Изобретение относится к гальванической обработке изделий, в частности к устройствам для нанесения хромовых покрытий на мелкие изделия, и может использоваться для электролитического полирования, снятия заусенцев и т.д.
Наиболее близким к предлагаемому является устройство для хромирования мелких изделий, содержащее емкость-катод, анод и привод вращения, при этом емкость выполнена из нескольких усеченных конусов с разными углами наклона образующих и снабжена жестко закрепленным с анодом, при этом емкость выполнена из токопроводящего материала, а ее верхняя и нижняя части перфорированы.
Недостатком этого устройства является сравнительно низкая производительность, что связано с необходимостью больших затрат времени как на вспомогательные операции, например выгрузки деталей, разъемом емкости, так и недостаточной интенсивностью процесса обмена электролита. Изменение концентрации продуктов распада осуществляется в устройстве только механическим перемешиванием при вращении. Непроизводительны затраты времени и на остановку привода вращения емкости для обеспечения ссыпки деталей, распределенных по стенкам за счет центробежных сил, на дно емкости. Высыпать через горловину мешает анод в центральной полости. Недостатком используемого механического перемешивания в данном устройстве является и геометрическая форма конусных перфорированных поверхностей, которая обтекаемая.
Односторонность расположения анода в центре полости обусловливает одностороннее покрытие в циклах между ссыпками деталей. Это создает неравномерность покрытия по окончании процесса, чему способствует также недостаточно равномерный контакт в группе деталей с конусной поверхностью емкости: имеют место преимущественные перемещения деталей по окружности при вращении с нарушением электрического контакта некоторых из них и самозачистка деталей неоднородна.
Рассматриваемая конструкция представляет повышенную экологическую опасность, т. к. если снабдить стационарную емкость с электролитом сеткой электрической защиты от утечки ионизированных паров электролита, то действие ее не будет достаточно эффективным, так как большая часть электролита в такой конструкции окажется экранированной от ионизирующего излучения кронштейном, на котором крепится корпус подшипников и привод.
Вертикальное расположение емкости загрузки деталей недостаточно технологично с точки зрения ионизации паров электролита и операций загрузки-выгрузки.
Нетехнологичность конструкции состоит не только в том, что операции загрузки-выгрузки являются ручными операциями, необходимо применение защитных средств, но и в том, что последующая промывка деталей не совмещена в одном технологическом цикле.
Указанные недостатки обусловливают недостаточно широкие функциональные возможности устройств.
Существенным недостатком устройства является отсутствие очистки электролита от продуктов распада, образующихся в процессе электролиза. Это возможно осуществить введением дополнительной подачи электролита и контура непрерывной очистки во время работы.
Цель изобретения - улучшение качества покрытия при возможности получения его большей толщины и расширения технологических возможностей при замкнутом технологическом цикле.
Указанная цель достигается тем, что в устройство, содержащее ванну, анод, емкость, привод вращения емкости, выполненной из нескольких усеченных конусов с разными углами наклона образующих, снабженной полым валом с размещенным внутри него токопроводящим элементом, соединенным с анодом, при этом емкость выполнена из токопроводящего материала, а ее верхняя и нижняя части перфорированы, дополнительный анод из нескольких элементов, охватывающих емкость, а центральный токопроводящий элемент выполнен полым и снабжен каналом для подвода электролита под давлением к распылителю на конце анода через фильтр и установлен с возможностью осевого перемещения синхронно с токовыми периодами изменения частоты вращения емкости, дополнительно введены двойной шарнир пространственной установки емкости в рабочее положение под оптимальным углом положения оси вращения емкости в 30-60о и в поворотное положение выгрузки изделий с возможностью поворотов в ортогональных плоскостях, источник реверсирования тока для части анода центрального элемента, источник ионизации паров электролита и запорная сетка для улавливания ионизированных паров электролита, причем упомянутая сетка электрически соединена с дополнительным анодом, охватывающим емкость, при этом состыкованные конусы емкости в сечениях формируют многогранник, а в горловине выполнена полость.
