Изобретение относится к области двигателестроения, в частности к поршням, изготовленным из композиционных материалов (КМ) на базе алюминиевых сплавов.
Известен поршень из алюминия и его сплавов, в головной части которого размещена керамическая вставка - армирующий элемент - для повышения прочности и ряда других свойств.
Известен также поршень, головка которого упрочнена волокнистой арматурой, изготовленной на основе муллитокремнеземистых (МК) волокон с содержанием до 10% других веществ. Доля неволокнистых частиц диаметром 150 мкм составляет 5%.
В перечисленных аналогах изобретению применена система хаотического армирования, что, безусловно, снижает эффективность упрочнения. Это связано, прежде всего, с тем, что напряженное состояние и условия работы материала головки поршня различно в различных ее частях.
Указанных недостатков практически лишены конструкции поршня. В этих вариантах в конструкции поршня имеются два упрочняющих элемента, изготовленных из керамических волокон. Один элемент расположен в зоне канавки для установки компрессионного поршневого кольца, другой элемент - в зоне камеры сгорания. В первой части волокна ориентированы параллельно оси поршня, т.е. перпендикулярно торцовым поверхностям канавки, что позволяет реализовать высокую износостойкость по сравнению с нирезистовой вставкой, используемой в существующих поршнях. Во второй части волокна ориентированы хаотически и целью упрочнения является повышение термоусталости КМ по сравнению с традиционными алюминиевыми сплавами системы алюминий-кремний.
Недостаток подобных конструкций - наличие границы между упрочненными зонами и участками матричного сплава, не упрочненного керамическими волокнами. В этих граничных зонах прочность композиционной системы полностью определяется прочностью слабого звена, т.е. алюминиевой матрицы. Поскольку эта величина при температурах эксплуатации существенно ниже, чем прочность КМ, то термоусталость всего композита будет определяться свойствами этого слабого звена. Кроме того, предлагаемая ориентация волокон в области камеры сгорания далека от оптимальной, так как предполагает расположение волокон в хаотическом направлении. Наконец, в конструкции используются для упрочнения волокна оксида алюминия, которые очень дорогие и в силу их высокой твердости и наличия в них крупных неволокнистых частиц плохо обрабатываются резанием, даже будучи дискретно распределенными в структуре матричного алюминиевого сплава.
Цель изобретения - повышение термоусталости, износостойкости, улучшение обрабатываемости резанием поршней с композиционной головной частью при одновременном снижении стоимости.
Указанная цель достигается за счет изменения конструкции композиционной части поршня и конструкции армирующего элемента. Головка поршня целиком делается композиционной, включая камеру сгорания и зону канавки под компрессионные кольца. В качестве упрочняющих армирующих волокон используются дешевые муллитокремнеземистые волокна с содержанием неволокнистой составляющей 1-4 об. %. Более высокое содержание неволокнистой составляющей резко уменьшает термоусталость КМ поршня и значительно усложняет обрабатываемость резанием композиционной части поршня. В зоне камеры сгорания применяются волокна с отношением длины к диаметру 27-30, что обеспечивает необходимую объемную долю волокна (8-14%); волокна ориентированы тангенциально оси поршня. Подобное расположение и отношение длины к диаметру волокна позволяет полностью исключить образование радиальных трещин на поверхности головки поршня и во внутренней части камеры сгорания. При переходе от камеры сгорания к зонам канавок ориентация волокон изменяется непрерывно от тангенциальной к параллельной относительно оси поршня. В зоне торцовых поверхностей канавки это соответствует перпендикулярному расположению волокон. В этой зоне волокна имеют отношение длины к диаметру 10-13, что обеспечивает большую объемную долю волокон по сравнению с камерой сгорания.
Известна конструкция головки поршня, выполненная целиком из композиционного материала. Однако в качестве материала головки поршня используется чистая керамика в виде накладки. Нижняя зона накладки выполнена из материала с заданной пористостью, которая частично пропитывается матричным сплавом. В предлагаемой конструкции используется каркас из волокон и полностью пропитывается матричным сплавом.
Известна конструкция поршня из КМ, упрочненного муллитокремнеземистыми волокнами, которые содержат до 10% других веществ и более 5% неволокнистой составляющей размером 150 мкм. В предлагаемой конструкции используются только муллитокремнеземистые волокна с отношением длины к диаметру 27-30 и 10-13. Содержание неволокнистой составляющей 1-4 об.%.
Известны конструкции поршня из КМ, упрочненные волокнами из оксида алюминия. В этих конструкциях поршень имеет два упрочняющих элемента, изготовленных из керамических волокон, один из которых установлен в зоне камеры сгорания, а другой - в зоне канавки для компрессионного кольца и имеет частично ориентированные волокна параллельно оси поршня. В конструкциях этих поршней имеются зоны, не армированные волокнами, которые имеют меньшую прочность, чем прочность КМ, поэтому прочность композиционной системы головки поршня полностью определяется прочностью алюминиевой матрицы.
