Изобретение относится к металлургии и предназначено для получения маркировочной метки на горячей поверхности непрерывно-литой заготовки, в частности при разливке различных по составу сталей методом "плавка на плавку" на машинах непрерывного литья заготовок (МНЛЗ).
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ нанесения порошковых материалов в ионизированном взвешенном слое на поверхность, включающем подачу материала воздухом через сопло и подачу воздуха в порошковый питатель.
Однако известный способ невозможно использовать в условиях эксплуатации на машинах непрерывного литья заготовок, где напыление порошковых материалов в качестве меток на непрерывно-литой слиток возможно только непосредственно под кристаллизатором, а там высокая температура, пар, влага. В паузах между нанесением меток пар и влага будут попадать внутрь сопла, что приведет к слипанию порошка и закупорке сопла.
Техническим эффектом от использования изобретения является повышение качества меток и надежность работы устройства для осуществления предложенного способа.
Сущность изобретения заключается в подаче на заготовку порошка посредством продувки его воздухом через сопло, просушивании маркировочного материала во время рыхления в емкости, продувки сопла воздухом в паузах между нанесением метки и дозагрузки материала в емкость во время подачи маркировочного материала через сопло на поверхность заготовки.
Постоянная продувка сопла воздухом как во время нанесения маркировочного материала на заготовку, так и в промежутке между нанесением меток, просушивание материала во время его рыхления и дозагрузка материала в емкость во время подачи материала через сопло способствуют качеству наносимых маркировочных меток на непрерывно-литую заготовку при бесперебойной работе самого устройства.
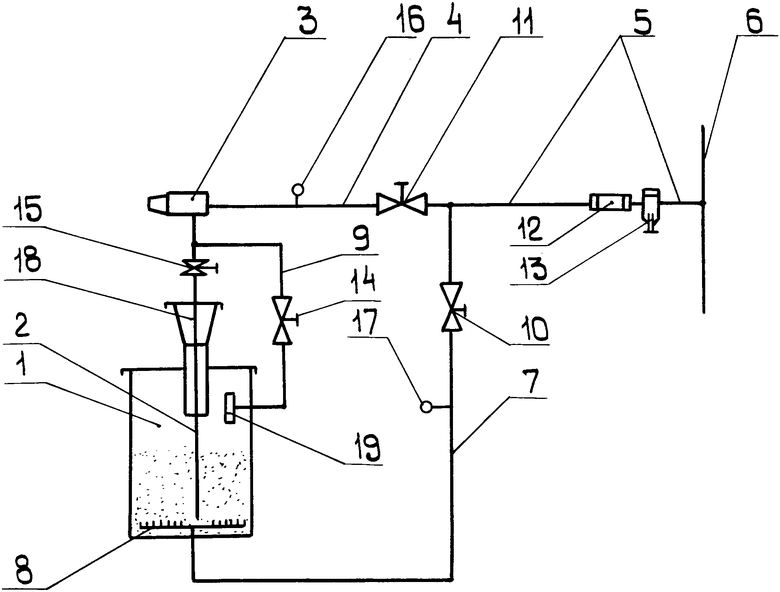
На чертеже показана схема устройства.
Устройство содержит загрузочный питатель (не показан), емкость 1 для порошка, соединенную через всасывающий трубопровод 2, пистолет 3 с эжектором и с распыляющим соплом. Пистолет также соединен через трубопровод 4 с магистралью сжатого воздуха 5 и далее с воздушной цеховой магистралью 6. К общему трубопроводу 5 также присоединена дополнительная система трубопровода 7, идущая внутрь емкости 1 и на конце своем имеющая рамку 8 с отверстиями для рыхления порошка воздухом. Для выхода воздуха, участвующего в рыхлении порошка, из емкости 1 предусмотрен второй дополнительный трубопровод 9, соединяющий внутреннюю полость емкости 1 с всасывающим трубопроводом 2. Управляющие вентиль рыхления 10 и вентиль распыления 11 установлены на трубопроводах 7 и 4. Перед ними на общем трубопроводе 5 установлены влагопоглощающий и влагоотделительный фильтры 12 и 13. На трубопроводе 9 и всасывающем трубопроводе 2 установлены управляющий вентиль 14 и заслонка 15. Перед управляющим вентилем распыления 11 и вентилем рыхления 10 установлены манометры 16 и 17.
