Изобретение относится к обработке стеклоизделий, а именно к способам резки полых стеклоизделий.
Наиболее близким по технической сущности и достигаемому результату является способ резки полых стеклоизделий, заключающийся в разогреве линии разреза вращающегося стеклоизделия и отделении удаляемой части посредством двух тепловых источников, одним из которых является сфокусированный луч СО2-лазера [1]. По этому способу место разделения нагревают газовой горелкой до температуры, превышающей температуру размягчения стекла, отделяемую часть удаляют на некоторое расстояние от первоначального положения в аксиальном направлении, в результате чего поперечное сечение в месте разделения уменьшается, затем осуществляют нагрев места разделения с помощью сфокусированного луча СО2-лазера до температуры испарения стекла.
Недостатком данного способа является низкое качество резки стекла, так как в процессе испарения образуется мелкая взвесь SiO2, которая осаждается на нагретую поверхность стеклоизделия и которую невозможно удалить. Для получения округлой формы заданного блеска требуется дополнительный нагрев отрезанного края газовой горелкой до температуры плавления. Кроме того, необходимость нагрева линии разделения сфокусированным лучом СО2-лазера до температуры испарения стекла требует использование луча лазера относительно большой мощности.
Целью изобретения является повышение качества резки при одновременном повышении производительности резки стеклоизделия.
Цель достигается тем, что в способе резки полых стеклоизделий, заключающемся в разогреве линии разделения вращающегося стеклоизделия и отделении удаляемой части посредством двух тепловых источников, одним из которых является сфокусированный луч СО2-лазера, разогрев линии разделения осуществляется сфокусированным лучом СО2-лазера до температуры, превышающей температуру размягчения стекла, но меньшей температуры испарения, дополнительный разогрев осуществляют вторым тепловым источником вдоль всей линии разделения кроме области фокусировки, а отделение удаляемой части осуществляют при суммарной температуре обоих тепловых источников, не превышающей температуры стеклования, и при образовании сквозной трещины.
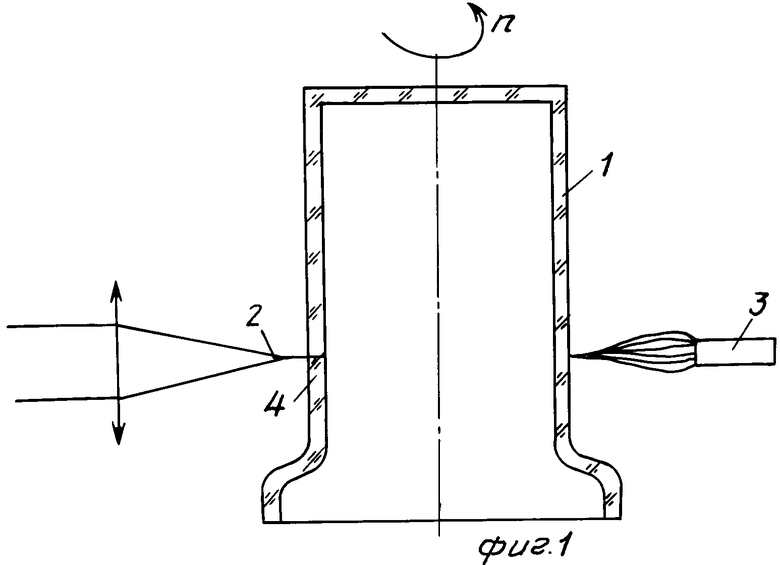
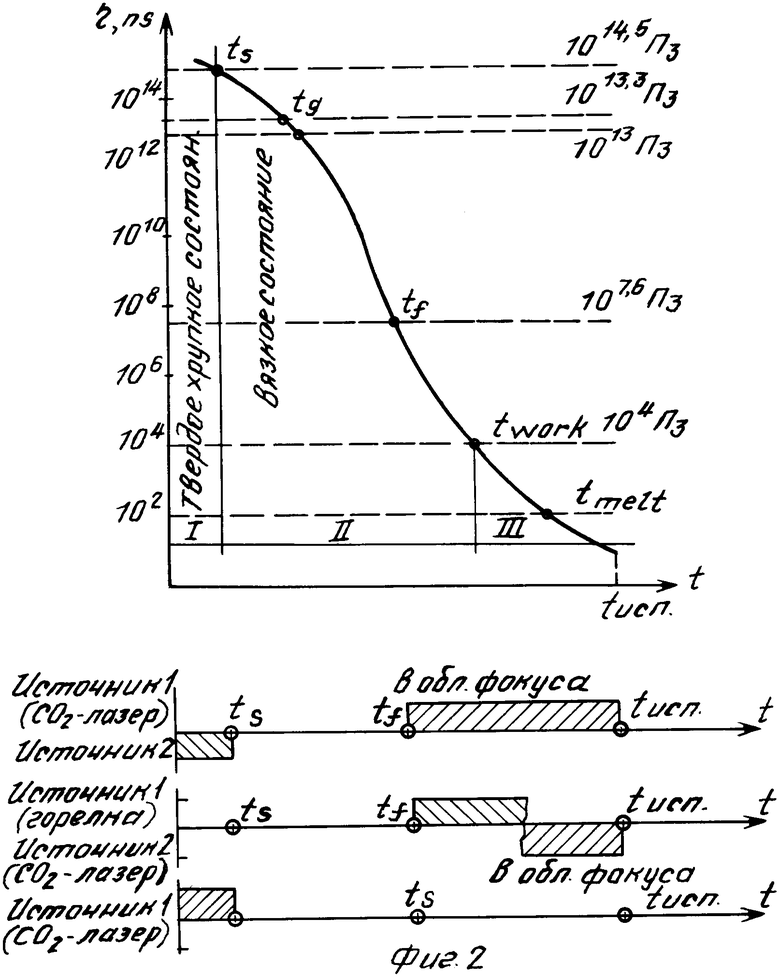
На фиг.1 приведен пример реализации способа резки полых стеклоизделий; на фиг.2 - диаграмма зависимости вязкости стекла от температуры.
