Изобретение относится к электротехнике, а именно к способу изготовления магнитопроводов с явно выраженными полюсами для статоров однофазных асинхронных двигателей, создающих на валу ротора пусковой электромагнитный момент.
Известен способ изготовления магнитопровода с явновыраженными полюсами для статора однофазного асинхронного двигателя, создающего на валу ротора пусковой электромагнитный момент, в соответствии с которым из листового железа штампуют отдельные пластины с пазом на поверхности каждого полюса, после чего с пластины снимают заусеницы, покрывают их слоем изоляции, из отдельных пластин набирают магнитопровод необходимого в осевом направлении размера, изготовляют медные короткозамкнутые витки, одну из активных сторон которых укладывают в пазы полюсов, а другие активные стороны укрепляют на торцевой поверхности полюсов [1].
Недостатками данного способа являются высокая трудоемкость изготовления, малая технологичность конструкции, высокие затраты на производство и низкая эффективность охлаждения магнитопровода при работе двигателя. Первые два недостатка объясняются необходимостью штамповки большого числа пластин, снятием с них заусениц, образующихся при штамповке, покрытием пластин слоем изоляции, сложностью сборки магнитопровода, изготовлением медных короткозамкнутых витков и их креплением на полюсах. Третий недостаток объясняется большими отходами активных материалов в процессе штамповки пластин и короткозамкнутых витков. Причиной последнего недостатка является малая поверхность охлаждения магнитопровода.
Известен другой способ изготовления магнитопроводов с явновыраженными полюсами для статоров однофазных асинхронных двигателей, создающих на валу ротора пусковой электромагнитный момент, в соответствии с которым из листового железа штампуют отдельные пластины с усеченной частью каждого полюса, снимают с пластин заусеницы, покрывают пластины слоем изоляции, из отдельных пластин набирают магнитопровод необходимого в осевом направлении размера, после чего изготовляют зоны с изотропной электрической проводимостью в виде ферромагнитных массивных вставок с поперечным сечением, совпадающим по форме с усеченной частью полюсов, с последующим креплением зон с изотропной электрической проводимостью на усеченных частях полюсов [2].
Однако, и данный способ изготовления магнитопроводов характеризуется высокой трудоемкостью, малой технологичностью, высокими затратами на производство и низкой эффективностью охлаждения при работе двигателя. Первые два недостатка связаны со штамповкой большого числа пластин, необходимостью снятия с них заусениц, покрытием пластин слоем изоляции, сложностью сборки магнитопровода, изготовлением ферромагнитных массивных вставок сложного профиля и их креплением на полюсах. Третий недостаток объясняется большими отходами активных материалов в процессе штамповки пластин и при изготовлении ферромагнитных вставок. Причиной последнего недостатка является малая поверхность охлаждения магнитопровода.
Цель изобретения - повышение технологичности, снижение трудоемкости и затрат, увеличение эффективности охлаждения магнитопровода.
Поставленная цель достигается благодаря тому, что пластины получают из ферромагнитного порошка посредством его прессования с одновременным формированием на противоположных краях соседних полюсов утолщений в форме выступов, набор магнитопровода из отдельных пластин осуществляют таким образом, чтобы утолщения полюсов каждой предыдущей пластины соприкасались с торцевой поверхностью полюсов, не несущей утолщений, каждой последующей пластины, а зоны с изотропной электрической проводимостью получают в процессе спекания образующих магнитопровод пластин посредством их диффузионной сварки в местах соприкосновения.
На поверхности пластины, не несущей утолщений, соосно утолщениям и одновременно с ними формируют выемки, форма которых повторяет форму утолщений, а глубина меньше высоты утолщений.
