Изобретение относится к промышленности строительства и строительных материалов, в частности к стекольному производству, к лазерной резке полых стеклоизделий.
Наиболее близким по технической сущности и достигаемому результату является способ резки полых стеклоизделий, заключающийся в разогреве линии разделения сфокусированным лучом СО2-лазера постоянной мощности при вращении стеклоизделия относительно последнего, при этом скорость вращения резки изменяют в течение трех равных периодов, а именно, во втором периоде скорость вращения снижают в 1,5-3 раза относительно скорости вращения в первом и третьем периодах [1].
Данный способ резки стеклоизделия обеспечивает повышение годных изделий, но при этом имеет место низкое качество резки полых стеклоизделий (особенно тонкостенных) в связи с тем, что при нагреве на первом этапе будет накапливаться избыточная энергия упругой деформации, высвобождение которой при образовании сквозной разделяющей трещины приведет к волнистости края реза. Другим недостатком данного способа является относительно низкая производительность процесса резки.
Целью изобретения является повышение качества резки и повышение производительности процесса резки.
Цель достигается тем, что в способе резки полых стеклоизделий, заключающемся в разогреве линии разделения вращающегося стеклоизделия сфокусированным лучом CО2-лазера постоянной мощности, изменении скорости вращения стеклоизделия, отделении удаляемой части стеклоизделия, осуществляют разогрев линии разделения вращающегося стеклоизделия со скоростью n1 сфокусированным лучом СО2 до максимальной температуры Тнагр. большей температуры размягчения стекла Тf. Но меньшей или равной температуре испарения Тисп (Тf < < Тнагр ≅ Тисп), а отделение удаляемой части стеклоизделия осуществляют в результате образования сквозных трещин при увеличении скорости вращения стеклоизделия до n2(n2>n1) и разогреве линии разделения стеклоизделия до максимальной температуры нагрева Тнагр, меньшей температуры стеклования (Тнагр < Тs).
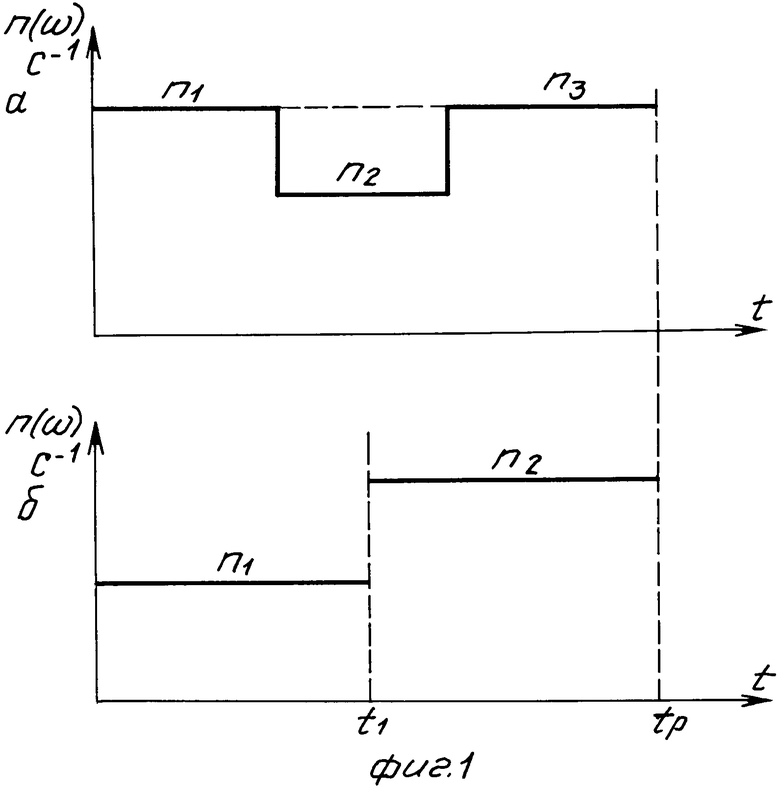
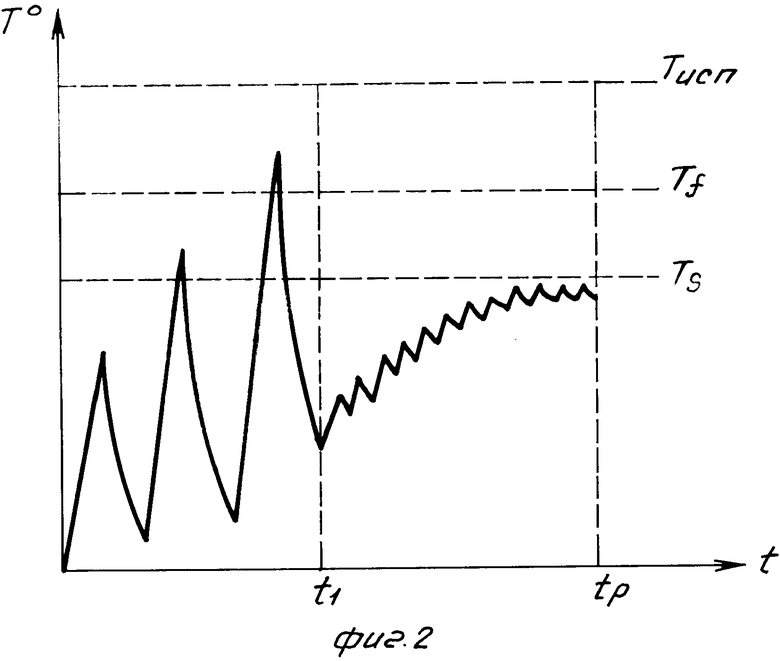
