Изобретение относится к бесконечной конвейерной ленте для установки обработки воздухом, в которой конвейерная лента по части длины проходит по винтовой траектории и состоит из основы, включающей поперечные стержни, и проволочной сетки, а также боковых пластин, попарно жестко соединенных с двумя стержнями и образующих таким образом вместе с этими стержнями звено, подвижное по отношению к соседним звеньям по двум осям, перпендикулярным к продольной оси ленты и расположенным одна в плоскости основы и другая - перпендикулярно к ней.
Известны самоскладывающиеся конвейерные ленты, в которых боковые пластины служат также прокладками, верхняя кромка которых приспособлена для того, чтобы входить в нижнюю кромку налегающего витка конвейерной ленты и служить опорой для этого витка.
В известных конвейерных лентах проволочная сетка, образующая часть основы, состоит из зигзагообразных проволок, каждая из которых обвивает два соседние стержня, причем каждый из них обвивается двумя такими проволоками [1,2].
Когда известная по конструкции лента проходит по кривой вокруг оси, перпендикулярной как к продольной оси ленты, так и к плоскости основы, зигзагообразные проволоки входят друг в друга, причем степень такого вхождения возрастает по мере приближения к внутренней стороне кривой. Это ведет к уменьшению направляющего эффекта стержней для зигзагообразных проволок, так что зигзагообразные проволоки более не образуют полностью плоской опорной поверхности для продуктов, перемещаемых с целью обработки воздухом, такой как охлаждение, нагрев или сушка.
Неудобство в процессе изготовления таких лент, а также при сборке лент заключается в том, что зигзагообразные проволоки должны быть разными по конструкции в зависимости от того, обвивают ли они два стержня, принадлежащие к одному звену, или два стержня, принадлежащие к различным звеньям.
Целью изобретения является создание конвейерной ленты, в которой проволочная сетка состоит из зигзагообразных проволок одного типа, которые образуют полностью плоскую опорную поверхность и при продвижении по кривой.
Цель достигается за счет того, что проволочная сетка состоит из зигзагообразных проволок, каждая из которых обвивает не только два стержня одного звена, но и также один стержень соседнего звена. Таким образом каждый второй стержень конвейерной ленты обвивается двумя проволоками, в то время как остальные стержни обвиваются только одной проволокой. Растяжение зигзагообразных проволок в продольном направлении ленты в значительной степени соответствует относительному сдвигу двух последовательно расположенных проволок в продольном направлении ленты.
Кроме того, концы каждой проволоки могут быть закреплены на одном из двух стержней соответствующего звена.
Наиболее оптимальным является вариант, при котором концы каждой проволоки закрепляются на центральном из трех стержней, обвитых указанной проволокой.
В целях дальнейшего направления проволок каждая проволока может между своими концами и по меньшей мере в одной точке быть прикреплена к одному из двух стержней связанного звена.
В качестве преимущества можно указать на то, что конвейерная лента может иметь боковые пластины, налегающие друг на друга. Точнее, каждая боковая пластина имеет секцию, которая налегает на соответствующую боковую пластину соседнего звена и имеет удлиненное отверстие, через которое проходит один из стержней соседнего звена.
Изобретение может быть применено как к самоскладывающимся, так и не самоскладывающимся лентам. В первом случае боковые пластины звеньев могут служить прокладками, верхняя кромка которых приспособлена для того, чтобы служить опорой для звеньев налегающего витка на винтовой части траектории конвейерной ленты.
Как и в упомянутых выше известных конструкциях конвейерных лент, зигзагообразные проволоки в конвейерной ленте, являющейся предметом настоящего изобретения служат только для образования поддерживающей продукцию поверхности и не воспринимает натяжения ленты, вызванного тянущим усилием, приложенным к ленте. Вместо этого тянущее усилие воспринимается через боковые пластины по крайней мере на одной стороне ленты.
