Изобретение относится к металлургии, в конкретно к сталеплавильному оборудованию.
Известно устройство для обработки струи металла, включающее футерованную насадку со сквозным каналом и фурму, установленную в боковой стенке насадки (1).
Недостатками известного устройства являются ограниченные функциональные возможности вследствие отсутствия средств для отсечки шлака и низкая эффективность обработки в связи с недостаточным количеством фурм и их неудовлетворительным расположением.
Из известных наиболее близким к описываемому по технической сущности и достигаемым результатам является устройство для обработки металла, содержащее футерованную насадку со сквозным каналом, выходное отверстие которого смещено относительно входного, и фурму, установленную напротив входного отверстия (2).
К недостаткам известного устройства относится ограниченная эффективность обработки, обусловленная недостаточным количеством фурм, малым временем контакта рафинировочного газа с металлом.
Целью изобретения является улучшение качества металла и повышение эффективности обработки.
Поставленная цель достигается тем, что в известном устройстве, содержащем футерованную насадку со сквозным каналом, выходное отверстие которого смещено относительно входного, и фурму, установленную напротив входного отверстия, согласно изобретению, насадка снабжена по крайней мере одним дополнительным каналом, симметричным первому относительно оси входного отверстия, и фурмами, расположенными напротив выходных отверстий каналов соосно с ними.
Наличие дополнительного канала способствует уменьшению сечения потоков металла и улучшению взаимодействия расплава с рафинировочным газом или с газопорошковой смесью.
Применение дополнительных фурм дает возможность варьировать количество вводимых реагентов и увеличить интенсивность их подачи. Расположение фурм напротив выходных отверстий каналов обеспечивает вдувание реагентов в раскрывающуюся струю металла вдоль ее оси, что повышает продолжительность контакта металла с реагентами при развитой поверхности вследствие образования капель.
Благодаря увеличению интенсивности подачи реагентов, уменьшению сечения потока, увеличению реакционной поверхности, увеличению продолжительности контакта, эффективность обработки повышается, что способствует улучшению качества металла.
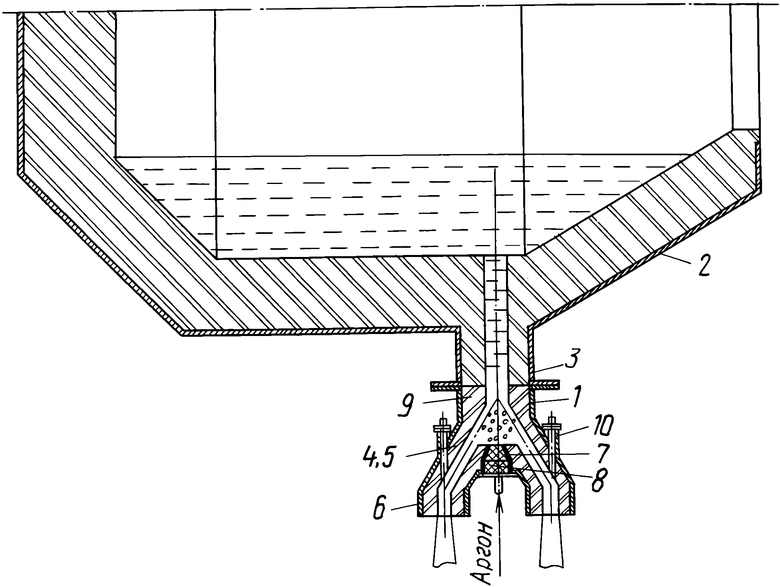
На чертеже показано предлагаемое устройство.
Устройство содержит съемную футерованную насадку 1, закрепленную на корпусе 2 конвертера соосно со сливным отверстием 3. В нижней части насадки 1 имеются боковые патрубки 4, выполненные в виде колена 5 с направляющими носками 6, а также заглушка 7 с пористой пробкой 8 для вдувания инертного газа, расположенной напротив сливного отверстия 3.
В верхней части патрубка 1 встроена индукционная катушка 9 для контроля за появлением шлака, а в боковых патрубках напротив сливных носков 6 установлены дополнительные фурмы 10 для вдувания инертного газа или газопорошковой смеси. Устройство работает следующим образом. Перед началом поворота конвертера для выпуска расплава включают подачу инертного газа (аргона) через пробку 8 с интенсивностью, достаточной для отсечки шлака при прохождении его над сливным отверстием 3, а также через фурмы 10, затем конвертер поворачивают в положение для слива металла, подачу аргона через пробку 8 уменьшают до минимального значения.
При появлении в сливном отверстии 3 шлака индукционная катушка 9 дает сигнал на увеличение расхода аргона до максимального, в результате чего поток аргона запирает сливное отверстие и отсекает шлак, который затем удаляется обычным способом.
В процессе выпуска через фурмы 10 вдувают инертный газ или газопорошковую смесь, например, смесь аргона и порошкообразных десульфураторов или науглераживателей. Непрореагировавшие реагенты увлекаются струей металла и распределяются по объему ванны расплава в ковше.
По сравнению с лучшими образцами аналогичного оборудования описываемое устройство функциональными возможностями за счет возможности отсечки шлака и обеспечивает более эффективную обработку металла, вследствие увеличения количества фурм и их оптимального расположения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для циркуляционного вакуумирования жидкой стали | 1987 |
|
SU1574644A1 |
| Способ внепечной обработки жидкого металла | 1987 |
|
SU1578206A1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2012 |
|
RU2495138C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1991 |
|
RU2017589C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU2015858C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛА В КОВШЕ | 2011 |
|
RU2465339C1 |
| Способ газодинамического отделения шлака от жидкого металла | 1989 |
|
SU1786096A1 |
| Устройство для внепечной обработки жидкого металла | 1990 |
|
SU1759894A1 |
| Способ и устройство для внепечной обработки металла в ковше | 2015 |
|
RU2614862C2 |
| КОВШ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2002 |
|
RU2213644C1 |
Использование: обработка металла при выпуске расплава из печи. Сущность изобретения: с целью улучшения качества металла и повышения эффективности обработки футерованная насадка снабжена по крайней мере двумя симметричными каналами со смещенными выходными отверстиями и фурмами, расположенными напротив выходных отверстий каналов соосно с ними. 1 ил.
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА, содержащее футерованную насадку со сквозным каналом, выходное отверстие которого смещено относительно входного, и фурму, установленную напротив входного отверстия, отличающееся тем, что, с целью улучшения качества металла и повышения эффективности обработки, насадка снабжена по крайней мере одним дополнительным каналом, симметричным основному, относительно оси входного отверстия, и фурмами, расположенными напротив выходных отверстий каналов соосно с ними.
| Авторское свидетельство СССР N 1776051, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