На фиг.1 показан график зависимости скорости вращения стеклоизделия от времени (для сравнения приведены эти данные и для прототипа); на фиг.2 - график зависимости максимальной температуры нагрева в области фокусировки от времени нагрева.
Способ резки полых стеклоизделий осуществляют следующим образом.
Линия разделения вращающегося со скоростью n1 стеклоизделия нагревается сфокусированным лучом СО2-лазера. После нескольких оборотов (по крайней мере одного) стеклоизделия максимальная температура нагрева в момент нахождения точки линии разделения в области фокусировки повышается до значений, больших значений температуры размягчения Тf, но меньших или равных значениям температуры испарения Тисп.
При вращении стеклоизделия со скоростью n1 точки линии разделения, находящиеся в области нагрева, т. е. под действием сфокусированного луча СО2-лазера, меняются (по поверхности линии разделения). При уходе точки из области нагрева (действия сфокусированного луча СО2-лазера) температура нагрева в ней понижается до значений, меньший значений температуры стеклования Тs (фиг.2 t...<t1). В результате такого термического воздействия по линии разделения стеклоизделия происходит образование концентрата напряжений, представляющего собой мелкую сетку продольных и поперечных трещин глубиной 10-20 мкм и шириной, равной ширине области нагрева до максимальных температур, равных температуре размягчения стекла Тf.
После этого скорость вращения стеклоизделия повышается до значения n2, что обеспечивает максимальную температуру нагрева в момент нахождения соответствующей точки линии разделения в области нагрева сфокусированным лучом СО2-лазера по значению, меньшему значению температуры стеклования Тs (фиг. 2t. . .>t1). В результате нагрева в области линии разделения стеклоизделия, находящегося в твердом хрупком состоянии, образуются растягивающие напряжения, которые концентрируясь в области образовавшихся поперечных и продольных трещин, приводят к появлению сквозной трещины вдоль линии разделения.
В результате появления сквозной трещины вдоль всей линии разделения происходит отделение удаляемой части.
