Изобретение относится к изготовлению шкал, лимбов, растров для использования в контрольно-измерительных приборах оптико-механического приборостроения, в измерительных системах прецизионных станков, агрегатов и машин.
Известны способы изготовления лимбов включающие автоматизированную технологию нанесения штрихов, линий, знаков и обозначений разными методами: строганием, резанием, гравированием и др. [1 4]
На выбор метода нанесения штрихов влияют многочисленные факторы, в том числе материал стеклянной пластинки, геометрические параметры рисунка, наличие парка делительных машин и пр. Так, для получения лимбов с непрозрачными штрихами на светлом фоне используют гравирование штрихов на стеклянной пластинке по лаковому покрытию с последующим травлением. На стеклянную пластинку наносят слой полимеризирующего покрытия (бакелитового, асфальтового, масляного лака), по которому проводят гравирование на круговой делительной машине резцом, имеющим высокий класс шероховатости боковых поверхностей с последующим травлением плавиковой кислотой и заполнением штрихов соответствующей краской [2, с. 283]
Известен также технологический процесс нарезания лимбов с клиновидной формой штрихов, сходящихся в центре окружности [1, с. 143]
Для нарезания лимбов по окружности с трапецеидальными штрихами используют круговую делительную машину, оборудованную специальной кареткой с подвешенным угольником, с возможностью совершения возвратно-поступательного движения [1, с. 143] Угольник с помощью прецизионной микрометрической пары перемещается параллельно оси качания; в угольнике закреплен режущий инструмент, ширина режущей кромки которого составляет 56 60% от наибольшей ширины штриха лимба, но не превышает его наименьшую ширину. Деление производят по специальному воску (может быть использован и другой материал в качестве покрытия стеклянной пластинки) и осуществляется в два цикла.
Сначала делительную машину настраивают, устанавливая резец по центру вращения заготовки. После настройки машина автоматически нарезает одну сторону штрихов по всей окружности.
Нарезав одну сторону всех штрихов по кругу, машина останавливается; стол машины поворачивают на половину интервала между штрихами и перемещают подвижный угольник на толщину резца с учетом растравки штриха при травлении. После этого автоматически нарезается вторая сторона штрихов аналогичным образом, при этом боковая сторона трапеции (смещение стороны штриха от радиуса по мере продвижения резца по стеклянной пластинке от центра к периферии) образуется за счет смещения делительного стола в направлении подачи резца на половину периода следования штрихов. После деления в специальных ваннах осуществляют операцию травления, а затем штрихи заполняют черной эмалью.
Описанный процесс нарезания трапецеидальных штрихов в два цикла - длительный и трудоемкий; любое прерывание процесса нарезания и перегруппировка машины и стеклянной пластины ведут к необходимости ее перестройки. Перестройка включает смещение режущей кромки резца в боковом направлении на величину от нескольких единиц до нескольких десятков микрон; поворот делительного стола в направлении подачи на заданный угол позволяет получить штрихи клиновидной формы только с одной стороны; другая сторона режется прямоугольной, так как вторично делительный стол поворачивать нельзя из-за внесения значительной ошибки деления, которая недопустима. Операция смещения становится затруднительной вследствие наличия люфтов в осях устройства для смещения и приводит к тому, что скоса стороны штрихов не получается. При этом высок процент выхода бракованных изделий.
Известен также способ нарезания лимбов с равной угловой шириной штрихов по всей его длине, являющийся наиболее близким аналогом предложенному способу [4] Действительно с использованием данного технического решения, описанного в указанном авторском свидетельстве, представляется возможным нарезание лимба с определенной конкретной геометрией трапецеидальных штрихов.
