки.
Для этого в способе склеивания деталей из алюминиевых сплавов к пенополиуретану или нетканым материалам с применением клея, причем на поверхность детали закрепляют любым известным способом слой из измельченных пенополиуретановых частиц, на эту поверхность наносят один слой клея и после выдержки в течение 15-30 с проводят фиксацию с удельным давлением 0,15 кг/см2 с последующей сушкой инфракрасным излучением с длиной волны 2 мкм - 0,5 мм при температуре 30-40оС в течение 35 мин. В качестве клея может быть использован клей из резиновой смеси на основе наирита и смолы - супербекацита, в смеси этилацетата с нефрасом. Также может быть использован клей по ТУ 38-1051061-82 марки 88-Н или клей 88-СА по ТУ 38-105-1760-87, либо клей 88-НД по ТУ 38.305.12-88. Кроме этого, могут быть использованы клеи из других композиций с температурой отверждения до 60оС.
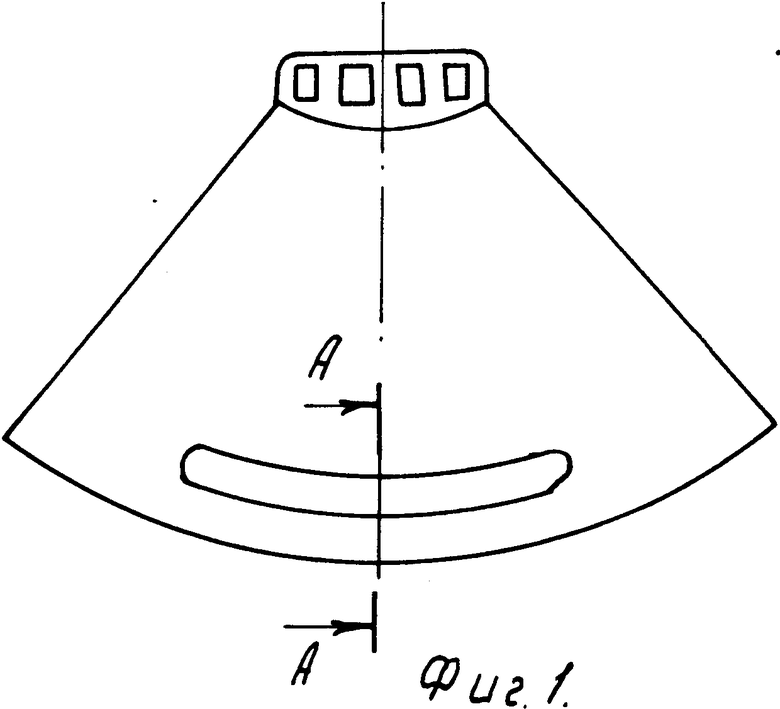
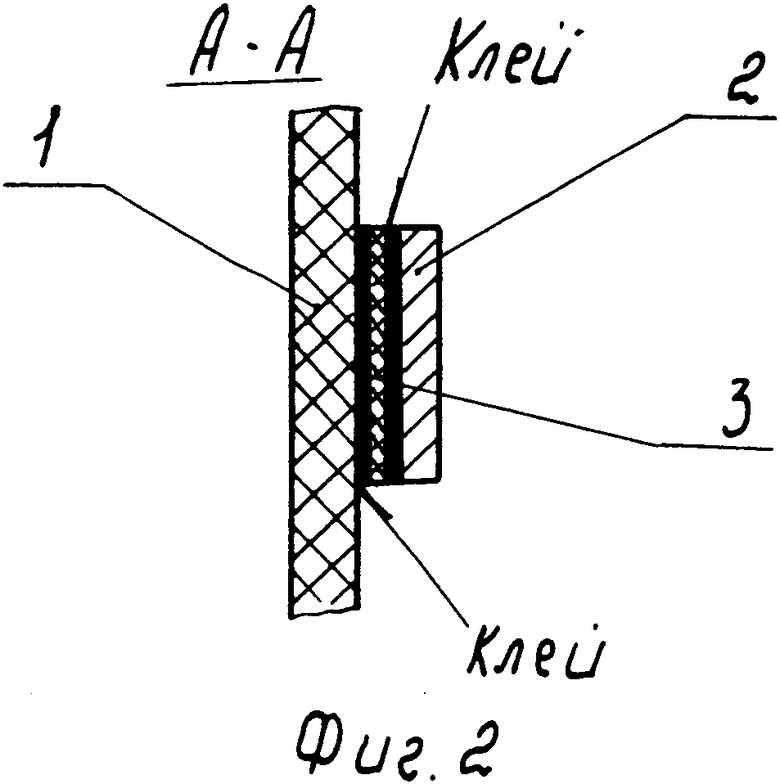
С помощью фиг. 1 и 2 иллюстрируется применение способа склеивания при соединении наружной оболочки 1 респиратора, изготовленной из пенополиуретана или полимерного нетканого материала и носового зажима 2 изготовленного из алюминиевого сплава с применением промежуточного слоя 3, состоящего из измельченных пенополиуретановых частиц.
