Изобретение относится к производству алюминия на электролизерах с боковым токоподводом.
Целью изобретения является улучшение условий труда и обеспечение комплексной механизации по обслуживанию анодного устройства.
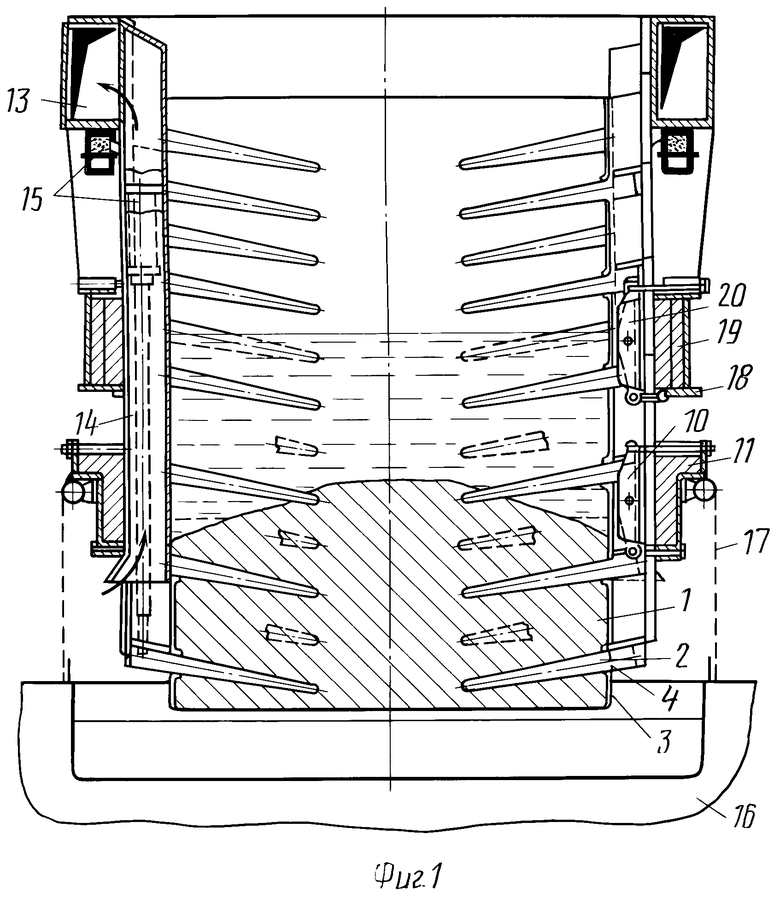
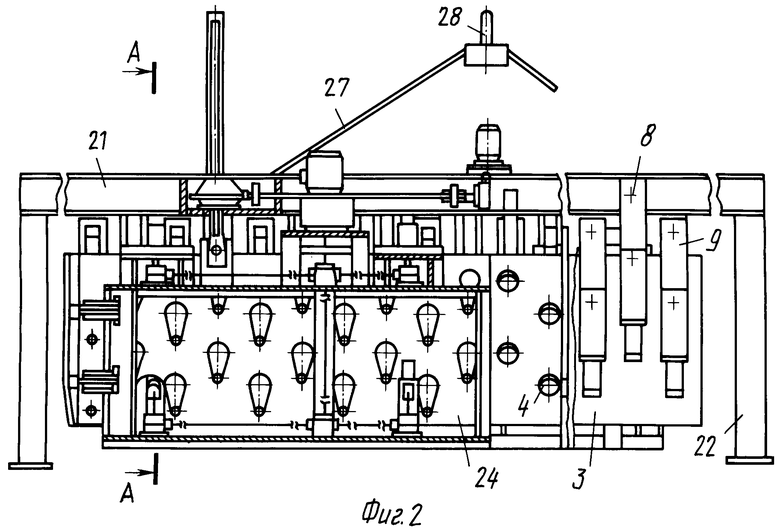
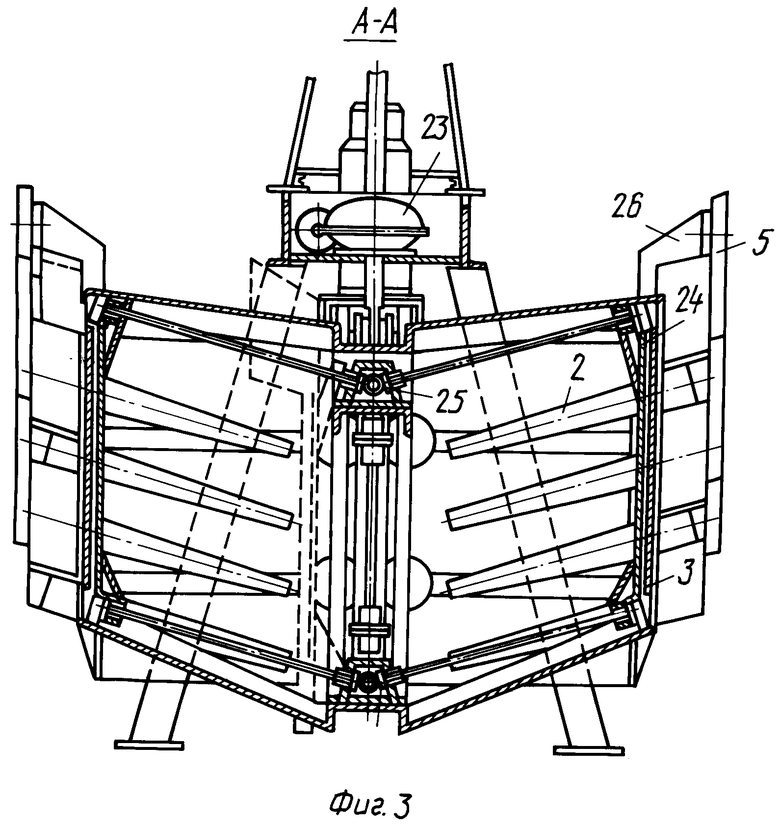
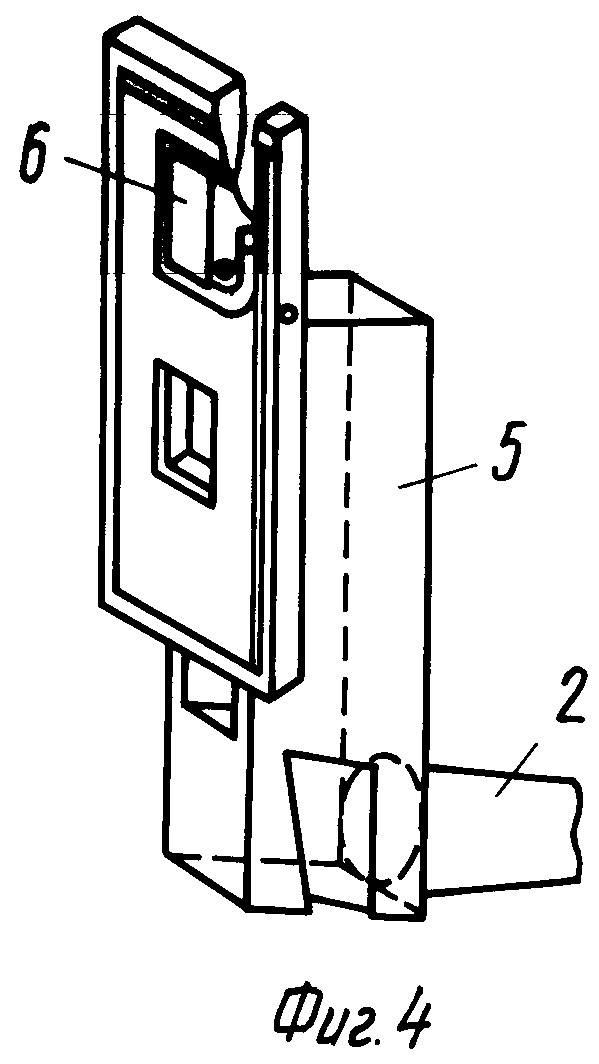
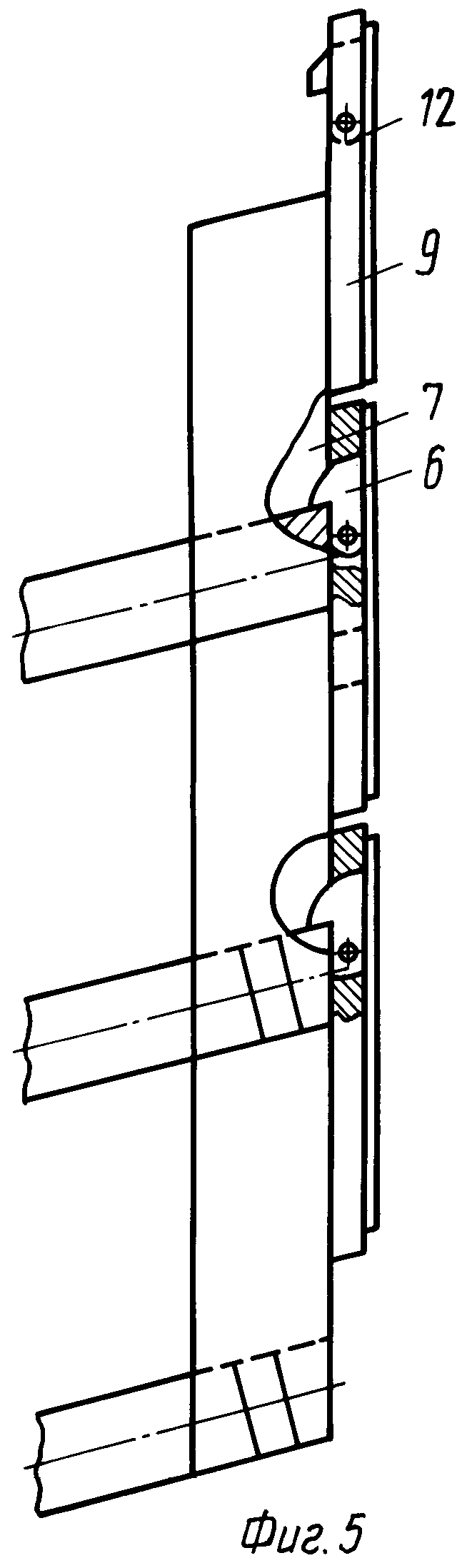
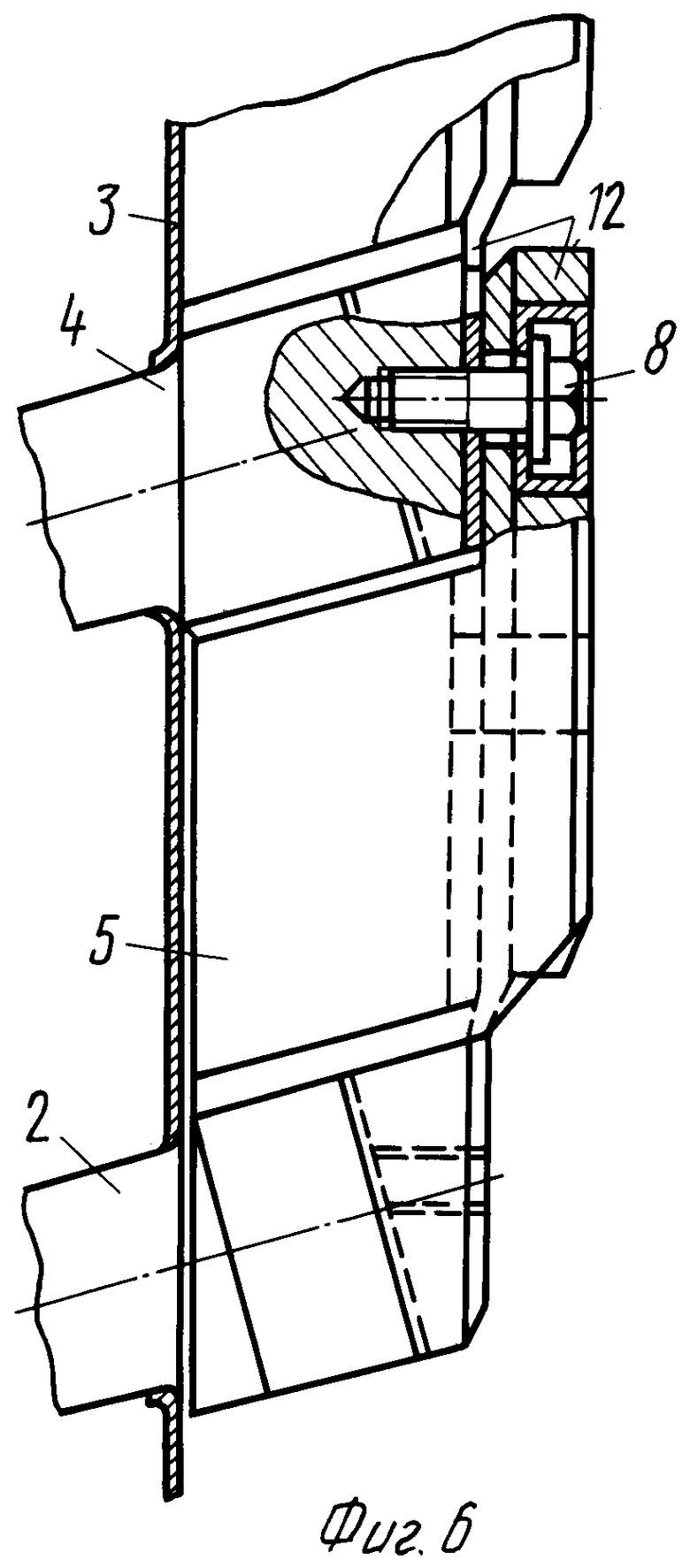
Нам фиг.1 даны поперечный разрез электролизера с боковым токоподводом и штыри, сформированные один над другим в верхней части анода; на фиг.2 - стенд для сборки штырей в виде блоков; на фиг.3 - вид по стрелке А фиг.2; на фиг.4,5 и 6 - штырь и варианты элементов соединения между ними.