Предложенный способ резки полых стеклоизделий реализуют следующим образом.
Для нагрева линии разделения вращающегося стеклоизделия 1 используются два тепловых источника. В качестве одного из тепловых источников используется сфокусированный луч 2 СО2-лазера, в качестве другого - любой тепловой источник, например газовая горелка 3. Нагрев сфокусированным лучом 2 СО2-лазера осуществляется до температуры, превышающей температуру размягчения стекла tf (фиг.2), но меньшей температуры испарения tисп. (фиг.2). Эта температура может достигаться за один или несколько оборотов стеклоизделия.
После ухода очередных точек линии 4 разделения из области фокусировки лазерного луча температура этих точек понижается до значений меньших температуры трансформации. В области линии разделения происходит образование концентратора напряжений, представляющего собой мелкую сетку продольных и поперечных трещин глубиной по 2 мкм и шириной, равной ширине области нагрева до температуры размягчения стекла, т.е. обеспечивается результат, эквивалентный нанесению риски. Нагрев линии разделения вторым тепловым источником осуществляется таким образом, что температура вдоль всей линии разделения, кроме области фокусировки, от действия обоих тепловых источников не превышает температуру стеклования стекла. При совокупном воздействии двух тепловых источников вблизи внешней поверхности изделия образуются такие растягивающие напряжения, которые вызывают образование сквозной трещины из концентратора напряжений.
При осуществлении способа резки полого стеклоизделия в качестве последнего было использовано выдувное стеклоизделие из натрий-калий-силикатного стекла диаметром 110 мм и толщиной стенки 1-1,1 мм, которое закреплялось в патроне установки МОС-5 и подавалось в зону обработки. Сначала нагрев линии разделения осуществлялся пламенем газовой горелки до температур, меньших температуры стеклования, например до 250-300oC. Затем линия разделения нагревалась сфокусированным лучом СО2-лазера, например, ИЛГН-704, мощностью около 30-40 Вт. При температуре в области фокусировки лазерного излучения, превышающей температуру размягчения стекла на 20-150oC, вдоль линии разделения образуется область продольных и поперечных микротрещин около 10-20 мкм. В результате концентрации растягивающих напряжений, возникших в вышеуказанной области от нагрева газовой горелки и сфокусированным лучом СО2-лазера, расположенные вдоль окружности микротрещины объединяются и прорастают в сквозную окружную трещину. Отрезаемая часть отваливается от стеклоизделия. Использование сфокусированного луча СО2-лазера мощностью 30-40 Вт (ИЛГН-704) вместо СО2-лазера мощностью 90-100 Вт (ИЛГН-709) позволило уменьшить затраты на оборудование в 2-2,5 раза, повысить качество резки и производительность в целом.
Использование же сфокусированного луча СО2-лазера относительно низкой мощности является результатом предложенных в данном способе режимов осуществления резки, а именно выбор температуры разогрева линии разделения, превышающей температуру размягчения стекла, но меньшей температуры испарения стекла tисп - первым тепловым источником - сфокусированным лучом СО2-лазера, а также выбор суммарной температуры от обоих тепловых источников, не превышающей температуры стеклования стекла.
Предложенный способ резки полых стеклоизделий позволяет использовать нагрев линии разделения вращающегося стеклоизделия как одновременно с помощью двух тепловых источников, одним из которых является сфокусированный луч СО2-лазера, либо последовательно нагревая линию разделения сначала одним тепловым источником, затем другим.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ | 1991 |
|
RU2015118C1 |
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК СТЕКЛОИЗДЕЛИЙ | 2013 |
|
RU2543222C1 |
| СПОСОБ ОБРАБОТКИ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ И ЛАЗЕРНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2719862C1 |
| Способ резки стеклянных трубок и устройство для его осуществления | 1989 |
|
SU1784596A1 |
| Способ соединения стеклоизделий, преимущественно колбы с ножкой | 1991 |
|
SU1827365A1 |
| СТЕКЛОИЗДЕЛИЕ С ЭЛЕКТРООБОГРЕВАЕМОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2540174C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
Изобретение относится к обработке стеклоизделий. Сущность изобретения: предварительный нагрев осуществляют вдоль всей линии разделения полого стеклоизделия. Разогрев сфокусированным лучом CO2 лазера ведут до температуры, превышающей температуру размягчения стекла, но меньшей температуры его испарения, дополнительный разогрев осуществляют вторым тепловым источником до температуры, не превышающей температуры стеклования стекла. 2 ил.
СПОСОБ РЕЗКИ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ путем предварительного нагрева линии реза вращающегося стеклоизделия газовой горелкой до температуры, превышающей температуру размягчения стекла, и последующего нагрева сфокусированным лучом СО2-лазера, отличающийся тем, что, с целью повышения качества резки при одновременном повышении производительности резки, предварительный нагрев осуществляют вдоль всей линии разделения до температуры, не превышающей температуру стеклования стекла ts, а разогрев сфокусированным лучом СО2-лазера ведут до температуры, превышающей температуры размягчения стекла, но меньшей температуры его испарения.
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