Изготовление магнитопроводов по предлагаемому способу приводит к созданию на части каждого полюса электрического поверхностного контакта между пластинами, что, в случае размещения на полюсах однофазной обмотки, обуславливает сдвиг по фазе магнитных потоков частей полюсов и получение на валу ротора однофазного двигателя электромагнитного пускового момента. Данный технический эффект достигается при использовании предлагаемого способу и не достигается при использовании известных способов, в соответствии с которыми пусковой момент получают посредством охвата части каждого полюса короткозамкнутым витком, размещением на части каждого полюса массивной ферромагнитной вставки или укладкой в пазы статора вспомогательной пусковой обмотки и включением в ее цепь фазосдвигающего элемента.
Поиск аналогичных и эквивалентных технических решений не обнаружил в основном и смежных классах технических решений, направленных на решение поставленной задачи предложенными путями. Это означает, что данное техническое решение соответствует критерию "существенные отличия".
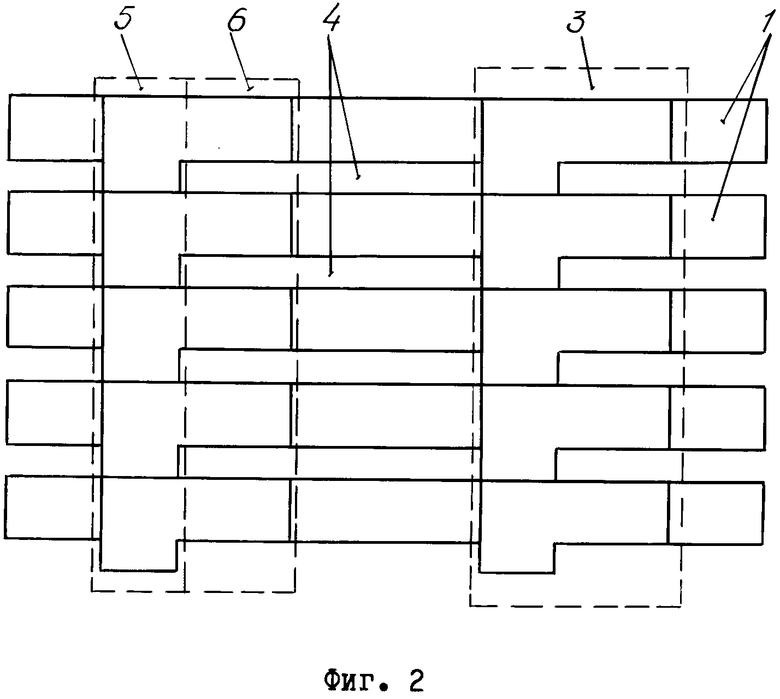
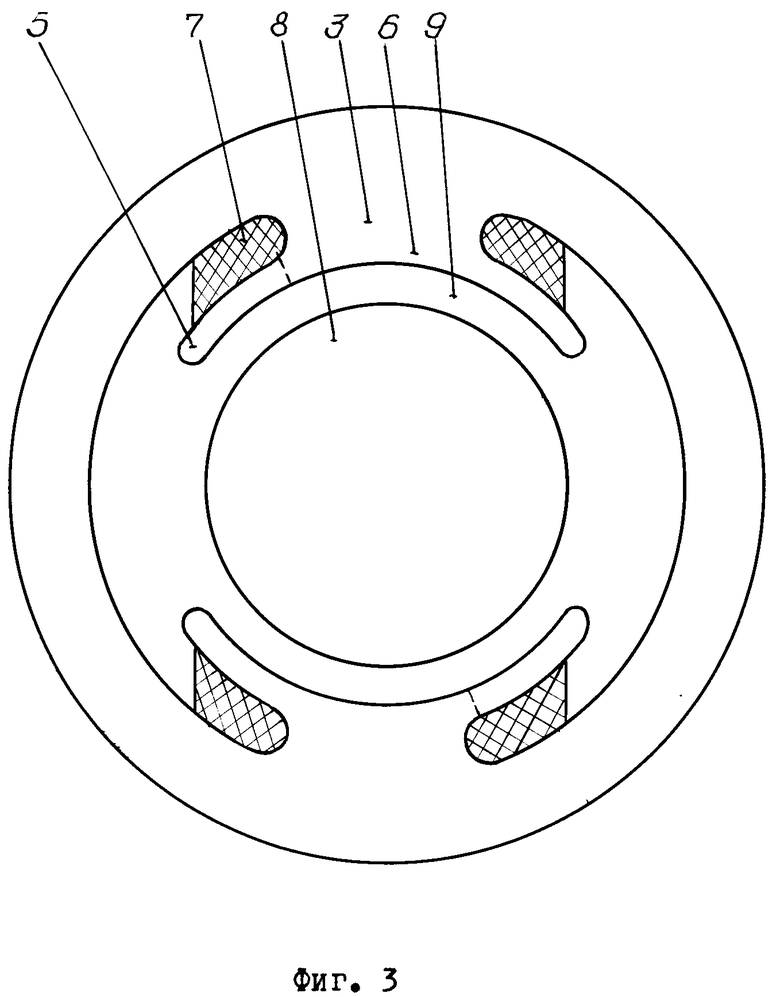
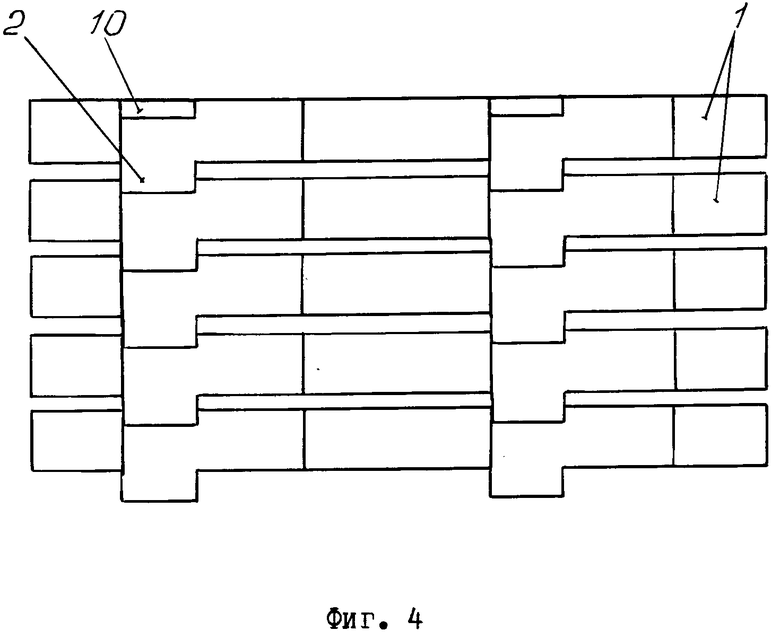
На фиг.1 показана одна из пластин магнитопровода статора с двумя явновыраженными полюсами; на фиг.2 - развертка на плоскости магнитопровода 2-полюсного асинхронного двигателя с утолщениями на части полюсов; на фиг.3 - схематический вид однофазного асинхронного двигателя; на фиг.4 - развертка на плоскости магнитопровода 2-полюсного асинхронного двигателя с утолщениями и впадинами на части полюсов.
Предложенный способ изготовления магнитопровода с явновыраженными полюсами для статора однофазного асинхронного двигателя реализуется следующим образом.