Для обеспечения плотности прилегания респиратора по линии обтюрации в области носа носовой зажим при одевании респиратора каждый раз изгибается, в результате чего происходит отстаивание носового зажима от оболочки и как результат респиратор приходит в негодность, за счет возможности смещения оболочки по отношению к носовому зажиму, так как радиусы изгиба разные этих двух слоев.
При применении предложенного способа разрушения склеенного соединения не происходит. Лабораторные испытания проводили на заводе на носовых зажимах, изготовленных из алюминиевых сплавов АД 1, Д16АТ, толщиной металла 0,5-1 мм.
При этом слой 3 наносился следующим образом, вначале производится химическое обезжиривание листов из алюминиевого сплава механизированным способом методом окунания в водный раствор, содержащий: тринатрийфосфат (ГОСТ 201-76) с содержанием 15-25 г/л, соду кальцинированную 8-10 г/л (ГОСТ 5100-85), вещество вспомогательное ОП-7 (ГОСТ 8438-81), процесс обесжиривания проводится при температуре 50-75оС в течение 2-4 мин, затем производится промывка в горячей воде при температуре 50-60оС, в течение 1-2 мин. После проведения горячей промывки листа, проводится промывка в холодной воде при 15-20оС в течение 0,5-1 мин, с последующей сушкой на воздухе в течение 10-12 ч или в сушильном шкафу при 70-90оС в течение 10-15 мин.
На просушенные листы наносят слой клея малярной кистью или методом распыления при помощи распылителя с последующей сушкой при температуре помещения в течении 15-20 мин, затем кистью наносят второй слой клея и сразу наносят измельченный пенополиуретаном методом посыпания через сито с размером отверстия 1,5-1,6 мм или пневмораспылением. В результате падения частиц измельченного пенополиуретана соприкасается со слоем клея и фиксируется в результате сушки. Не зафиксированные слоем клея частицы пенополиуретана после сушки удаляют путем стряхивания листа. Измельченный пенополиуретан получают из отходов остающихся при раскрое материала при изготовлении наружной оболочки респиратора, что ведет к уменьшению затрат при утилизации отходов. Оставшиеся куски при раскрое листового пенополиуретана пропускают через роторный измельчитель после чего просеиваются и используются частицы размером 0,5-1,5 мм.
Листы с нанесенным слоем из измельченного пенополиуретана сушатся при температуре отверждения 45-60оС в течение 2 ч, при влажности не более 70-90%.
После температурной обработки листов изготовленных из алюминиевого сплава с нанесенным слоем 3 поступают на технологические операции изготовления деталей необходимой конфигурации, в нашем случае штамповкой получают носовые зажимы.
На полученные носовые зажимы кисточкой наносят один слой клея и после выдержки в течение 15-30 с, за это время испарится частично растворители, проводят фиксацию с удельным давлением соединения 0,15 кг/см2. Пределы по времени выдержки приняты на основании лабораторных исследований. Выдержка менее 15 с ведет к глубокому проникновению клея в наружную оболочку, а растворители ведут к нарушению фильтрующего слоя, а также малая выдержка не образует липнущую поверхность, приводит к нарушению прочности соединения. Выдержка нанесенного слоя клея более 30 с ведет к испарению растворителей, что мешает проникновению слоя клея во вторую деталь, т.е. в наружную оболочку.