Способ получения маркировочной метки на заготовке осуществляется следующим образом.
Перед разливкой стали емкость 1 с помощью загрузочного питателя наполняется порошком. Для маркировки заготовки может быть использован алюминийсодержащий порошок фракции 0,1...0,5 мм следующего состава, мас.%:
алюминиевый порошок 40...50
огнеупорный материал 50...60
В качестве огнеупорного материала используют электрокорунд фракцией 0,05...0,2 мм. Причем во всех случаях, рассматриваемых ниже, загрузка сухого порошка в емкость 1 производится по центру через трубопровод 18, охватывающий всасывающий трубопровод 2. В это время вентиль 10, управляющий рыхлением, регулирующий вентиль 14 и управляющая заслонка 15 закрыты. Вентиль, управляющий распылением 14, открыт и воздух из воздушной магистрали 6 цеха поступает во влагоотделительный и влагопоглощающий фильтры 12 и 13 и далее уже сухой к пистолету 3 с распыляющим соплом. Таким образом, предотвращается попадание влаги и пара внутрь сопла и всей системы в целом в период времени, когда нет разливки стали.
Во время разливки стали на МНЛЗ и перед нанесением первой разделительной метки закрывается управляющий вентиль 11 распылением, открываются управляющий рыхлением вентиль 14 и заслонка 15. Сухой воздух поступает через дополнительную систему трубопроводов 7 и рамку 8 во внутреннюю полость емкости 1. Происходит рыхление порошка. Воздух после рыхления выходит из емкости 1 через отражатель порошка 19 (воздухопроницаемый элемент), далее через трубопровод 9, всасывающий трубопровод 2, пистолет 3 с эжектором и распыляющее сопло. Таким образом устраняется попадание влаги во внутрь сопла в паузе до нанесения метки. Затем отключается подбой под кристаллизатором МНЛЗ, вода уже практически отсутствует на поверхности заготовки. Воздух после рыхления продолжает поступать в сопло и обдувает участок поверхности заготовки. Открывается управляющая заслонка 15 на всасывающем трубопроводе 2 и управляющий вентиль распылением 11. Эжектор в пистолете создает разрежение и порошок из емкости 1 поступает через всасывающий трубопровод 2, пистолет 3 и сопло на поверхность горячей заготовки. Во время нанесения метки производится дозагрузка порошком емкости 1 из загрузочного питателя, что восполняет тот объем порошка во времени, который уходит на распыление, а это в свою очередь, обеспечивает постоянство расхода порошка при напылении.
После нанесения первой метки включается подбой под кристаллизатором и прекращается загрузка емкости 1 порошком. Одновременно с включением подбоя вентиль 11 управления распылением и заслонка 15 закрываются и открываются вентиль 10, управляющий рыхлением, и регулировочный вентиль 14. Сухой воздух поступает через дополнительную систему трубопроводов 7 и рамку 8 во внутреннюю полость емкости 1. Происходит рыхление порошка с одновременной его просушкой за счет нагрева поверхности емкости 1, например, температура окружающей среды. Горячий воздух после рыхления выходит из емкости 1 через отражатель порошка 19, далее через трубопровод 9, всасывающий трубопровод 2, пистолет 3 с эжектором и распыляющее сопло. Это устраняет попадание влаги и пара во внутрь сопла из окружающей среды. Рыхление и просушка порошка, продувка сопла воздухом, участвующим в рыхлении, ведется до начала нанесения второй метки.
Перед нанесением второй метки отключается подбой под кристаллизатором, вода перестает охлаждать поверхность заготовки. Отключаются управляющий рыхлением вентиль 10 и регулирующий вентиль 17, а включаются управляющий вентиль 11 и управляющая заслонка 15. Емкость 1 с порошком продолжает нагреваться от окружающей среды. Эжектор в пистолете создает разрежение и порошок из емкости 1 поступает через всасывающий трубопровод 2, пистолет и сопло на поверхность заготовки. Во время нанесения метки производится дозагрузка порошком емкости 1 из загрузочного питателя. Дозагрузка, как и в первом случае, так и в последующих случаях восполняет во времени тот объем порошка, который уходит на напыление и способствует равномерной подаче порошка на заготовку.