Порошок чистого железа (96,5%) смешивают с порошком кремния (3,5%). Из полученной смеси на прессе при давлении 8-10 т/см2 прессуют отдельные пластины 1 толщиной 1,5-2,5 мм с утолщениями 2 на части полюсов 3 (см. фиг.1). Утолщения 2 выполняются на одной из торцевых поверхностей пластин 1 и имеют форму выступов. Высота утолщений 2 составляет 0,3-1,0 мм, а их длина равна 0,35-0,45 от длины дуги полюсов 3. Из пластин 1, полученных прессованием, набирают магнитопровод необходимого в осевом направлении размера (см. фиг. 2), причем набирают так, что утолщения 2 полюсов 3 каждой предыдущей пластины 1 соприкасаются с торцевой поверхностью полюсов 3, не несущей утолщений 2, каждой последующей пластины 1. Такой порядок набора магнитопровода из отдельных пластин 1 обеспечивает соприкосновение всех пластин 1 на части поверхности полюсов 3, несущих утолщения 2. Оставшиеся части поверхности пластин 1 оказываются разделенными друг относительно друга воздушными зазорами 4, высота которых равна высоте утолщений 2. К набранному из пластин 1 магнитопроводу в осевом направлении прикладывают статическое сжимающее давление 2-4 МПа, после чего магнитопровод помещают в вакуумную печь с глубиной вакуума 10-4 мм рт.ст. Процесс спекания пластин 1, образующих магнитопровод, ведут при температуре в печи 1050-1100оС в течение 2-1,5 ч. При этом одновременно со спеканием пластин 1 протекает процесс их диффузионной сварки в местах соприкосновения друг с другом. В результате диффузионной сварки на одной части каждого полюса 3, которая несет утолщения 2, создается зона изотропной электрической проводимости 5. На другой части полюсов 3, из-за наличия между пластинами 1 воздушных зазоров 4, образуется зона 6 с анизотропной электрической проводимостью. На полюсах 3 изготовленного таким образом магнитопровода, размещается однофазная обмотка 7 (см. фиг.3), а в пространстве между полюсами 3 устанавливается ротор 8, который относительно полюсов магнитопровода статора отделяется рабочим воздушным зазором 9.
На поверхности пластин 1, не несущей утолщений 2, соосно утолщениям 2 и одновременно с ними формируют выемки 10. Форма выемок 10 повторяет форму утолщений 2, а их глубина составляет 0,1-0,3 мм, т.е. приблизительно 30% от высоты утолщений 2.
Однофазный асинхронный двигатель с магнитопроводом статора, изготовленным по предлагаемому способу, обеспечивает создание на валу ротора электромагнитного пускового момента и запуск двигателя в ход. Физически это объясняется следующим образом.
При подключении однофазной обмотки 7 к источнику однофазного переменного напряжения в ней возникает электрический ток, который создает пульсирующий магнитный поток. Одна часть этого потока проходит по участкам 5, характеризующимся изотропной электрической проводимостью, а другая часть потока проходит по участкам 6, имеющим анизотропную электрическую проводимость. Часть потока, проходящая по участкам 5, имеющим изотропную электрическую проводимость, индуцирует в них электрические токи, которые создают свое магнитное поле, направленное встречно потоку, созданному током однофазной обмотки 7. В результате на участках 5 образуется некоторый результирующий магнитный поток, который по отношению к потоку участков 6 с анизотропной электрической проводимостью оказывается сдвинутым в пространстве и времени. Наличие пространственного и временного сдвигов по фазе магнитных потоков участков 5 и участков 6 приводит к созданию в рабочем воздушном зазоре 9 эллиптического магнитного поля, а на валу ротора 8 - электромагнитного пускового момента, обуславливающего надежный запуск двигателя.
П р и м е р. Предлагаемый способ изготовления магнитопровода статора реализован в опытном образце однофазного асинхронного двигателя, в качестве ротора, в котором использован ротор с короткозамкнутой обмоткой от серийно изготавливаемого двигателя типа АПН 011-2.
Производится смешивание железного порошка марки ПЖРВ-2-200 (96,5%) с добавкой порошка кремния (3,5%). Смесь прессуется на гидравлическом прессе при давлении 8 т/см2, в результате чего получаются отдельные пластины. Толщина пластин составляет 2,5 мм, высота утолщений в осевом направлении двигателя равна 0,6 мм, а их длина выполнялась равной 13 мм, что составляло 0,35 от длины дуги полюса. Из девяти пластин выбирается магнитопровод и к нему в осевом направлении прикладывается статическое сжимающее давление 3 МПа. После этого магнитопровод помещается в вакуумную печь (10-4 мм рт.ст. ), где осуществляется его спекание при температуре (1050-1070)оС в течение двух часов. Одновременно с процессом спекания протекает процесс диффузионной сварки по поверхности соприкосновения пластин.