Анализ показал, что существенным недостатком его является то, что он практически позволяет обеспечить нарезание только одного, отдельно взятого лимба, имеющего заданные параметры трапецеидальных штрихов, так как при этом используется копир с определенными геометрическими размерами его рабочей поверхности. На практике часто необходимы круговые лимбы с различной геометрией штрихов. Для реализации этого надо иметь целый набор копиров, у которых рабочие поверхности должны иметь различные углы наклона по отношению к направлению нарезания штрихов. Естественно, иметь такой большой набор копиров очень дорого, кроме того, установка и юстировка каждого отдельно взятого копира на круговую делительную машину является практически невыполнимой задачей вследствие отсутствия специального устройства, позволяющего плавно и точно изменять угол наклона рабочей поверхности копира по отношению к направлению возвратно-поступательного перемещения алмазного резца.
Предложенные способ нарезания круговых лимбов с трапецеидальными штрихами и устройство, обеспечивающее его реализацию, позволит исключить указанные недостатки.
Задачей изобретения является расширение технологических возможностей круговых делительных машин, существенное сокращение времени настройки их на нарезание каждого конкретного лимба и в конечном итоге повышение производительности работы круговых делительных машин за счет использования предложенного технического решения.
Задача решается в способе нарезания лимбов с трапецеидальными штрихами, в котором стеклянную пластинку с нанесенным покрытием устанавливают на стол круговой делительной машины по центру, резец специальной конструкции (подробно будет описан ниже) в резцовой каретке машины также устанавливают по центру вращения стеклянной пластинки, причем переднюю режущую кромку резца устанавливают перпендикулярно направлению движения резца (штриха) или возвратно-поступательному движению, и производят автоматическое нарезание штрихов по окружности пластинки от центра к периферии резцом, совершающим прямолинейное, возвратно-поступательные движения, при этом каждый раз в процессе нарезания каждого штриха осуществляют поворот резца относительно его вертикальной (продольной) оси на угол, равный  , где b половина разности оснований трапецеидального штриха, l длина штриха (высота трапеции). При этом боковые стороны нарезаемого трапецеидального штриха образуются за счет поворота резца, когда в нарезании штриха начинает участвовать разворачивающаяся боковая режущая кромка резца, плавно увеличивая суммарную длину режущей кромки от начала штриха к его концу.
, где b половина разности оснований трапецеидального штриха, l длина штриха (высота трапеции). При этом боковые стороны нарезаемого трапецеидального штриха образуются за счет поворота резца, когда в нарезании штриха начинает участвовать разворачивающаяся боковая режущая кромка резца, плавно увеличивая суммарную длину режущей кромки от начала штриха к его концу.
Задача решается устройством для нарезания штрихов трапецеидальной формы, представляющим собой круговую делительную машину, которая дополнительно оснащена устройством поворота резца относительно направления прямолинейного, возвратно-поступательного перемещения алмазного резца на угол  , где b
, где b
полуразность оснований трапецеидального штриха, l длина штриха, при этом передняя режущая кромка резца установлена перпендикулярно направлению его возвратно-поступательного движения, боковая кромка основания резца также является режущей.