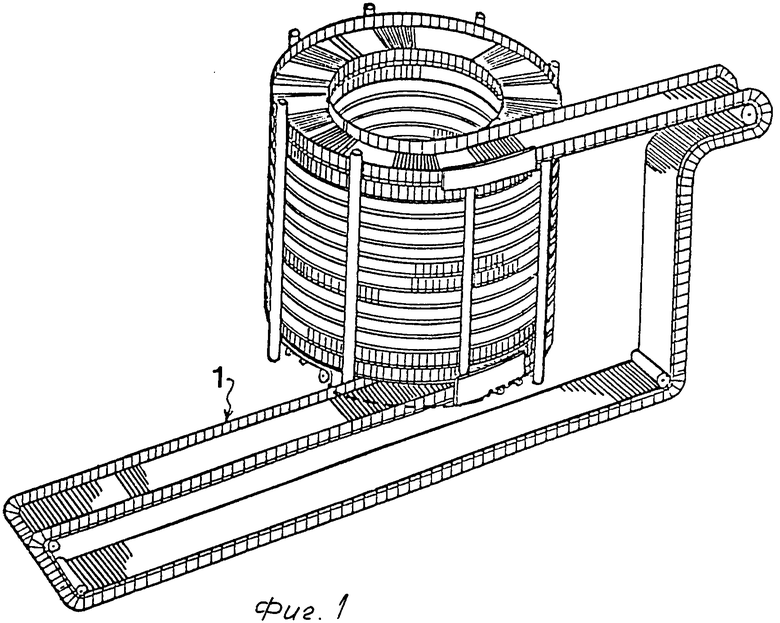
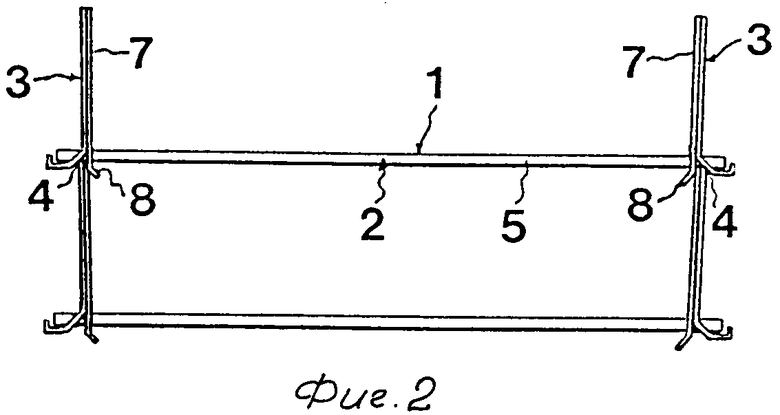
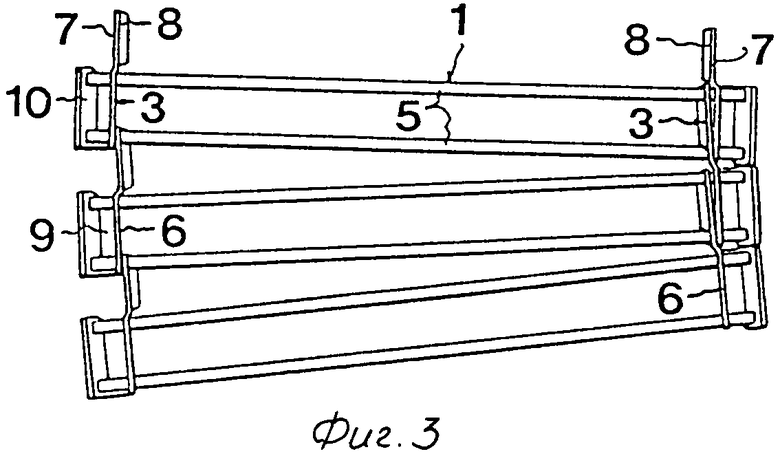
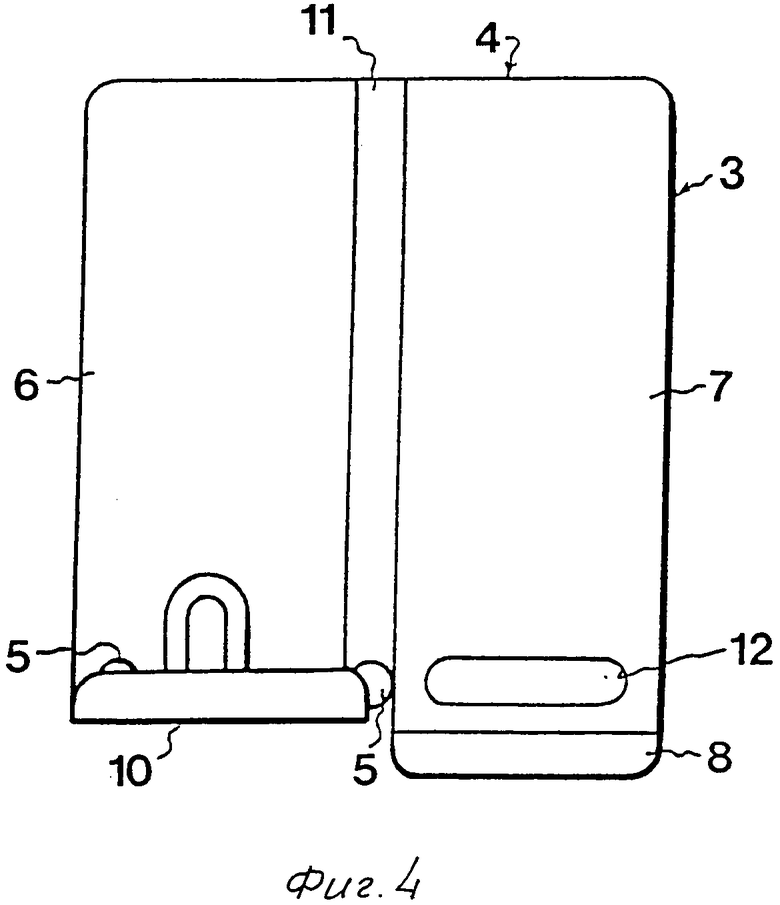
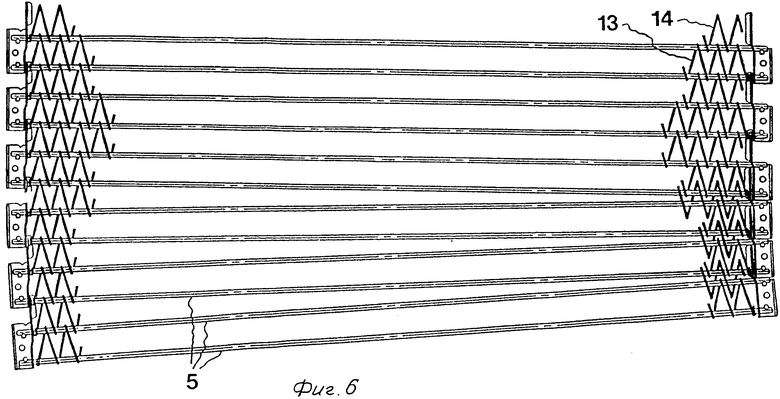
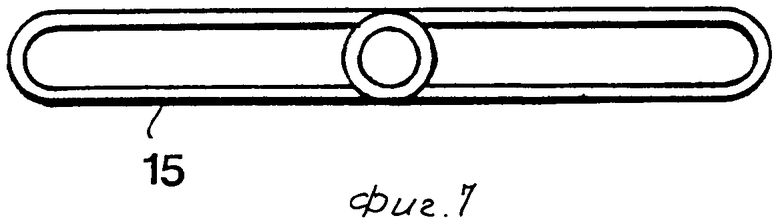
На фиг.1 показан ленточный конвейер на установке обработки воздухом пищевых продуктов; на фиг.2 - звенья ленты в двух витках, поперечное сечение; на фиг.3 - то же, вид сверху на часть конвейерной ленты, но без проволочной сетки; на фиг. 4 - то же вид сбоку на одну из боковых пластин конвейерной ленты; на фиг. 5,6 - проволочная сетка, вид сверху; на фиг.7 - схема формирования проволоки в проволочной сетке, вид сбоку.