П р и м е р. В качестве полого стеклоизделия было использовано выдувное стеклоизделие из термостойкого боросиликатного стекла диаметром 65 мм и толщиной стенки 1,0-1,2 мм, которое закреплялось в патроне установки МOC-1 (5) и подавалось в зону обработки. Вначале скорость вращения стеклоизделия составляла n1 = 1 об/с. В течение 2 с осуществлялся нагрев линии разделения сфокусированным лучом СО2-лазера ИЛГН-709 (5) мощностью Р = 100 Вт, при этом температура нагрева вдоль линии разделения достигла значения температуры испарения Тисп. = 2590oC. По истечении второй секунды нагрева вдоль линии разделения образовалась область продольных и поперечных микротрещин глубиной 10-20 мкм. На третьей секунде после начала нагрева резко повысилась скорость вращения до 8 об/с, т.е. n2 = 8 об/с, а максимальная температура нагрева не превышала значения температуры стеклования Тs = 551oС, и поэтому стекло находится в твердом хрупком состоянии.
На четвертой секунде после начала нагрева вблизи линии разделения стеклоизделия возникают растягивающие напряжения, которые концентрируясь на поверхности стеклоизделия в области образовавшихся продольных и поперечных трещин, приводят к появлению сквозной трещины, и отделяемая часть под действием силы тяжести отпадает, при этом волнистость края реза отсутствует, т. е. края реза относительно ровные, что свидетельствует об относительно высоком качестве резки.
Наличие концентратора напряжений облегчает образование сквозной трещины, так как требуемый для этого уровень растягивающих напряжений в 5-10 раз меньше предела прочности стекла на растяжение σвр. Повышение скорости вращения до значения n2 = 8 об/с позволяет развиваться трещине в сквозную в условиях, когда стекло твердое и хрупкое и энергия расходуется лишь на образование новой поверхности.
Вследствие этого в стеклоизделии запасается меньше упругой энергии деформации, что препятствует отклонению образующейся сквозной трещины от линии разделения, в связи с чем и повышается качество резки.
Таким образом изменение скорости вращения стеклоизделия приводит к улучшению качества резки, а непараллельность плоскости реза к плоскости дна стеклоизделия уменьшается до 0,5 мм (в 3-4 раза меньше, чем при других способах резки стеклоизделий), производительность процесса резки увеличивается в 1,5-2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ | 1991 |
|
RU2015119C1 |
| СПОСОБ ОБРАБОТКИ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ И ЛАЗЕРНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2719862C1 |
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК СТЕКЛОИЗДЕЛИЙ | 2013 |
|
RU2543222C1 |
| Способ соединения стеклоизделий, преимущественно колбы с ножкой | 1991 |
|
SU1827365A1 |
| СТЕКЛОИЗДЕЛИЕ С ЭЛЕКТРООБОГРЕВАЕМОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2540174C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2494051C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2007 |
|
RU2371397C2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| Способ заварки ножек электровакуумных приборов | 1990 |
|
SU1715719A1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
Изобретение относится к стекольноу производству, к лазерной резке полых стеклоизделий. Сущность изобретения: линию разделения вращающегося стеклоизделия нагревают сфокусированным лучом CO2 лазера до температуры, большей температуры размягчения стекла, но меньшей или равной температуре испарения. Затем увеличивают скорость вращения стеклоизделия и ведут разогрев линии разделения стеклоизделия до температуры, меньшей температуры стеклования. 2 ил.
СПОСОБ РЕЗКИ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ путем разогрева линии разделения вращающегося стеклоизделия сфокусированным лучом СО2-лазера постоянной мощности, изменения скорости вращения стеклоизделия, отделения удаляемой части от стеклоизделия, отличающийся тем, что, с целью повышения качества резки и производительности процесса резки, разогрев линии разделения сфокусированным лучом СО2-лазера ведут до температуры, большей температуры размягчения стекла, но меньшей или равной температуре испарения, затем увеличивают скорость вращения стеклоизделия и ведут разогрев линии разделения стеклоизделия до температуры, меньшей температуры стеклования.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1203840, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