В предложенном устройстве осуществляется более интенсивный процесс удаления продуктов распада электролита и сравниваются скорости образования и разрушения окисной пленки коллоидальных соединений хрома за счет разбивания струей под давлением, причем используется очищаемый фильтрами электролит по замкнутому циклу. Изменение частоты вращения привода исключает необходимость его остановки, что дает преимущество увеличения производительности:
в первом токовом периоде 10 с осуществляется процесс покрытия прижатых деталей к стенкам конусов (в сечениях многогранников), а во втором коротком периоде детали ссыпаются на дно емкости. Возможность осевого изменения положения анода в центральной полости емкости обеспечивает минимальное расстояние между деталями и анодом, что уменьшает потери времени и электроэнергии и улучшает качество покрытия.
Введение полости в горловине емкости возможно при изменяющем осевое положение аноде и это создает удобство загрузки-выгрузки, а введенный двойной шарнир создает возможность оптимального положения оси вращения емкости в рабочем состоянии и возможность пространственного перемещения деталей для промывки и выгрузки из емкости, стоящей рядом с ванной.
При этом отпадает необходимость в ручных операциях разъема емкости и применения защитных средств оператора.
Такая конструкция создает условия эффективного предотвращения утечки паров электролита освещением от источника ионизации всей поверхности электролита через сетку, выполненной откидывающейся при изменении углового положения емкости и электрически соединенной с элементами дополнительного анода, а введение второго источника тока создает эффект двустороннего формирования процесса покрытия как со стороны центрального анода, так и с внешней стороны через перфорированные стенки емкости. Применение второго источника тока с кратковременным реверсированием тока для части анода создает, кроме того, лучшие условия обновления электролита и эффект уменьшения брака от неоднородности покрытия.
Лучшему обновлению электролита вокруг деталей способствует и примененная форма емкости.
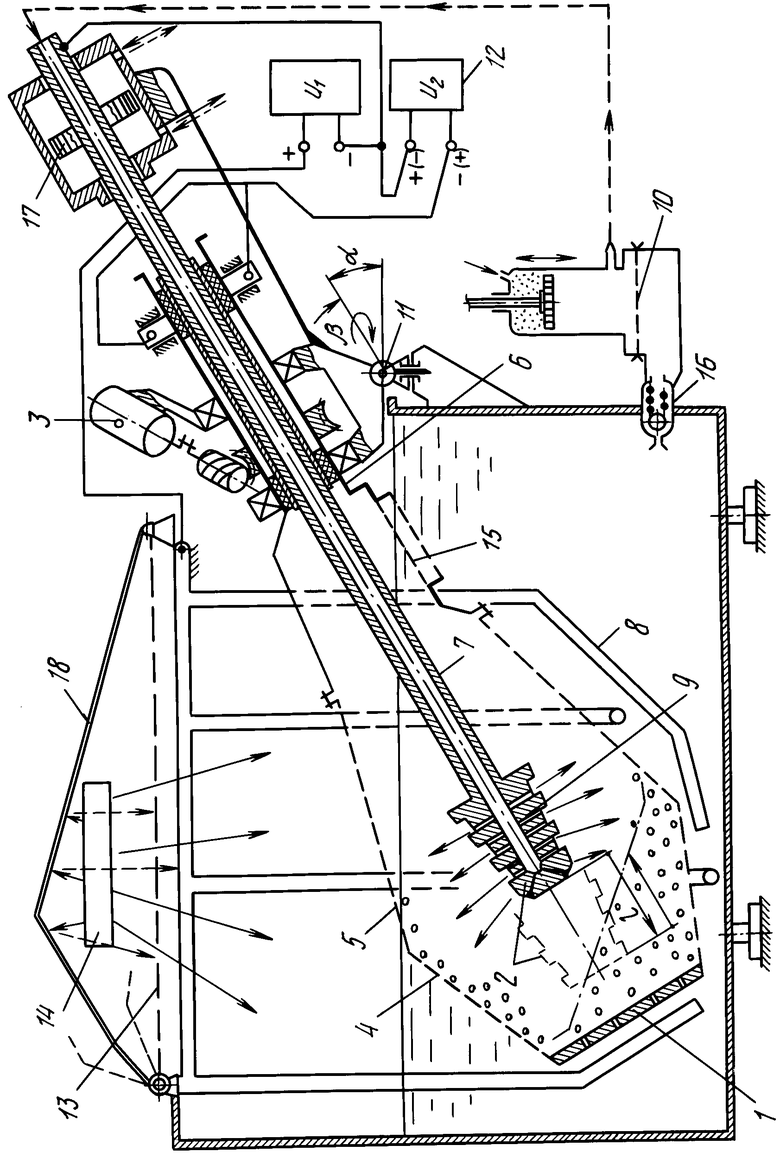
На чертеже дан общий вид предлагаемого устройства.