В предлагаемой конструкции поршня используется КМ, упрочненный более дешевыми волокнами муллитокремнезема. Используется один упрочняющий элемент из керамических волокон, которые ориентированы тангенциально в зоне камеры сгорания и параллельно оси поршня в зоне канавки, имеют отношение длины к диаметру 27-30 и 10-13, соответственно, а также долю неволокнистой составляющей 1-4 об.%. Приведенные характеристики позволяют значительно повысить термоусталость, износостойкость улучшить обрабатываемость резанием КМ при одновременном снижении стоимости. Таким образом, заявленные отличительные признаки являются существенными.
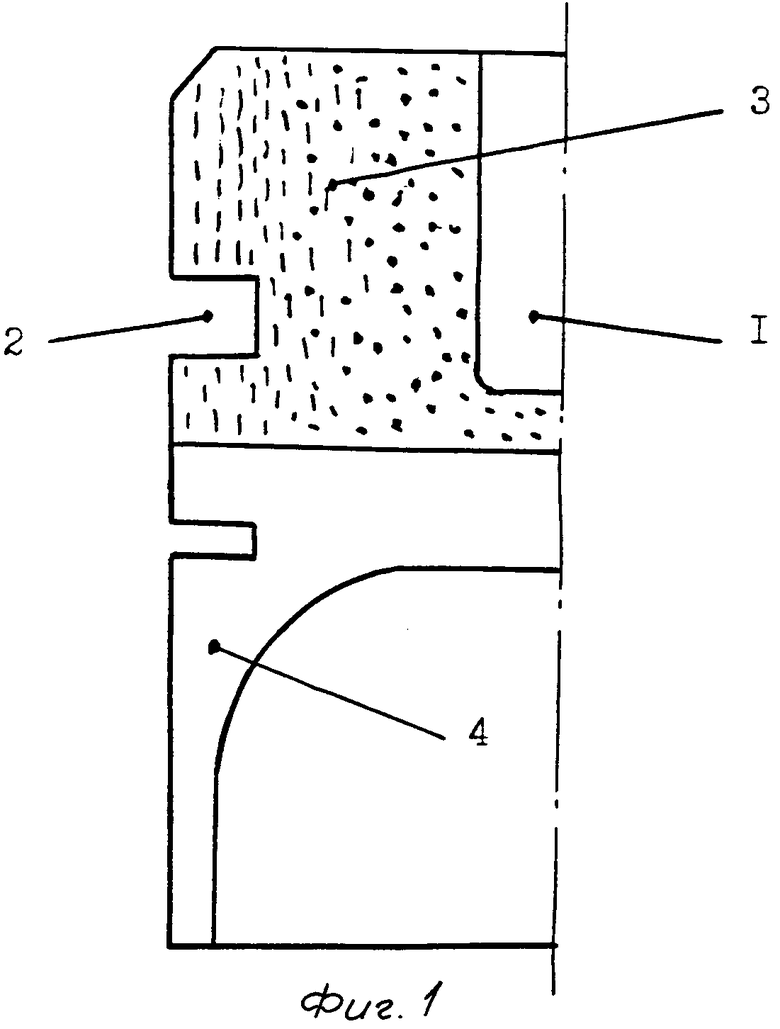
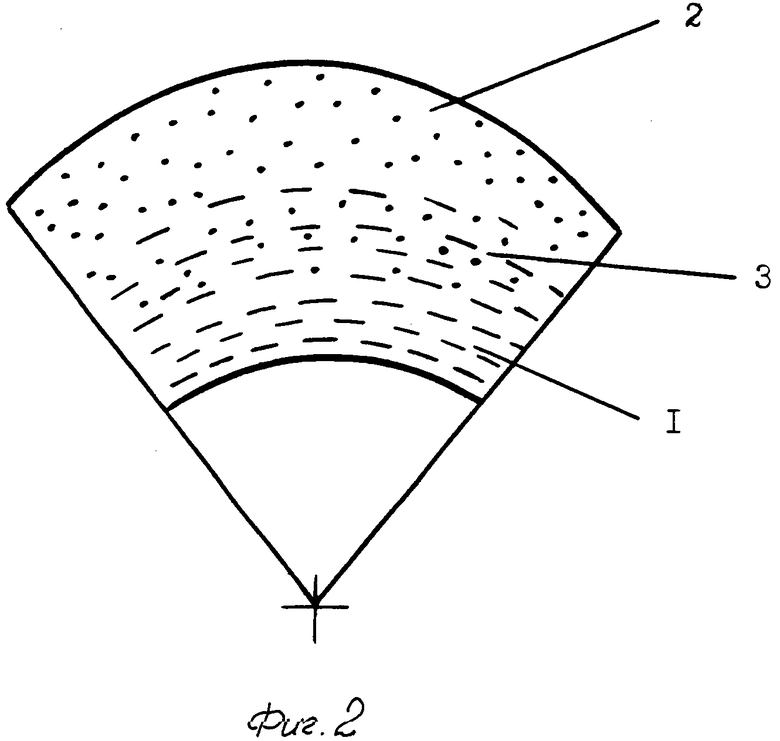
На фиг. 1 показан поршень, условное сечение; на фиг. 2 - схема конструкции армирующего элемента.