Устройство содержит анод 1 со штырями 2, установленными сквозь обечайку 3 в отверстиях 4. Каждый штырь 2 имеет головку 5 с элементами зацепления в виде кулачка 6 с ответным пазом 7 или в виде болтового соединения 8, или какими-то другими, обеспечивающим соединение одного штыря над другим, и образующим вертикальную штангу 9, которая, в свою очередь, соединена зажимами 10 с шиной 11 анодной ошиновкой. Для улучшения контакта между шиной 11 и штырем 2 к торцевой поверхности головок 5, образующих штангу 8, приварена алюминиевая или медная полоса 12.
Электролизер имеет коллектор 13 с газоотсасывающими патрубками 14, расположенными между вертикальными рядами штырей и установленными в одном или нескольких патрубках 14 пробойников 15 для подачи сырья в ванну 16. Нижняя часть анода снабжена укрытием в виде навивных штор 17 или створок (не показано). Для перестановки шины 11 с нижнего на верхний горизонт на центральной несущей балке 18 с дополнительной ошиновкой 19 установлены временные зажимы 20. Для формирования блока штырей с обечайкой на монтажном участке предусмотрено наличие стенда (фиг.2,3), выполненного в виде рамы 21, установленной на стойках 22. К раме 21 посредством домкрата 23 прикреплены направляющие 24, снабженные приводом параллельного перемещения 25, имеющие отверстия, соответствующие шагу расстановки штырей в аноде электролизера и фиксаторы 26 для установки и временного крепления в них головок 5 штырей 2.
Для транспортировки блока штырей с обечайкой с монтажного участка в цех электролиза имеется траверса 27 с элементами строповки 28. Сборку штырей 2 с обечайкой 3 выполняют на стенде монтажного участка следующим образом. К направляющим 24, установленным на раме 21, через привод 25 и выполненному с размерами в плане, соответствующими размерам анода, крепят, например, струбцинами обечайку 3. Отверстия 4 в обечайке 3 должны быть предварительно выполнены диаметром на 5-10 мм меньше диаметра штыря 2 и при установке обечайки на стенд отверстия 4 совмещает с соответствующими отверстиями в направляющих 24.
