Изобретение относится к металлургии, а именно к способам внепеч- ной обработки жидкого металла.
Цель изобретения - сокращение про- должительностм процесса и повышение эффективности контроля.
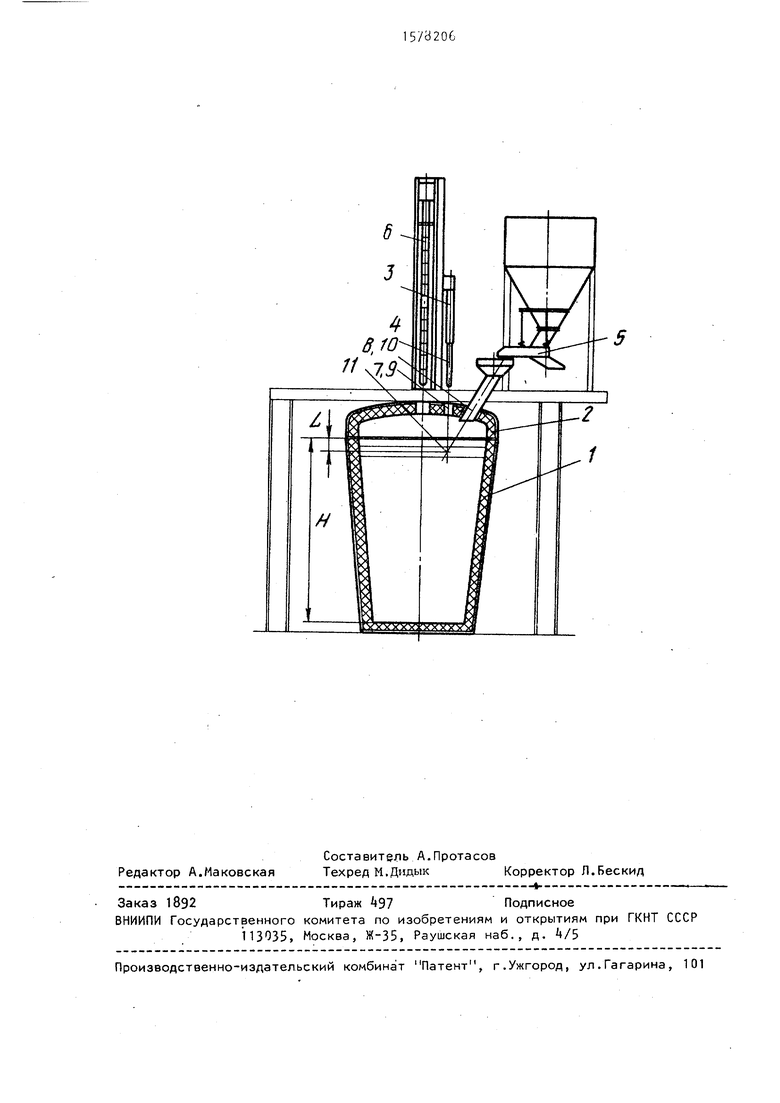
На чертеже изображено устройство, на котором можно реализовать способ, общий вид.
Устройство содержит ковш 1 с футерованной крышкой 2, термопробу 3 с зондом 4, питатель 5 для подачи сыпучих материалов, фурму 6 для вдувания инертного газа и порошкообразных .реагентов. В крышке 2 выполнены каналы 7 8 для ввода зонда 4 и подачи сыпучих материалов, оси 9, 10 которых расположены в общей вертикальной плоскости и пересекаются в точке 11, расположенной на расстоянии от верхней кромки ковша.
Устройство работает следующим образом.
Ковш 1 со сталью, предназначенной для внепечной обработки, транспортируют под агрегат и с помощью механизма вертикального перемещения (не показан) накрывают крышкой, опускают фурму 6 и осуществляют обработку металла порошкообразными реагентами или инертными газом, а также корректируют химсостав металла путем подачи в металл сыпучих материалов и температуру расплава перед разливкой; подавая скрап-сечку.
сд 3 оо кэ
о
OS
В начале обработки и в ходе техно логического процесса необходимо периодически производить отбор и замер температуры. Перед опусканием зонда через канал 8 подают порцию (15 25 кг) скрап-сечки, которая пробивает шлаковую корку в месте ввода зонда Ь, в результате чего исключается поломка зонда, отпадает необходимост в предварительном пробивании шлаковой корки вручную.
Пример. Сталеразливочный ковш вместимостью 160 т с металлом, нагретым до 1630-1650°С, подают на стенд обработки и накрывают футерованной крышкой с каналами для ввода зонда и загрузки добавок, оси которых пересекаются в шлаковом поясе. После предварительной продувки аргоном в течение 2-3 мин из бункера 5 через канал 8 загружают порцию скрап сечки массой кг, которая пробивает шлаковую корку. Температура расплава при этом снижается на 0,26- 0,0°С. Затем с помощью термозонда сменный блок погружают в расплав и осуществляют контроль параметров плавки. 8 зависимости от типа приме- няемого блока одновременно или по - отдельности может происходить контроль уровней металла и шлака, контроль окисленности металла и (или) шлака ,отбор проб и замер температу- ры. Благодаря наличию лунки исключается поломка зонда.
Затем посредством фурмы осуществляется продувка металла смесью аргона с SiCa. В процессе обработки в металл вводят дополнительное количество скрап-сечки. Количество и массу порций определяют в зависимости от результатов замера и требуемой температуры. При необходимости осуществляют один или несколько повторных замеров.
Подача скрап-сечки через автоматизированный тракт позволяет исключить необходимость присутствия обслуживающего персонала или-прерывания процесса для выкатки ковша из-под крышки и замера температуры. Формула изобретения
Способ внепечной обработки жидкоч го металла, включающий подачу ковша с перегретым металлом и шлаком на стенд, продувку металла газами и газопорошковыми реагентами, периодический отбор проб металла и замер температуры путем опускания в расплав измерительного зонда, ввод скрап- сечки, отличающийся тем, что, с целью сокращения продолжительности процесса и повышения эффективности контроля, скрап-сечку вводят в расплав в количестве 15-25 кг под углом к направлению опускания зонда, при этом поток скрап-сечки пересекается с направлением опускания зонда на уровне поверхности шлака, а зонд опускают в расплав после ввода скрап- сечки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2015 |
|
RU2586948C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ШЛАКА В КОВШЕ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ СТАЛИ | 2008 |
|
RU2392334C1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| Вакууматор | 1990 |
|
SU1735385A1 |
| Способ внепечной обработки стали | 1990 |
|
SU1747505A1 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ | 2000 |
|
RU2171296C1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ СТАЛИ | 2001 |
|
RU2204613C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНСТРУКЦИОННОЙ СТАЛИ | 2008 |
|
RU2376389C1 |
Изобретение относится к металлургии. Цель изобретения - сокращение продолжительности процесса и повышение эффективности контроля. После установки ковша с перегретым металлом и шлаком на стенд в расплав вводят порцию скрап-сечки в количестве 15-25 кг. Скрап-сечку подают под углом к направлению перемещения зонда, причем поток скрап-сечки и ось перемещения зонда пересекаются на уровне поверхности шлака. Изобретение позволяет улучшить условия обслуживания, т.к. отпадает необходимость предварительного пробивания шлаковой корки и прерывания процесса для выкатки ковша из под крышки. 1 ил.
| Пружинящая оправка для ручной расшлифовки автомобильных цилиндров и т.п. работ | 1915 |
|
SU1746A1 |
| Механический грохот | 1922 |
|
SU41A1 |