Устройство содержит емкость 1 для размещения деталей, анод 2 и 8, привод 3 вращения емкости, выполненной из усеченных конусов 4, 5 с разными углами наклона образующих и снабженной полым валом 6 с размещенным внутри его токопроводящим элементом 7, соединенным с анодом 8, источник 12. Емкость 1 выполнена из токопроводящего материала с перфорацией стенок.
Анод 8 выполнен из элементов, охватывающих емкость 1, элемент 7 снабжен каналом подвода электролита под давлением к распылителю 9 на его конце и соединен магистралью с выходом фильтра 10 очистки электролита.
Двойной шарнир 11 предназначен для установки емкости 1 в рабочее положение под оптимальным углом 30о положения оси вращения.
Источник 12 реверсирования тока соединен с частью анодов 2 и 8 центральным токопроводящим элементом.
Запорная поворотная сетка 13 ионизированных паров электролита от источника 14 электрически соединена с анодом 8.
Усеченные конусы 4, 5 в сечениях формируют многогранник, а в горловине емкости 1 выполнена полость 15 выгрузки-загрузки деталей.
Фильтр очистки 10 в контуре возврата очищенного электролита снабжен обратным клапаном 16.
Привод 17 осевого перемещения анода 2 соединен с поворотной частью двойного шарнира 11.
Источник 14 излучения ультрафиолетовых лучей вмонтирован в отражатель 18. В рабочем положении излучение источника 14 ионизирует пары электролита, заряжая их положительно. В результате отталкивания одноименных зарядов от положительно заряженной сетки 13 создается защита от их утечки в атмосферу.
В состоянии загрузки емкости 1 включение привода 3 и источника тока 12 создает распределение деталей по стенкам емкости за счет центробежных сил.
После осуществления распределения анод 2 занимает положение (пунктир) наименьшего расстояния до деталей в среде электролита, а распылителем 9 осуществляется дополнительное обтекание деталей электролитом с эффектом разрушения на них окисной пленки коллоидальных соединений хрома.
Электролит поступает очищенный фильтром 10. При этом скорость хромирования возрастает.
В процессе хромирования детали перемещаются по образующим конусов, а ввиду того, что сечения емкости имеют форму многогранника, уменьшено относительно круговое перемещение деталей и увеличен эффект смывания электролитом.
Во втором периоде цикла частота вращения привода уменьшается и детали ссыпаются на дно емкости.
Одновременно осуществляется перемещение анода 2 в первоначальное положение, а процесс хромирования продолжается в короткой части цикла при реверсе тока. Потенциалы деталей изменяются, а реверсирование тока создает эффект химического обновления электролита, омывающего детали.
Далее цикл повторяется, а их количество применяется в зависимости от требуемой толщины покрытия.
В предложенном устройстве толщина покрытия может быть получена до 9 мкм, что в несколько раз больше по сравнению с известными аналогичными устройствами.