Прижатие алюминиевой детали с усилием менее 0,15 кг/см2 ведет к неполному соприкосновению соединяемых поверхностей носового зажима с наружной оболочкой, а прижатие с давлением соединения более 0,15 кг/см2 к сильному сжатию промежуточного слоя и при полном высыхании положительные его свойства уменьшаются. После фиксации соединения склеенные детали поступают на сушку в печь с проходным конвейером, где сушатся инфракрасным излучением с длиной волны 2 мкм - 0,5 мм при температуре отверждения 30-40оС с длительностью отверждения в течение 35 мин. Температурный режим принят на основании проведенных экспериментов, так при температуре отверждения ниже 30оС требуется увеличение времени сушки до 2 ч, что ведет к увеличению габаритов сушилки, а при температуре более 40оС ведет к неравномерности прогрева и к формоизменению соединения за счет разности коэффициента удлинения материалов и алюминия. Длина волны инфракрасного излучения при сушке принята 2-0,5 мм, так как при этом излучении можно за счет отражателей направить тепловой поток непосредственно на данные детали и упростить конструкцию сушилки.
Наличие на носовом зажиме, выполненном из алюминиевого сплава, промежуточного слоя из измельченных частиц пенополиуретана позволяет наносить и удерживать на склеиваемой поверхности равномерный слой клея, изготовленного из резиновой смеси на основе наирита (хлоропренового каучука) и смолы супербекацита, растворенной двумя растворителями, смешанными в смеси этилацетата и нефраса в соотношении 1:1 по массе и растворяется до вязкости клея 19-20 с по вискозиметру ВЗ-240 ГОСТ 9070-75 с концентрацией сухого вещества 28± 3%.
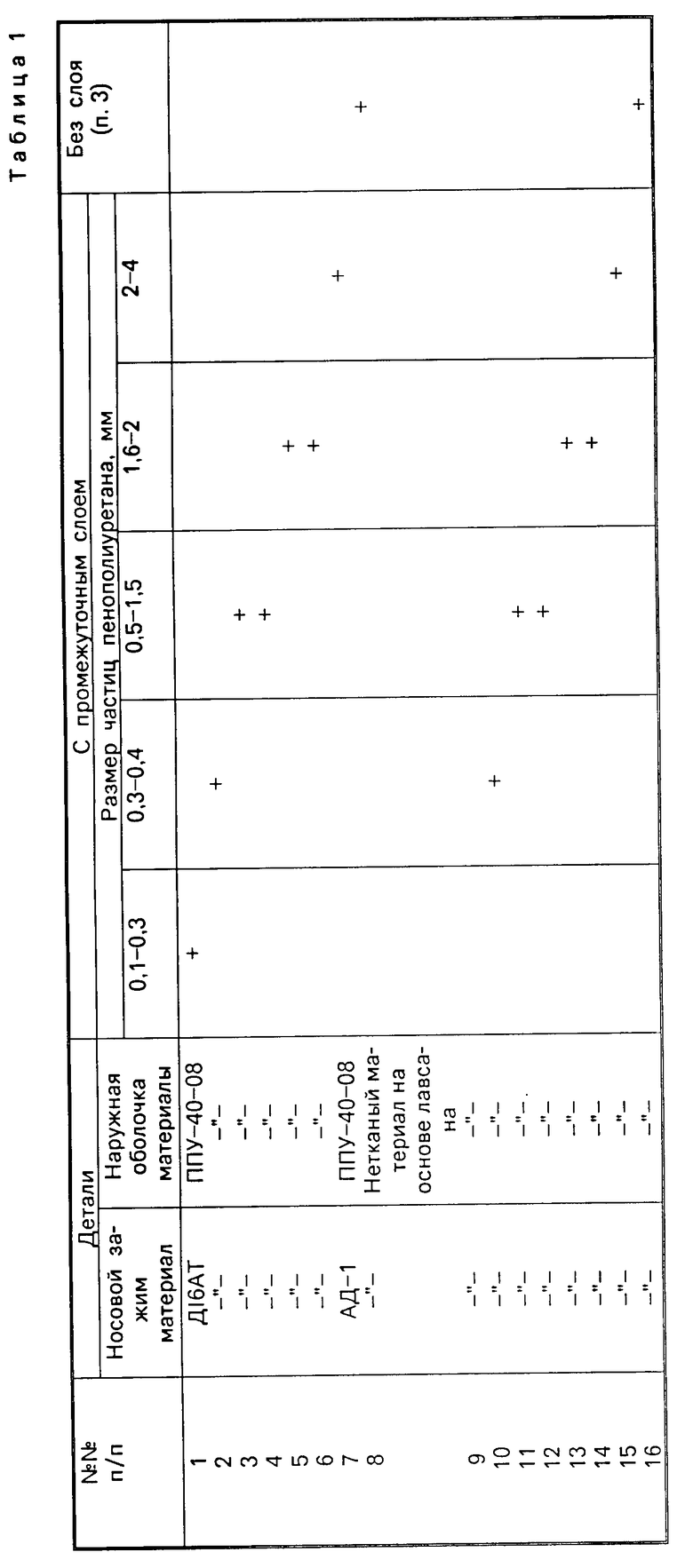
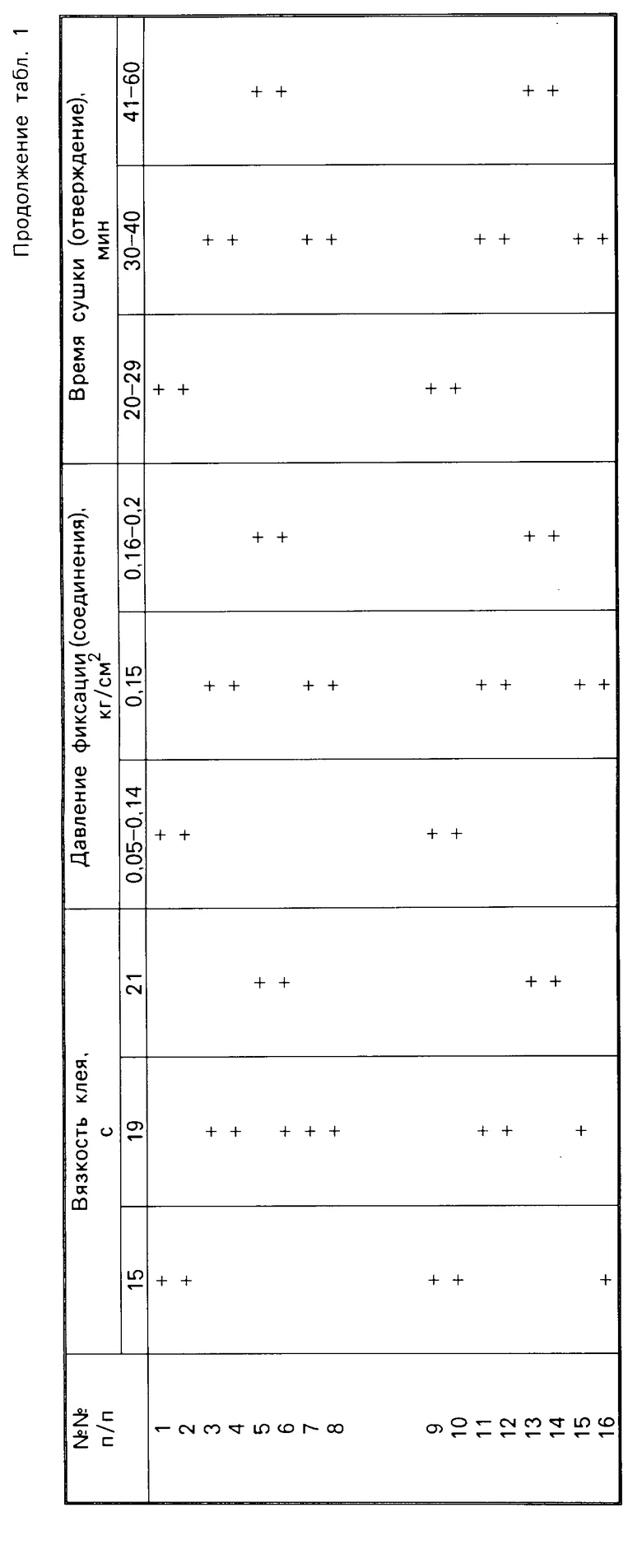