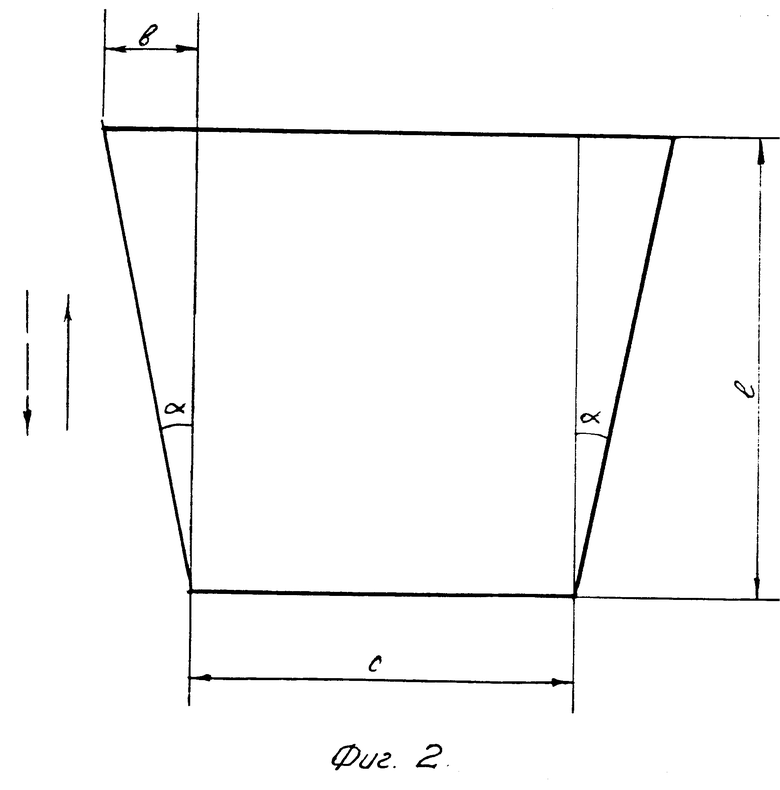
На фиг. 1 представлена схема круговой делительной машины с устройством поворота резца.
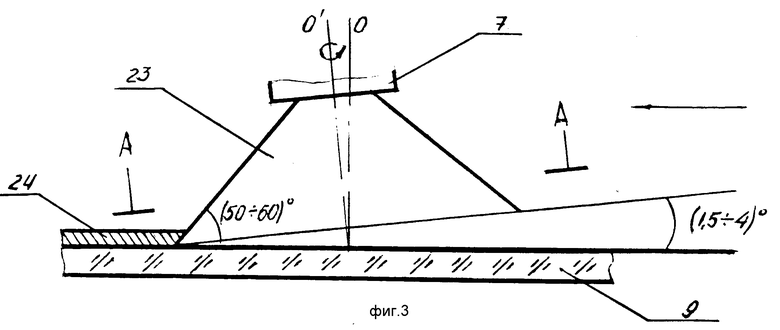
На фиг. 2 изображена форма нарезаемого штриха 10, показанного на фиг. 1, с параметрами: с минимальное основание трапецеидального штриха, определяемое шириной передней режущей кромки резца; l длина штриха, определяемая длиной прохода резца, b полуразность оснований трапецеидального штриха, α угол, образованный боковой стороной штриха и высотой трапецеидального штриха (его длиной), это угол, на который надо повернуть резец за его рабочий проход, т. е.  и определяется углом наклона рабочей плоскости копира к направлению перемещения резца. Стрелкой показано направление движения резца при нарезке, пунктирной стрелкой обратный (холостой) ход резца.
и определяется углом наклона рабочей плоскости копира к направлению перемещения резца. Стрелкой показано направление движения резца при нарезке, пунктирной стрелкой обратный (холостой) ход резца.
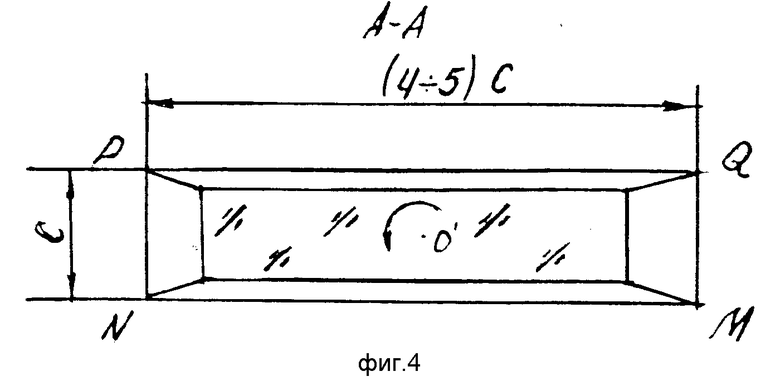
На фиг. 3 изображен алмазный резец 23 в державке 7; на фиг. 4 разрез А А резца прямоугольной формы основания. Режущие кромки резца образованы пересечением соответствующих боковых граней с основанием. Углы заточки боковых граней по отношению к основанию являются острыми и составляют угол в 50 - 60o. Ширина передней режущей кромки резца NP равна минимальной ширине штриха с, длина боковой режущей кромки PQ (если направление поворота резца 23 вокруг своей вертикальной оси О' в процессе нарезки соответствует направлению стрелки) в 4 5 раз больше передней NP, это соотношение зависит от заданной геометрии штриха и определяется экспериментально.