Поршень содержит камеру сгорания 1, канавку 2 под компрессионное кольцо, композиционную головку 3, состоящую из композиционного материала и юбку поршня 4. Головка поршня 3 изготовлена из КМ, армированного муллитокремнеземистыми волокнами, содержащими по массе 47-52% SiO2 и 48-53% Al2O3, матричный сплав АЛ30. Центральная часть каркаса, которая в композиционной головке поршня образует камеру сгорания, формируется путем укладки в формообразующую оснастку волокон с отношением длины к диаметру 27-30. Вначале заливают суспензию волокон методом модифицированного экструдирования шликера с раскладкой материала (струи) концентрическими кругами. После заполнения 1/3 объема формообразующей оснастки происходит смена режима заполнения. Во втором режиме подаются волокна с отношением длины к диаметру 10-13 по специальной схеме укладки. Последующая сушка и спекание позволяют получить каркас с различной ориентацией и плотностью волокон.
В каркасе есть зона волокон 1, ориентированных по касательной к внутренней поверхности цилиндра. Аналогично расположены волокна на днище камеры сгорания. Ориентировка получается за счет специфической технологии раскладки суспензии, что позволяет 50% и более всех волокон расположить тангенциально. В зоне 2 волокна уложены перпендикулярно к торцевым поверхностям канавки (т.е. параллельно оси поршня). За счет технологических особенностей раскладки суспензии более 80% всех волокон имеют указанное расположение. В зоне 3 имеет место перемешивание суспензии, что предопределяет хаотическую ориентацию волокон. Однако граница между зонами 1 и 2 непрерывна.
В приведенной конструкции поршня используемый КМ испытывался на термоусталость и показал, что количество циклов до разрушения увеличивается в 2-3 раза по сравнению с неупрочненным сплавом и в 1,5-2 раза по сравнению с хаотично армированным КМ. Испытания на износостойкость показали, что интенсивность износа при одинаковых условиях эксплуатации составляет: для алюминиевых сплавов - 90 мкм/ч, для композита - 12 мкм/ч, для нирезиста - 9 мкм/ч.
Для изготовления армирующего элемента используются муллитокремнеземистые волокна, которые получают из дешевого сырья и затем подвергают измельчению и обогащению с целью удаления неволокнистой составляющей. Разработанные специальные методы обогащения волокон позволяют получить в конечном волокнистом продукте содержание неволокнистой составляющей 1-4 об.%.
Таким образом, предложенная конструкция композиционного поршня представляет собой дальнейшее развитие технологии композиционного материаловедения применительно к конструированию деталей и узлов в двигателестроении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2116487C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2807246C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2793673C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2793674C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2793675C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2797414C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2793676C1 |
| МНОГОСЛОЙНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2003 |
|
RU2243289C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ИЗ АРМИРОВАННОГО МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2526354C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ МЕТАЛЛИЧЕСКОГО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542221C2 |
Сущность изобретения: головка поршня выполнена целиком из композиционного материала, включая камеру сгорания и зону канавки под компрессионные кольца. В качестве упрочняющих армирующих волокон использованы муллитокремнеземистые волокна с содержанием неволокнистой составляющей 1 - 4 об.%. В зоне камеры сгорания волокна ориентированы тангенциально оси поршня и имеют отношение длины к диаметру 27 - 30, а в зоне канавки - параллельно оси поршня с отношением длины к диаметру 10 - 13. 2 ил.
ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, содержащий юбку и головку с выполненными в ней камерой сгорания и по меньшей мере одной концентричной канавкой под поршневое кольцо, причем головка выполнена из композиционного материала, армированного неорганическими волокнами, отличающийся тем, что в качестве неорганических волокон использованы муллитокремнеземистые волокна с содержанием неволокнистой составляющей 1 - 4 об%, в зоне камеры сгорания волокна ориентированы тангенциально относительно оси поршня и имеют отношение длины к диаметру 27 - 30, а в зоне канавки - параллельно оси поршня и имеют отношение длины к диаметру 10 - 13.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