После нанесения второй метки включается подбой, управляющие распылением вентили 11 и заслонка 15 закрываются и открываются вентили, управляющие рыхлением 10 и регулировочный 14. Сухой воздух поступает через дополнительную систему трубопроводов 7 и рамку 8 во внутреннюю полость емкости 1. Происходит рыхление порошка с одновременной его просушкой в емкости 1. Горячий воздух после рыхления выходит из емкости 1 через отражатель порошка 19 далее через трубопровод 9, всасывающий трубопровод 2, пистолет 3 с эжектором и распыляющее сопло.
Рыхление и просушка порошка, продувка сопла воздухом, участвующим в рыхлении, ведется до начала нанесения последующей метки.
Операции, описанные выше, повторяются до тех пор, пока идет разливка стали "плавка на плавку" и есть необходимость наносить метки. Перед началом серии новых плавок все операции повторяются сначала.
В паузах между очередными разливками управляющий распылением вентиль 11 открыт и воздух из воздушной магистрали 6 цеха поступает через общий трубопровод 5, фильтры 12 и 13 и далее к пистолету 3 с эжектором и распыляющему соплу и, тем самым, предотвращая попадание влаги во внутрь сопла и системы в целом.
Предлагаемый способ нанесения маркированной метки на непрерывно-литой заготовке позволяет получить качественную метку на заготовке при гарантированной безаварийной работе устройства для осуществления способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМЕРНЫЙ СМЕСИТЕЛЬ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ ТЯЖЕЛЫХ АЭРОЗОЛЬНЫХ ВОДНЫХ СМЕСЕЙ | 1992 |
|
RU2045355C1 |
| Устройство для электростатического нанесения покрытия на колбы источников света | 1983 |
|
SU1128823A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2001 |
|
RU2203775C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИЧЕСКОГО НАНЕСЕНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1992 |
|
RU2050204C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ, ОСУШКИ И ОЧИСТКИ ГАЗОВ | 1989 |
|
RU1780390C |
| УСТАНОВКА ДЛЯ КОПЧЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2067834C1 |
| ИНГАЛЯТОР | 1991 |
|
RU2013097C1 |
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ МАТЕРИАЛА ПОКРЫТИЯ И НАНЕСЕНИЯ РАСПЛАВА НА ПОВЕРХНОСТЬ | 1991 |
|
RU2022661C1 |
| УСТАНОВКА ДЛЯ ТРИБОСТАТИЧЕСКОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 2001 |
|
RU2186631C1 |
| Установка для уничтожения неприятных запахов "Мокрый барьер" | 2016 |
|
RU2633081C1 |
Использование: получение маркировочной метки на горячей поверхности непрерывно литой заготовки, в частности, при разливке различных по составу сталей методом "плавка на плавку" на машинах непрерывного литья заготовок. Сущность изобретения заключается в подаче на заготовку порошка посредством продувки его воздухом через сопло, просушивания маркировочного материала во время рыхления в емкости, продувки сопла воздухом в паузах между нанесением метки и дозагрузки материала в емкость во время подачи маркировочного материала через сопло на поверхность заготовки. 1 ил.
СПОСОБ ПОЛУЧЕНИЯ МАРКИРОВОЧНЫХ МЕТОК НА НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКЕ, включающий загрузку маркировочного материала в емкость, рыхление материала в емкости и подачу материала на поверхность заготовки через сопло сжатым воздухом, отличающийся тем, что материал просушивают во время его рыхления, продувают воздухом сопло перед подачей в него материала и осуществляют дозагрузку материала в емкость во время подачи материала через сопло на поверхность заготовки.
| Справочник, М, М Лакокрасочные покрытия в машиностроении, М, Машиностроение, 1974, с.378. |