На фиг. 3 показана установка резца 23, взаимодействующего в процессе нарезки со стеклянной пластинкой 9 с нанесенным на нее слоем покрытия 24. Как видно из чертежа, вертикальная ось О' резца 23 заклонена в сторону его движения при нарезке относительно вертикали на угол 1,5 4o (показано условно), при этом автоматически образуется клиновидный зазор между плоскостью основания резца 23 MNPQ и плоскостью стеклянной пластинки 9. Заклонение резца на угол 1,5 4o определен экспериментальным путем. Это заклонение уменьшает площадь соприкосновения указанных плоскостей и резко снижает нагрузку на стеклянную пластинку 9 и резец 23.
Машина содержит массивное основание 1, круговой делительный стол 2, расположенный на основании 1, направляющие 3 резцовой делительной головки 4, проходящие через все основание 1, плиту 5 резцовой головки 4, соединенной с резцедержателем 6 и державкой 7 алмазного резца 23. Державка 7 представляет собой отдельную металлическую деталь цилиндрической формы, в один конец которой запаян с помощью припоя ПСР 40 алмазный резец 23. Эта державка 7 вместе с резцом 23 вставляется в цилиндрическое гнездо резцедержателя 6, конструкция которого позволяет производить необходимые повороты державки 7 с алмазным резцом 23 в различных направлениях в процессе юстировки его перед нарезанием лимба. Далее машина содержит плату 8, установленную на направляющих 3 для совершения поступательного перемещения в направлении подачи резца 23 к стеклянной пластинке 9 и соединенную с резцовой головкой 4, стеклянная пластинка 9 размещена и зафиксирована на круговом делительном столе 2. Стеклянная пластинка 9 предназначена для нанесения на нее штрихов 10 определенной формы, размеров, с определенным периодом расположения. Устройство поворота резца 23 включает в себя подставку 11, связанную с платой 8 посредством кронштейна 12, на подставку установлена металлическая оправа 13 посредством цилиндрической втулки с ее вертикальной осью 14, один конец которой запрессован в подставку 11, а на другой по ходовой посадке насажена оправа 13; в оправе 13 жестко закреплен стеклянный копир 15, в плоскости полированной поверхности 16 лежит ось 14 крепления металлической оправы 13. Кронштейн 17 винта регулирования 18 жестко соединен с подставкой 11. Сферический полированный торец винта 18 контактирует со шлифованной поверхностью оправы 13 посредством пружины 19. Винт 18 имеет специальную резьбу с мелким шагом для обеспечения плавного поворота оправы 13 вместе с копиром 15 относительно своей оси крепления вертикальной оси 14 и изменения угла расположения рабочей плоскости 16 копира 15 относительно направления алмазного резца. Державка 7 алмазного резца 23 жестко соединена с поворотной тягой из поводка 20 и жестко соединенного с ним ползуна 21 под углом, близким к 90o. Державка 7 установлена в резцедержателе 6 с возможностью ее плавного поворота относительно своей (и резца) вертикальной оси на определенный расчетный угол, зависящий от геометрических размеров штриха. Наружный диаметр державки 7 выполнен по ходовой посадке относительно отверстия в резцедержателе 6; державка 7 выполнена с буртиком, контактирующим с выступом резцедержателя, который ограничивает движение резца в вертикальной плоскости, не позволяя ему опускаться ниже плоскости резания. Пружина 22 поджимает ползун 21 к рабочей стеклянной поверхности копира 15.