В верхний ряд отверстий устанавливают штыри 2 до упора в направляющие 24 и крепят к фиксатору 26. Так формируется верхний ряд блока штырей под тем углом к горизонту, под которым они должны стоять в электролизере. Последующие ряды штырей соединяют элементами зацепления 6 или 8 (см.фиг.5,6) за верхние, образуя таким образом вертикальные штанги 9. Сформированный блок штырей с обечайкой транспортируют с монтажного участка, например на платформе, в корпус электролиза, где при помощи траверсы 27 строповидного узла 28 и крана устанавливают на электролизер. Совместив все ряды штырей блока с пазами, образованными на электролизере патрубками 14 на коллекторе 13 (см. фиг.1), с помощью домкратов 23 опускают блок до соприкосновения со штырями, находящимися на электролизере, соединяют их между собой одним из ваpиантов, например введением кулачков 6 нижнего ряда штырей в пазы 7 верхнего, или винтовым прижимом 8 (см.фиг.5,6), или другим способом. После этого с помощью привода параллельного перемещения 25 направляющие 24 сдергивают со штырей блока до полного вывода концов штырей 2 из направляющих 24, предварительно разъединив головки 5 штырей с фиксаторами 26. Затем поднимают направляющие 24 домкратами 23 в исходное положение и краном возвращают стенд на платформу и далее на монтажный участок для следующей установки обечайки и штырей.
Далее формирование анода идет по известной схеме, т.е. по мере подгорания подошвы анода его опускают и вместе с ним опускают установленные на нем штыри, периодически погружая сверху анодную массу для поддержания необходимой высоты анода. Когда верхний ряд штырей блока подойдет к поверхности анода, устанавливают очередной блок сформированный на том же стенде, что и предыдущий. Таким образом достигается совмещение новых штырей с ранее установленными на электролизере. Извлечение нижнего ряда штырей выполняют по известной схеме после предварительной расстыковки головок с верхним рядом штырей. Также по известной схеме выполняют перетяжку анодной ошиновки 11 с нижнего положения в верхнее. Для этого вышерасположенные штыри временными зажимами 20 поджимают к дополнительной ошиновке 19, что, кроме временной подвески, обеспечивает непрерывность токоподвода. Обслуживание пробойников 15 подачи сырья в ванну 16 также осуществляется при закрытом укрытии 17.
Таким образом, предложенный способ формирования анода и устройство для его осуществления позволяют обслуживающему персоналу выполнять значительную часть работ по формированию анода в более благоприятных санитарно-гигиенических условиях на монтажном участке, что положительно сказывается на качестве выполняемых работ.
Существенным преимуществом данного предложения является замена поштучной забивки штырей в анод на групповую установку целыми блоками с использованием комплексной механизации. Тем самым уменьшается цикличность выполняемой работы и ее трудоемкость. При этом штыри формируются в аноде в строго заданном положении, исключающем перекосы штырей, как это имеет место при забивке штырей в боковую поверхность анода, т.е. обеспечивается работа электролизера в режиме более близком к оптимальному. Кроме того, предложенная схема расположения штырей позволила приблизить укрытие и газоотсасывающие патрубки к зоне образования вредных газов и тем самым повысить эффективность улавливания этих газов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАССТОЯНИЯ ОТ ПОДОШВЫ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ ДО НИЖНЕГО СРЕЗА ТОКОПОДВОДЯЩЕГО ШТЫРЯ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2002 |
|
RU2245943C2 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 1992 |
|
RU2037567C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2080419C1 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169797C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕПЛОВОГО РЕЖИМА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1998 |
|
RU2124586C1 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРИ ИХ ПРОДОЛЬНОМ РАСПОЛОЖЕНИИ В КОРПУСЕ | 1989 |
|
RU2007504C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2005 |
|
RU2294985C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2078852C1 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2259427C2 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ | 1992 |
|
RU2017863C1 |
Использование: производство алюминия в электролизере с боковым токоподводом. Для улучшения условий труда и обеспечения комплексной механизации по обслуживанию анодного устройства установку штырей в обечайку осуществляют на стенде в виде блока из одного или нескольких рядов, транспортируют блоки траверсой на электролизер и перед установкой штырей в анод блоки располагают над поверхностью анода один над другим и соединяют между собой головками. Головки выполнены с элементами соединения и штыри расположены один над другим, при этом головки штырей скреплены элементами соединения с образованием непрерывных вертикальных токоподводящих штанг. 2 с. и 2 з.п.ф-лы, 6 ил.
| Ветюков М.М | |||
| и др.Электрометаллургия алюминия и магния | |||
| М.: Металлургия, 1987, с.98-100. |