Бесконечная конвейерная лента (фиг.1) предназначена для прохождения в части своей длины по винтовой траектории с рядом налагающихся друг на друга витков. Конвейерная лента 1 (фиг.2 и 3) состоит из ряда соединенных петлями и подгоняемых друг к другу звеньев, состоящих из основы 2 и боковых пластин 3, расположенных по сторонам основы и образующих две боковых поверхности конвейерной ленты 1. В показанном варианте осуществления эти боковые пластины приспособлены также для того, чтобы служить прокладками, верхняя кромка 4 которых может входить в нижнюю кромку прокладок налегающего сверху витка ленты, создавая опору для этого витка по кромке.
В показанном варианте осуществления основа 2 состоит из поперечных стержней 5, попарно жестко соединенных с двумя боковыми пластинами 3. Стержни 5 снабжены проволочной сеткой, служащей опорной поверхностью для продукции, подвергаемой обработке воздухом, допуская относительное смещение звеньев в продольном направлении ленты, а также относительное вращение звеньев вокруг двух осей, перпендикулярных к продольной оси ленты и расположенных одна - в плоскости основы 2 и другая - перпендикулярной к ней.
Таким образом, боковые пластины 3 в части 6 своей длины жестко соединены с продольными краями основы 2 путем жесткого соединения боковых пластин с двумя стержнями 5, находящимися на некотором расстоянии друг от друга по продольной оси ленты 1. Оставшаяся часть 7 боковых пластин 3, выдвинутая в направлении продольной оси ленты за два стержня 5, является подвижной по отношению к основе 2 и снабжена загнутым вниз и внутрь фланцем 8. Фланцы 8 последовательно расположенных боковых пластин 3 образуют внутренние буртики, которые заходят с внутренней стороны верхней кромки 4 боковых пластин 3 расположенного ниже витка ленты. Нижняя кромка 9 части 6 загнута вниз и наружу, сливаясь с загнутой далее наружу часть 10, расположенной в значительной степени перпендикулярно к боковым пластинам 3. Таким образом загнутые части последовательно расположенных боковых пластин 3 образуют наружные буртики 3, которые заходят с внешней стороны верхней кромки 4 боковых пластине 3 расположенного ниже витка ленты. Таким образом верхняя кромка 4 положительно направляется в горизонтальном направлении между противоположными буртиками, образуемыми фланцами 8 и загнутыми кромками 9, чередующимися по продольной оси ленты.
Часть 6 (фиг. 4) каждой боковой пластины 3 является через переходный участок 11 слегла смещенной в боковом направлении по отношению к подвижной части 7, причем часть 6 налегает с внешней стоpоны на часть 7 соседней боковой пластины 3. Более того, часть 7 снабжена удлиненным отверстие 12, в которое входит стержень 5 из прилегающей боковой пластины 3 и который облегчает регулирование положения звеньев по отношению друг к другу к продольной оси ленты, например, в случаях, когда лента идет по кривой в плоскости основы 2.
На фиг.5 показан конвейерная лента конструкцией проволочной сети, состоящей из проволок 13,14 двух типов, которые обернуты зигзагообразно вокруг соседних стержней 5. Одна проволока 13 обвивает два стержня 5 одного и того же звена и своими концами прочно прикреплена к одному или другому стержню 5. Таким образом проволока этого типа жестко закреплена на одном звене. Другая проволока 14 обвивает два стержня 5, относящиеся каждый к разным соседним звеньям. Одним концом проволока 14 неподвижно соединена с одним стержнем 5, в то время как другой ее конец является подвижным по отношению к любому из обернутых стержней 5. Это ведет к уменьшению направляющего эффекта, который стержни 5 оказывают на проволоку второго типа, и эта проволока может из-за этого на участке, прилегающем к внутренней стороне кривой, наклониться по отношению к плоскости основы 2, так что не будет обеспечена нужная плоскостность поверхности, на которой лежит продукция.