Торец ползуна 21, контактирующий с рабочей поверхностью 16 копира, снабжен фторопластовым или баккаутовым наконечником, чтобы не поцарапать полированную поверхность.
Контактная точка наконечника ползуна 21 с рабочей поверхностью копира 16 должна лежать на оси 14. Ее начальное положение, соответствующее началу нарезания штриха, определяют во время настройки машины, для чего регулируют место установки и фиксации подставки 11 относительно платы 8.
Для определения местоположения контактной точки наконечника ползуна на рабочей плоскости 16 копира 15 в конце нарезки штриха, которое соответствует максимальному углу поворота резца в резцедержателе 6, необходимо определить угол поворота рабочей поверхности 16 стеклянного копира относительно направления нарезки штрихов. Этот угол равен максимальному углу поворота резца и определяется по формуле  , где α угол поворота плоскости копира 16 относительно направления движения резца, b полуразность оснований трапецеидального штриха, l длина штриха. Для поворота копира на необходимый угол винт 18 поворачивают относительно кронштейна 17; одновременно с поворотом винта смещается и оправа 13, поворачиваясь относительно вертикальной оси 14. Пружина 19 поджимает оправу 13 к торцу винта 18, и в рабочих условиях в процессе нарезания лимба по всей окружности оправа 13 остается неподвижной, сохраняя угол между рабочей плоскостью копира и направлением поступательного движения резца постоянным. Такое положение копира ограничивает движение наконечника ползуна, однозначно определяя угол поворота резца. Поскольку вертикальная ось 14 поворота оправы 13 совпадает с рабочей плоскостью копира 16, бокового смещения ползуна 21 с поводком 20 и державкой 7 резца не происходит.
, где α угол поворота плоскости копира 16 относительно направления движения резца, b полуразность оснований трапецеидального штриха, l длина штриха. Для поворота копира на необходимый угол винт 18 поворачивают относительно кронштейна 17; одновременно с поворотом винта смещается и оправа 13, поворачиваясь относительно вертикальной оси 14. Пружина 19 поджимает оправу 13 к торцу винта 18, и в рабочих условиях в процессе нарезания лимба по всей окружности оправа 13 остается неподвижной, сохраняя угол между рабочей плоскостью копира и направлением поступательного движения резца постоянным. Такое положение копира ограничивает движение наконечника ползуна, однозначно определяя угол поворота резца. Поскольку вертикальная ось 14 поворота оправы 13 совпадает с рабочей плоскостью копира 16, бокового смещения ползуна 21 с поводком 20 и державкой 7 резца не происходит.
Устройство поворота резца может быть выполнено и в другом виде, например в виде кривошипно-шатунного механизма, в виде привода с шаговым двигателем и т.д.
Алмазный резец 23 имеет прямоугольное основание с передней и боковой режущей кромкой. Длина передней режущей кромки равна минимальной ширине штриха, а длина боковой кромки в 4 5 раз больше передней. Это условие необходимо для осуществления требуемого допуска на длину штриха. Чем длиннее нарезаемый штрих, тем длиннее должна быть боковая кромка, чтобы обеспечить нужную ширину штриха на конечной его части.
Алмазный резец 23 устанавливают в держателе так, чтобы его передняя режущая кромка была перпендикулярна направлению поступательного движения резца, и прямоугольное основание резца должно быть параллельно рабочей поверхности пластинки нарезаемого лимба. Для уменьшения реальной нагрузки на резец его наклоняют на 1,5 4o в сторону направления нарезания относительно вертикали. При большем наклоне боковая режущая кромка не будет участвовать в нарезке штриха и трапецеидальная форма штриха не получится.
Процесс нарезания штрихов протекает следующим образом.