По окончании процесса емкость на двойном шарнире 11 занимает пространственное положение, дающее возможность произвести выгрузку изделий и промывку в соответствующих позициях. Для выгрузки при застревании деталей в полости 15 включают привод вращения и реверсируют привод. То есть не требуется ручного труда оператора. В соответствующем положении может происходить и загрузка без разъема емкости, в противоположность базовому устройству. Увеличение интенсивности обтекания деталей электролитом под давлением, меняющиеся промежутки между деталями и анодом 2 в процессе работы, использование дополнительного анода 8, не прерывая очистки электролита в процессе работы по замкнутому циклу создают комплексный эффект повышения качества покрытия, в частности возможность увеличения толщины покрытия.
Преимуществом предложенного устройства является и расширение его функциональных возможностей, так как на одной установке можно производить хромирование и промывку при механизированной загрузке и выгрузке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ | 1991 |
|
RU2005583C1 |
| ОПТИЧЕСКАЯ СИСТЕМА ЭЛЕКТРОННО-ОПТИЧЕСКОГО ТАХЕОМЕТРА | 1994 |
|
RU2097694C1 |
| УСТАНОВКА ДЛЯ КОПЧЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2067834C1 |
| ОПТИЧЕСКИЙ ЦЕНТРИР С САМОУСТАНАВЛИВАЮЩЕЙСЯ ЛИНИЕЙ ВИЗИРОВАНИЯ | 1995 |
|
RU2097696C1 |
| САМОЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1995 |
|
RU2087269C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 1995 |
|
RU2108479C1 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1988 |
|
RU2012906C1 |
| БИНОКЛЬ С УСТРОЙСТВОМ ЦЕНТРАЛЬНОЙ ФОКУСИРОВКИ | 1994 |
|
RU2092879C1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ УГОЛ - КОД | 1991 |
|
RU2076456C1 |
Использование: гальваника, в частности нанесение хромовых покрытий. Сущность изобретения: улучшение качества покрытия при возможности получения его большей толщины и расширение технологических возможностей при замкнутом технологическом цикле достигается увеличением интенсивности обтекания деталей электролитом под давлением, уменьшенным промежутком между деталями и анодом в процессе работы, использованием расщепленного анода с разными потенциалами групп и очисткой электролита в процессе работы по замкнутому циклу. На одной установке возможно производить хромирование и промывку изделий, а загрузка-выгрузка механизирована. Рабочее положение оси вращения емкости под оптимальным углом в 30° обеспечивает возможность упростить конструкцию емкости, выполнить ее из двух конусов с формированием в сечении многогранника, что исключает операцию вальцовки. 1 ил.
УСТРОЙСТВО ДЛЯ ХРОМИРОВАНИЯ МЕЛКИХ ИЗДЕЛИЙ, содержащее ванну, анод, емкость из токопроводящего материала для размещения изделий, выполненную в виде двух усеченных конусов с разными углами наклона образующих и соединенную с полым валом, смонтированным внутри него токопроводящим элементом, соединенным с анодом, привод вращения емкости, нижняя и верхняя части которой имеют перфорацию, отличающееся тем, что при возможности получения большей толщины покрытия и расширения технологических возможностей при замкнутом технологическом цикле, оно снабжено дополнительным анодом в виде отдельных элементов, смонтированных с возможностью охвата емкости, фильтром, распылителем, двойным шарниром для монтажа емкости в рабочее положение под оптимальным углом положения оси вращения емкости в 30o и в положение промывки и выгрузки изделий, источником для реверсирования тока анода источником ионизации и запорной поворотной сетке ионизированных паров электромита, электрически соединенной с дополнительным анодом, при этом токопроводящий элемент выполнен с каналом для подвода электролита под давлением из ванны через фильтр очистки к распылителю, смонтированному на торце анода и установлен с возможностью осевого перемещения синхронно с периодами изменения частоты вращения емкости, а горловина емкости выполнена с полостью для выгрузки деталей.
| Устройство для хромирования мелких изделий | 1986 |
|
SU1346701A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