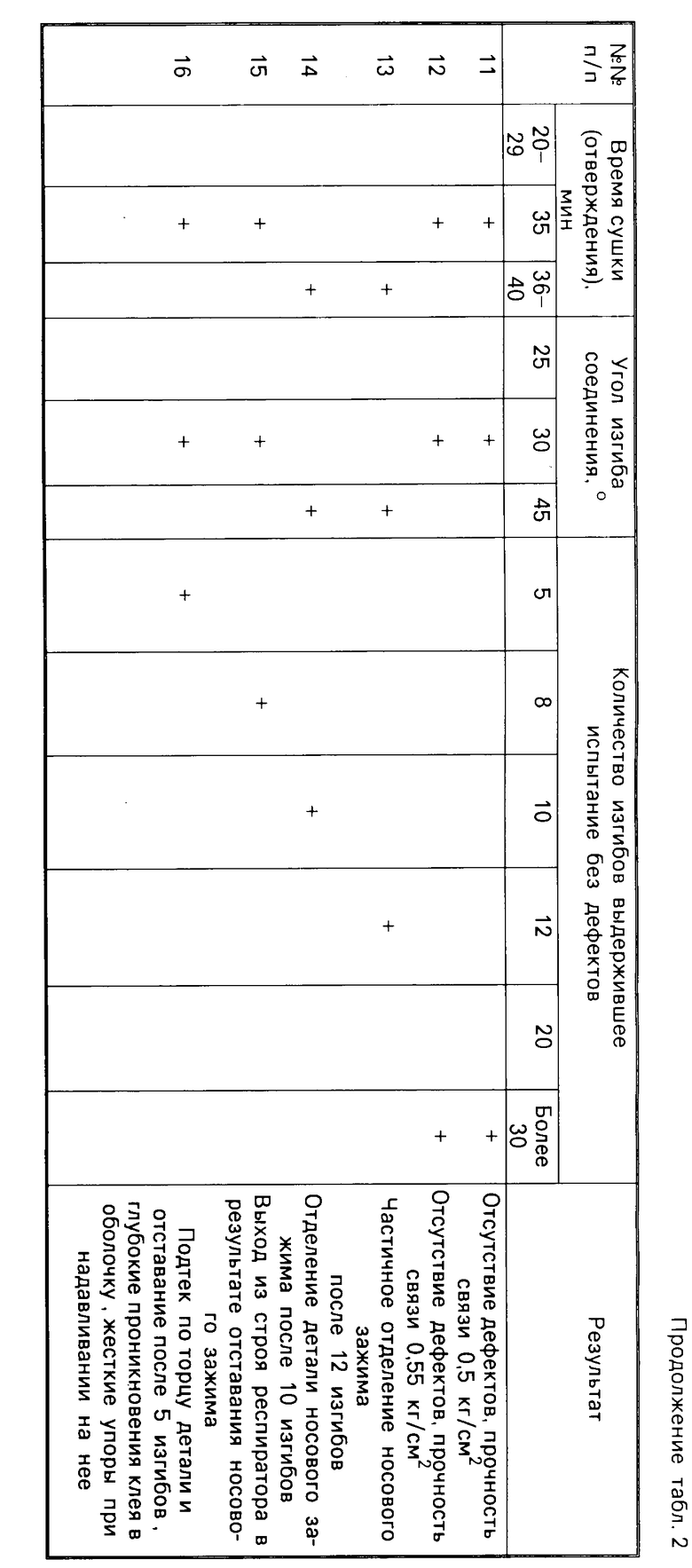
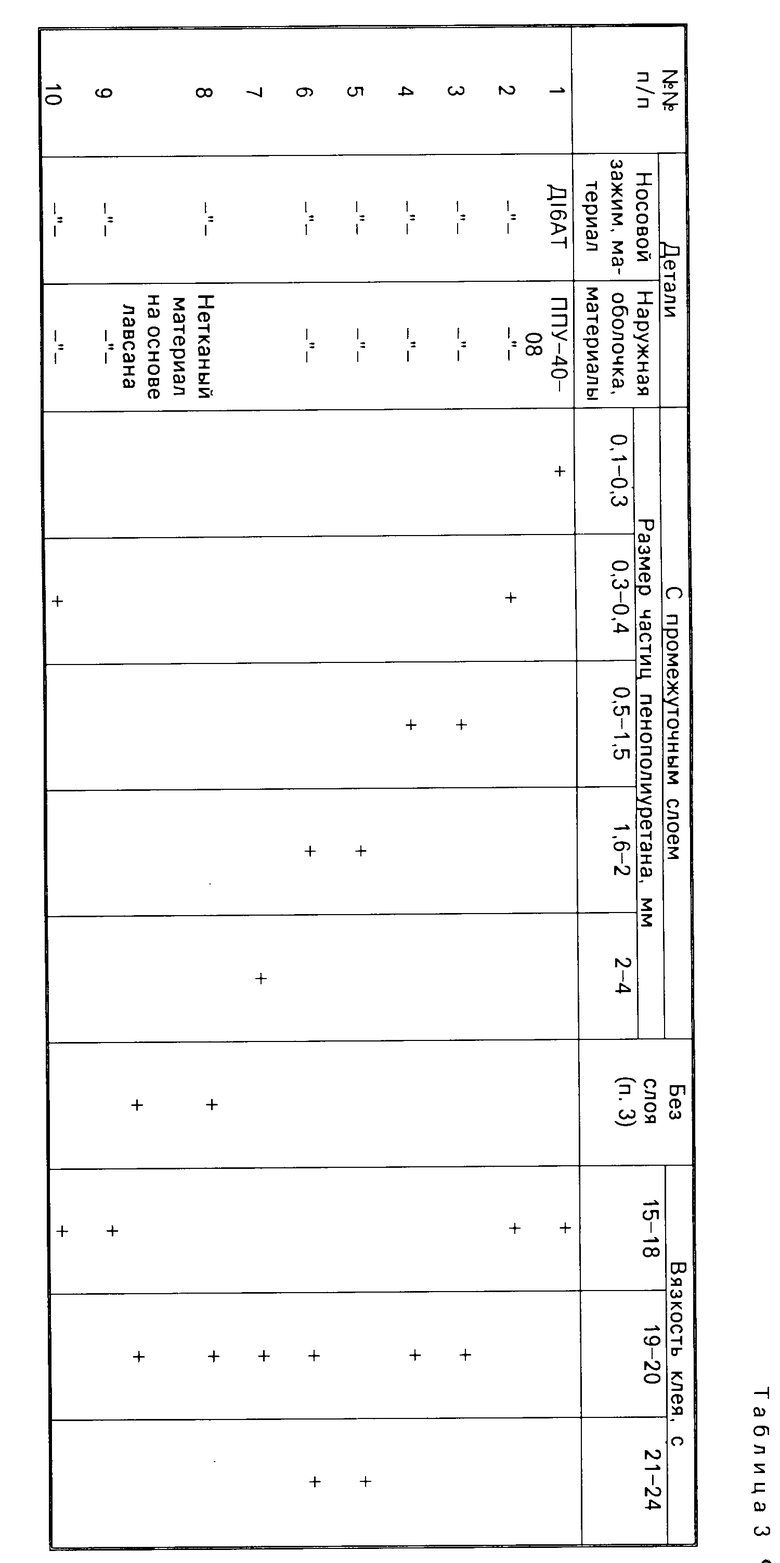
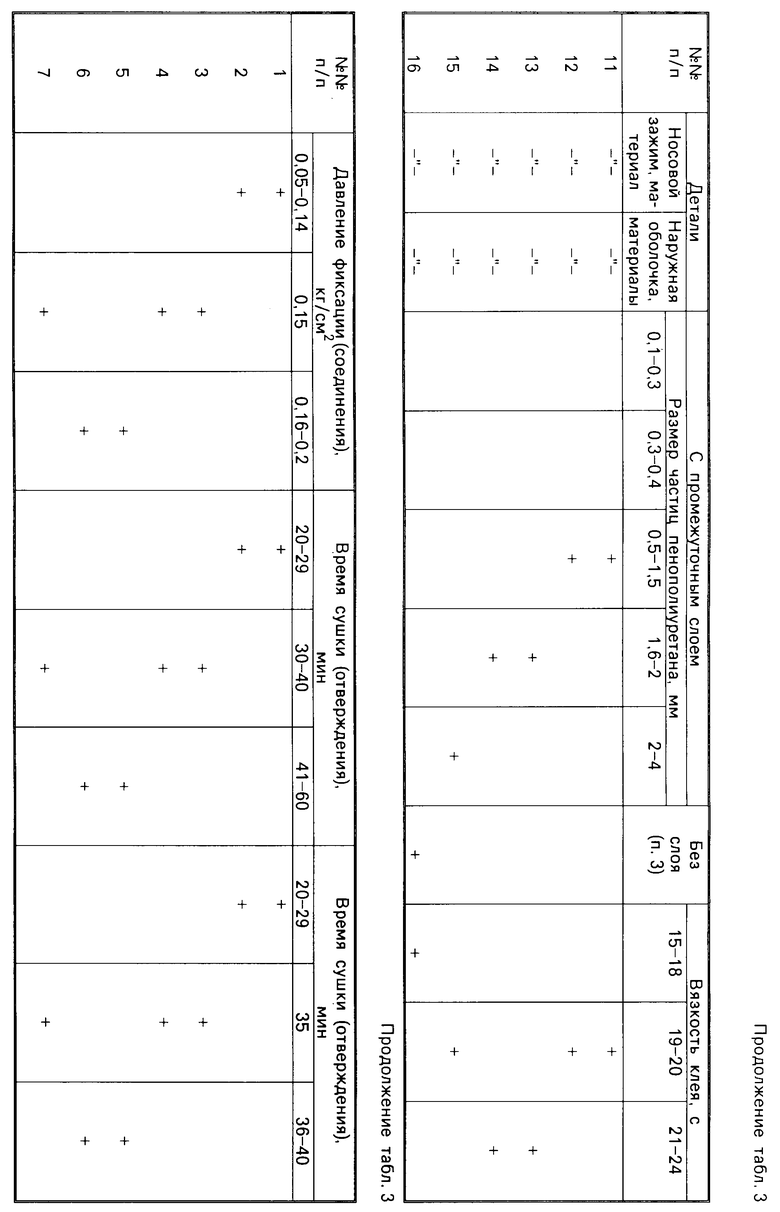
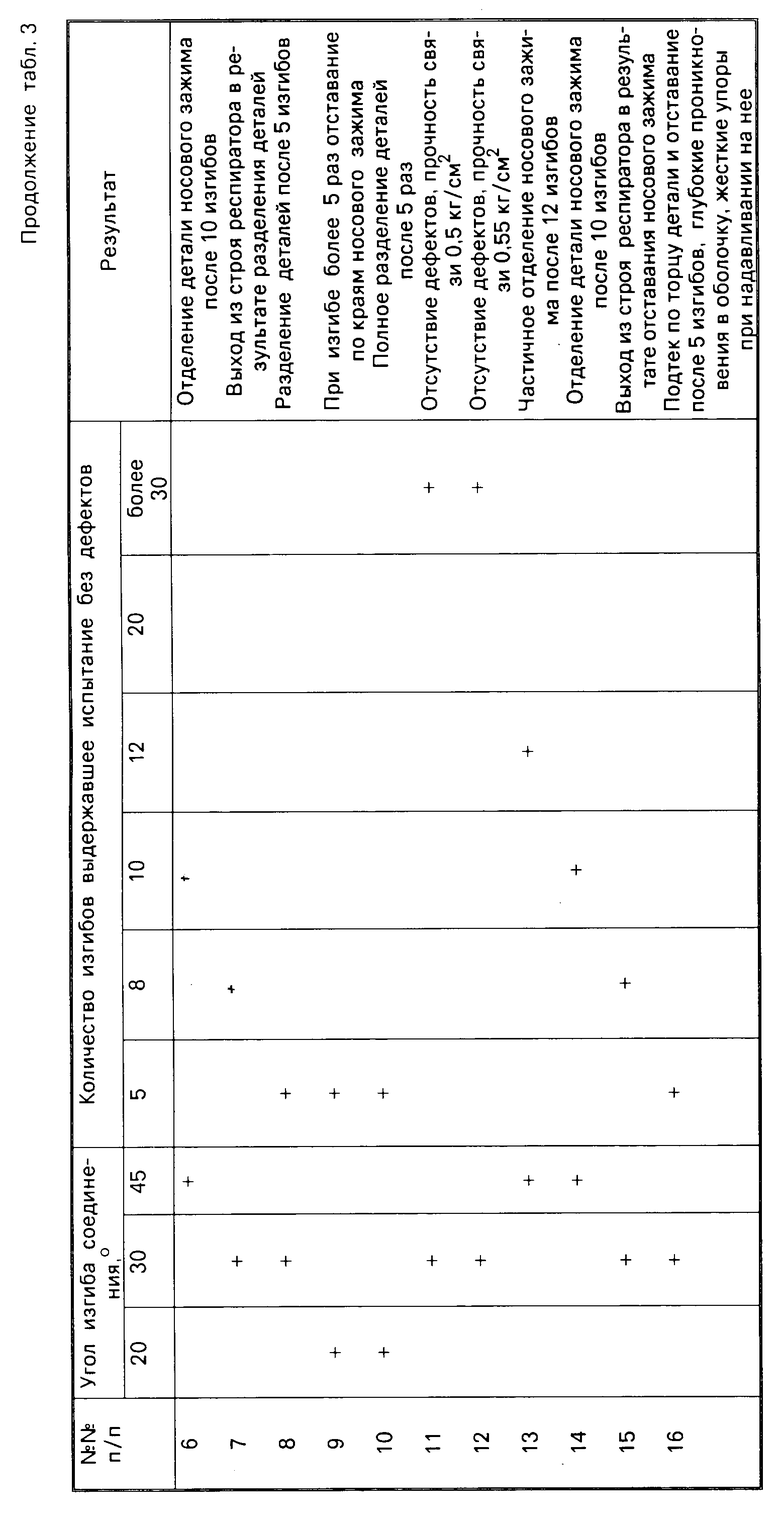
Применение промежуточного слоя 3 предотвращает проникновение клея в сборку респиратора при фиксировании (механическим сдавливанием) склеиваемых деталей, что могло бы привести к выходу из строя сборки респиратора. Кроме того, клейщику и сборщику изделий требуется нанести клей только на одну деталь и только один слой, т.е. количество технологических операций сокращается и повышается производительность труда на 6,2%, что особенно важно при массовом производстве с применением конвейерной сборки респираторов. Наконец, промежуточный слой измельченных частиц пенополиуретана придает соединению деталей большую гибкость, в результате чего даже при многократных изгибах носового