Сначала пластинку устанавливают на стол круговой делительной машины по центру; резец устанавливают по центру вращения пластинки. Производят установку стеклянного копира так, чтобы точка контакта наконечника ползуна с рабочей плоскостью 16 копира 15 совпала с положением оси 14. Это достигается одноразовой установкой подставки 11 копира 15 относительно платы 8 и ее фиксацией в этом положении. Затем производят установку рабочей плоскости 16 копира под требуемым углом  к направлению перемещения резца, регулируя положение винта 18 относительно кронштейна 17 и тем самым поворачивая оправу копира относительно оси 14. Переднюю режущую кромку резца устанавливают перпендикулярно поступательному движению резца на начало штриха. Включают круговую делительную машину, резец опускается на заготовку и начинается процесс нарезания штриха. Каждый штрих формируется за один проход резца; резец поступательно перемещается от центра к периферии на длину штриха. При этом ползун 21 поворотной тяги скользит по копиру от начальной точки его рабочего пути, лежащей на оси 14, до своей конечной точки, определяемой положением плоскости копира 16 относительно направления движения резца, заставляя его поворачиваться на все больший угол по ходу движения; в конце штриха резец повернется до угла, равного
к направлению перемещения резца, регулируя положение винта 18 относительно кронштейна 17 и тем самым поворачивая оправу копира относительно оси 14. Переднюю режущую кромку резца устанавливают перпендикулярно поступательному движению резца на начало штриха. Включают круговую делительную машину, резец опускается на заготовку и начинается процесс нарезания штриха. Каждый штрих формируется за один проход резца; резец поступательно перемещается от центра к периферии на длину штриха. При этом ползун 21 поворотной тяги скользит по копиру от начальной точки его рабочего пути, лежащей на оси 14, до своей конечной точки, определяемой положением плоскости копира 16 относительно направления движения резца, заставляя его поворачиваться на все больший угол по ходу движения; в конце штриха резец повернется до угла, равного  . При повороте резца 23 плавно увеличивается суммарная режущая кромка резца, увеличивая ширину штриха от центра к периферии и образуя штрих трапецеидальной формы. При завершении нарезки штриха резец автоматически поднимается и возвращается вместе с плитой 5 резцовой головки в исходное состояние. Нарезка остальных штрихов лимба аналогична описанному и производится автоматически по всему кругу за один цикл.
. При повороте резца 23 плавно увеличивается суммарная режущая кромка резца, увеличивая ширину штриха от центра к периферии и образуя штрих трапецеидальной формы. При завершении нарезки штриха резец автоматически поднимается и возвращается вместе с плитой 5 резцовой головки в исходное состояние. Нарезка остальных штрихов лимба аналогична описанному и производится автоматически по всему кругу за один цикл.
Источники информации
1. Федотов А. И. Технология автоматизированного нанесения штрихов и знаков. Л. Машиностроение, Ленинградское отделение, 1977, с. 131-144.
2. Федотов А. И. Автоматизация делительных работ. Л. Машиностроение, 1969. с. 251-293.
3. Бурмистров Ф.Л. Делительное дело, МТМ СССР. Государственное научно-техническое издательство машиностроительной литературы. М.-Л. 1948, с. 183.