Исследования в отраслевой лаборатории кафедры "Общая электротехника и промышленная электроника" Пермского политехнического института показали, что однофазный асинхронный двигатель с магнитопроводом статора, изготовленным по предлагаемому способу, обеспечивает надежный запуск ротора из неподвижного состояния.
Использование в качестве исходного материала смеси порошка чистого железа и порошка кремния и прессование смеси при давлении 8-10 т/см2 позволяет реализовать безотходную технологию и получить пластины, а следовательно и магнитопровод, у которых магнитная проницаемость, индукция насыщения, потери от протекания вихревых токов и потери на перемагничивание близки к их величинам, характерным для магнитопроводов из листовой электротехнической стали. Формирование в процессе прессования на части явновыраженных полюсов утолщений в форме выступов обуславливает получение на валу ротора однофазного асинхронного двигателя пускового электромагнитного момента, взаимную изоляцию посредством воздуха пластин друг относительно друга по всей их поверхности, исключая поверхность утолщений полюсов, а также многократное увеличение поверхности охлаждения магнитопровода статора. Спекание пластин в среде вакуума и приложение к пластинам в осевом направлении статического сжимающего давления обеспечивают пластинам и магнитопроводу необходимую механическую прочность и их диффузионную сварку по поверхности соприкосновения пластин друг с другом, т.е. по поверхности утолщений.
Формирование в процессе прессования пластин выемок, расположенных соосно утолщениям, обеспечивает строго определенное положение пластин друг относительно друга и создает предпосылки для автоматизации процесса сборки магнитопровода.
Всесторонними экспериментальными исследованиями установлено следующее.
Уменьшение в смеси порошка чистого железа и увеличение порошка кремния приводит к снижению индукции насыщения и ухудшению механических свойств пластин за счет повышения их твердости и хрупкости. Увеличение порошка чистого железа и уменьшение порошка кремния обуславливает снижение электрического сопротивления пластин, рост вихревых токов и коэрцитивной силы, увеличение потерь на вихревые токи и перемагничивание.
Прессование пластин при давлении, меньшем 8 т/см2, приводит к снижению плотности пластин, возникновению пористости и уменьшению магнитной проницаемости, т.е. ухудшению магнитных характеристик. Увеличение давления выше 10 т/см2 невозможно из-за ограниченной прочности оснастки.
Уменьшение статического сжимающего давления ниже 2 МПа не позволяет получить хорошего контакта между пластинами, что приводит к снижению качества диффузионной сварки пластин и уменьшению прочности магнитопровода. Увеличение статического сжимающего давления выше 4 МПа обусловливает пластическую деформацию утолщений и приводит к уменьшению воздушного зазора между пластинами и ухудшению отвода тепла.
Увеличение температуры спекания выше 1100оС приводит к появлению локальных участков оплавления. При этом теряется форма пластин, появляются поры диффузионного характера, что снижает магнитную проницаемость и увеличивает вихревые токи. Уменьшение температуры спекания вниз от 1050оС не обеспечивает условий равномерного растворения кремния в железе, что приводит к уменьшению магнитной проницаемости и магнитной индукции.
Время спекания выбирается из условий полного растворения кремния в железе: с повышением температуры спекания время спекания уменьшается и, наоборот, с уменьшением температуры спекания время спекания возрастает.
Прессование пластин толщиной менее 1,5 мм обуславливает уменьшение магнитной проницаемости и ухудшение магнитных характеристик из-за снижения плотности материала пластин, вызванного ростом влияния трения по торцевым поверхностям. Увеличение толщины пластин, по сравнению с 2,5 мм, приводит к увеличению вихревых токов и ухудшению электрических и магнитных характеристик магнитопроводов.
Уменьшение высоты утолщений, по сравнению с 0,3 мм, обуславливает уменьшение воздушного зазора между пластинами и ведет к ухудшению охлаждения магнитопровода. Рост высоты утолщений выше 1 мм приводит к увеличению габаритов магнитопровода в осевом направлении.