зажима отрыва носового зажима не происходит, что обеспечивает хорошую герметичность (обтюрацию) прилегания респиратора в области носа, а также прочность связи не менее 0,3 кг/см2. Результаты испытания режимов приведены в табл. 1 и 2, и, как видно из результатов, что наилучшие показатели по выдержке количества изгибов обеспечено в опытах 3, 4, 11 и 12, что подтверждает принятые пределы по технологии склеивания, подготовке листа, сушке соединения и выбора размеров частиц пенополиуретана и клея.
Таким образом, предложенный способ склеивания обеспечивает надежную эксплуатацию соединения и меньшую трудоемкость изготовления, улучшает внешний вид изделия за счет отсутствия подтеков клея.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРМАНА | 1991 |
|
RU2007942C1 |
| ОБТЮРАТОР ДЛЯ РЕСПИРАТОРА ИЗ ВОЛОКНИСТЫХ ФИЛЬТРУЮЩИХ МАТЕРИАЛОВ | 1992 |
|
RU2014855C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| РЕСПИРАТОР | 1992 |
|
RU2023454C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА | 1992 |
|
RU2050935C1 |
| ПРОТИВОПЫЛЕВОЙ РЕСПИРАТОР | 1992 |
|
RU2068284C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ СКЛАДЧАТОГО ФИЛЬТРА ПРОТИВОПЫЛЕВОГО РЕСПИРАТОРА | 1992 |
|
RU2031668C1 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 1992 |
|
RU2035969C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |


Сущность изобретения: при склеивании деталей из алюминиевых сплавов с пенополиуретаном или нетканым материалом на склеиваемые поверхности наносят клей, затем на клей наносят частицы пенополиуретана размером 0,5-1,5 мм, сушат 2 ч при 45-60°С и при влажности 70-90%, затем наносят клей, выдерживают 15-30 с, фиксируют с уд.давлением 0,15 кг/см2 , после чего сушат инфракрасным излучением с длиной волны 2 мкм - 0,5 мм при 30-40°С в течение 30 мин. 1 табл.. 2 ил.
СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ПЕНОПОЛИУРЕТАНОМ ИЛИ НЕТКАНЫМ МАТЕРИАЛОМ путем нанесения на склеиваемую поверхность клея и последующей фиксации склеиваемых деталей, отличающийся тем, что непосредственно после нанесения клея наносят частицы пенополиуретана размером 0,5 - 1,5 мм, сушат 2 ч при температуре 45 - 60oС и при влажности 70 - 90%, затем наносят клей, выдерживают 15 - 30 с, а фиксацию проводят с удельным давлением 0,15 кг/см2, после чего сушат инфракрасным излучением с длиной волны 2 мкм - 0,5 мм при 30 - 40oС в течение 30 мин.
| Способ крепления фенольно-формальдегидного пенопласта к алюминию | 1980 |
|
SU939519A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| ПРИБОР ДЛЯ ОТБИРАНИЯ ПРОБ ЖИДКОСТИ | 1922 |
|
SU616A1 |