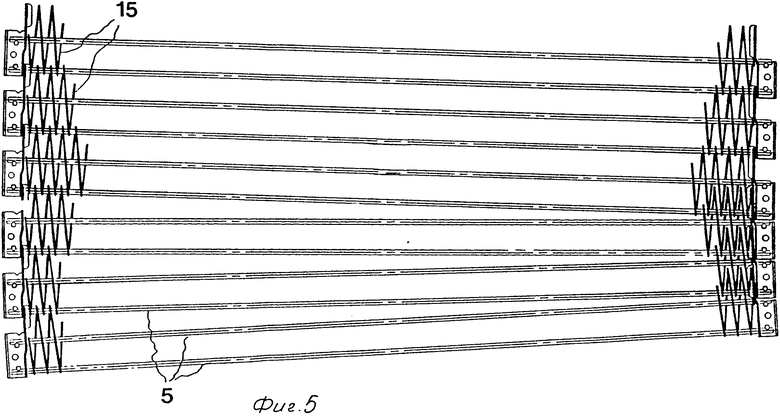
На фиг. 6 показан конвейерная лента, снабженная проволочной сеткой, состоящей из одинаковых зигзагообразных проволок 15. Каждая проволока 15 (фиг. 6) охватывает не только два стержня определенного звена, но и рядом расположенный стержень 5 соседнего звена. Зигзагообразные проволоки 15 могут быть также определены как плоская спираль, чья наибольшая ширина приблизительно соответствует двум расстояниям между стержнями 5 и чья наименьшая ширина приблизительно соответствует диаметру стержня 5.
По концам каждая проволока 15 прочно закреплена на среднем стержне 5 из трех стержней 5, которые обвивает указанная проволока. Это достигается за счет того, что концы проволоки 15 делают полный оборот вокруг центрального стержня 5 (фиг. 7). Возможной альтернативой является жесткое соединение каждой проволоки 15 с другим стержнем соответствующего звена. Кроме того, каждая проволока 15 может между своими концами по меньшей мере в одной точке быть прикреплена к одному из двух стержней единого звена.
Крепление проволок 15 к стержням 5 может быть еще более упрочнено, если стержни 5 снабжены по окружности канавками,в которые загнуты концы проволоки. Такие канавки или защитные утолщения на стержнях не допускают скольжения концов проволоки по стержням 5.
Как видно на правой стороне фиг.6, где показана внутренняя сторона кривой, каждая проволока 15 будет все время направляться двумя стержнями 5 собственного звена, когда звенья смещаются по отношению друг к другу вдоль продольной оси ленты. В результате основа 2 конвейерной ленты 1 все время будет представлять собой достаточно плоскую опорную поверхность для продуктов, перемещаемых на конвейерной ленте 1, что означает, что проволочная сетка не вдавливается в перемещаемые продукты и отсутствует риск прилипания продукции к проволочной сетке.
Таким образом проволочная сетка обеспечивает более плоскую опорную поверхность конвейерной ленты и менее дорогостоящая в изготовлении, поскольку состоит из проволоки одного типа, что облегчает сборку конвейерной ленты.
Изобретение не ограничивается самоскладывающимися конвейерными лентами или показанным вариантом изготовления боковых пластин 3. Более того, каждая проволока 15 может быть разделена на несколько частей, каждая из которых охватывает только часть ширины ленты 1.
Изобретение относится к бесконечной конвейерной ленте для установок по обработке транспортируемого груза воздухом. Сущность изобретения: бесконечная конвейерная лента содержит расположенную по винтовой траектории основу из поперечных стержней и попарно жестко соединенные с двумя стержнями с образованием звена боковые пластины. Смежные звенья установлены с возможностью перемещения по двум перпендикулярным к продольной оси ленты осям, одна из которых расположена в плоскости основы, а другая - перпендикулярно к ней. Два стержня одного звена и один из стержней смежного с ним звена обвиты посредством зигзагообразных проволок с образованием проволочной сетки. 5 з. п.ф-лы, 7 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