Снижение длины утолщений, по сравнению с 0,35 длины дуги полюсов, обуславливает уменьшение электромагнитного момента однофазного двигателя. Рост длины утолщений, в сравнении с 0,45 длины дуги полюсов, практически не приводит к увеличению электромагнитного момента, но связан с увеличением расхода порошка и уменьшением поверхности охлаждения магнитопровода.
Глубина выемок выбирается из условия надежной фиксации пластин при наборе магнитопровода и эффективного отвода тепла через воздушные зазоры между пластинами.
Однофазный асинхронный двигатель с магнитопроводом статора, изготовленным по предлагаемому способу, так же как и однофазный асинхронный двигатель с магнитопроводом статора, изготовленным по способу [2], выбранному в качестве прототипа, обеспечивает создание пускового электромагнитного момента.
Вместе с тем, предлагаемое изобретение, в сравнении с [2], обеспечивает получение существенного положительного эффекта, который сводится к следующему.
Повышается технологичность конструкции, снижается трудоемкость и затраты на производство магнитопроводов, что объясняется отсутствием отходов активных материалов, повышением производительности за счет исключения операций снятия заусениц, взаимного изолирования пластин слоем лака, изготовлением ферромагнитных вставок, их креплением на части полюсов, полной автоматизацией производства, а также сокращением необходимого числа пластин, вызванного увеличением толщины пластин по сравнению с толщиной листовой стали.
Существенно возрастает эффективность охлаждения магнитопровода и размещенной на нем обмотки за счет наличия между пластинами, образующими магнитопровод, воздушных зазоров. Повышение эффективности отвода тепла позволяет увеличить удельные электрические и магнитные нагрузки однофазных двигателей, что способствует улучшению рабочих характеристик двигателей или уменьшению их габаритов.
Изобретение рекомендуется к использованию на предприятиях, осуществляющих серийное производство однофазных асинхронных двигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ОДНОФАЗНОГО АСИНХРОННОГО ДВИГАТЕЛЯ | 1990 |
|
RU2051457C1 |
| ОДНОФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1991 |
|
RU2028024C1 |
| ЦЕНТРОБЕЖНЫЙ КРИОГЕННЫЙ КОМПРЕССОР | 1992 |
|
RU2034999C1 |
| Синхронный редукторный электродвигатель | 1989 |
|
SU1713077A1 |
| Однофазный асинхронный двигатель с фазным ротором | 2024 |
|
RU2840896C1 |
| ОДНОФАЗНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1991 |
|
RU2010410C1 |
| ДВУХФАЗНЫЙ ДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА | 1995 |
|
RU2088029C1 |
| БЕСКОНТАКТНЫЙ МОМЕНТНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2005 |
|
RU2285322C1 |
| Однофазный асинхронный двигатель | 1990 |
|
SU1765874A1 |
| СТАТОР ДВУХФАЗНОГО ДВИГАТЕЛЯ ПЕРЕМЕННОГО ТОКА | 1993 |
|
RU2085003C1 |

Использование: электротехника при изготовлении магнитопроводов с явно выраженными полюсами для статоров однофазных двигателей. Сущность изобретения: пластины получают из ферромагнитного порошка посредством его прессования с одновременным формированием на противоположных краях соседних полюсов утолщений в форме выступов. Набор магнитопровода из отдельных пластин осуществляют таким образом, чтобы утолщения полюсов не несущей утолщений пластины соприкасались с торцевой поверхностью полюсов, не несущей утолщений, каждой последующей пластины, а зоны с изотропной электрической проводимостью получают в процессе спекания образующих магнитопровод пластин посредством их диффузионной сварки в местах соприкосновения. На поверхности пластин, не несущей утолщений, соосно утолщениям и одновременно с ними формируют выемки, форма которых повторяет форму утолщений, а глубина меньше высоты утолщений. 1 з.п. ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент Великобритании N 1269350, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