4. Авторское свидетельство СССР N 1013208, кл. В 230 Q 16/02, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ РЕЗЕЦ | 1999 |
|
RU2168396C2 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ НАРЕЗАНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2027578C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ | 1991 |
|
RU2005583C1 |
| Режущее устройство делительной машины для нарезания дифракционных решеток | 1981 |
|
SU1010027A1 |
| Способ гравирования резцом радиальных штрихов кругового растра | 1982 |
|
SU1013208A1 |
| ПОЛЯРИСКОП | 1992 |
|
RU2020525C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ДИФРАКЦИОННЫХ РЕШЕТОК СО СТУПЕНЧАТЫМ ПРОФИЛЕМ ШТРИХОВ | 1991 |
|
RU1799161C |
| ОПТИЧЕСКАЯ СИСТЕМА ЭЛЕКТРОННО-ОПТИЧЕСКОГО ТАХЕОМЕТРА | 1994 |
|
RU2097694C1 |
| Устройство для нарезания ди-фРАКциОННыХ РЕшЕТОК | 1979 |
|
SU806360A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1988 |
|
RU2012906C1 |
Использование: изготовление шкал лимбов, растров измерительных машин и прецизионных станков. Сущность изобретения: нарезание лимба с трапецеидальной формой штрихов на стеклянной пластинке 9 осуществляют резцом с передней и боковой режущими кромками, которому сообщают возвратно-поступательное движение и поворот относительно его вертикальной оси в процессе нарезания каждого штриха, при этом пластинке 9 сообщают прерывистое вращение, а резец устанавливают, располагая переднюю режущую кромку перпендикулярно направлению возвратно-поступательного движения, и наклоняют относительно вертикальной оси на угол, равный 1,5-4o, причем угол поворота резца выбирают равным arctg b/l, где b - полуразность оснований трапецеидального штриха, l - его длина. Круговая делительная машина для нарезания лимба с трапецеидальной формой штрихов содержит установленный в резцедержателе 6 резец, связанный с механизмом поворота, который выполнен в виде закрепленного в оправе 13 копира 15 с рабочей поверхностью, расположенной под углом к направлению перемещения резца, равным углу его поворота, и тягу 20, установленную с возможностью взаимодействия одним концом с рабочей поверхностью копира 15, а другим связанной с резцедержателем 6. Оправа 13 установлена с возможностью разворота относительно вертикальной оси, при этом угол расположения рабочей поверхности копира 15 равен arctg b/l, где b - полуразность оснований трапецеидального штриха, l - его длина 2 с.п. ф-лы, 4 ил.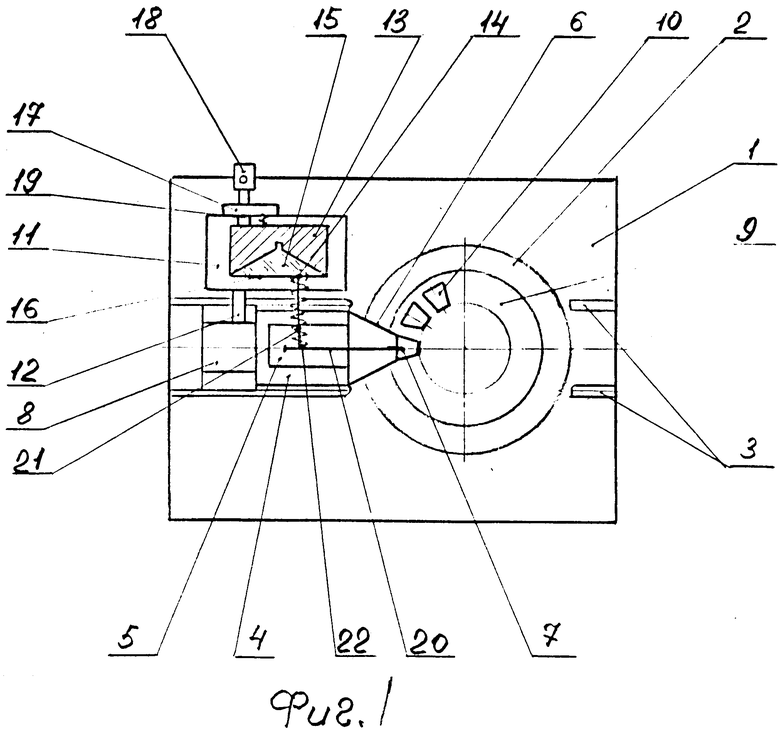
| Способ гравирования резцом радиальных штрихов кругового растра | 1982 |
|
SU1013208A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
