Изобретение относится к двойному ленточному прессу непрерывного действия для производства ламинатов, древесно-стружечных или волокнистых плит, фанерных плит или т.п.
Известны двойные ленточные прессы [1], которые служат для непрерывного производства бесконечного прессуемого материала в форме полотна, в частности для изготовления декоративных ламинатов, кашированных медью электроламинатов, полотен термопласта, древесно-стружечных плит, волокнистых плит и т.п. Эти двойные ленточные прессы обладают двумя бесконечно обращающимися прессовочными лентами, между которыми отверждают полотна прессуемого материала под воздействием давления и при определенных обстоятельствах также тепла при одновременной транспортировке в прямом направлении. Многие полотна прессуемого материала требуют для полного отверждения также осуществляемое после теплового воздействия охлаждение под давлением. Для производства действующего на полотно прессуемого материала давления так называемые изобарные машины этого рода имеют камеры давления, ограниченные прижимной плитой и прессовочной лентой в вертикальном направлении и сбоку за счет уплотнений с поверхностью скольжения. В этих камерах давления создается давление за счет текучей напорной среды, такой как масло или сжатый воздух.
Для подвода тепла к прессуемому материалу известно выполнение отводных барабанов двойного ленточного пресса со стороны входа обогреваемыми. За счет этого прессовочные ленты двойного ленточного пресса нагреваются на обогреваемых отводных барабанах. Прессовочные ленты затем передают поглощенное количество тепла в зону, в которой прессуемый материал, лежащий между обеими прессовочными лентами, подвергается давлению по поверхности, реакционную зону и там отдают тепло прессуемому материалу. Однако вследствие ограниченной теплоемкости прессовочных лент этого количества тепла часто оказывается недостаточно.
Для подвода тепла в реакционную зону прижимные плиты могут выполняться в виде обогреваемых нагревательных плит или для отвода тепла - в виде охлаждаемых охлаждающих плит. Из-за плохой теплопроводности текучих сред через текучую напорную среду может подводиться от нагревательных плит к прессовочной ленте или отдаваться от прессовочной ленты к охлаждающим плитам лишь очень малое количество тепла. Далее можно нагревать или охлаждать саму текучую напорную среду. Однако вследствие относительно малых скоростей прессовочных лент это количество тепла, переносимое с помощью конвективной теплопередачи от текучей напорной среды на прессовочную ленту, является малым и практически не имеет значения.
В изобретении [2] показаны теплопроводные элементы, состоящие из имеющего хорошую теплопроводность материала и расположенные одной поверхностью с образованием хорошего теплопроводного контакта на прижимной плите в двойном ленточном прессе. Другая поверхность теплопроводных элементов соприкасается с внутренними сторонами прессовочных лент в области реакционной зоны, так что прессовочная лента скользит вдоль этой поверхности во время работы двойного ленточного пресса. Прижимные плиты нагреваются до более высокой температуры по сравнению с номинальной температурой реакционной зоны, так что между прижимными плитами и прессовочными лентами возникает тепловой градиент и поток тепла течет от прижимных плит через теплопроводные элементы на прессовочную ленту. Это дополнительное тепло затем передается от прессовочных лент на прессуемый материал. С помощью такой конструкции возможно охлаждение прессовочных лент, при этом охлаждается прижимная плита.
Недостаток такого устройства в том, что за счет относительно длинного пути от прижимной плиты до реакционной зоны возникает повышенное тепловое сопротивление, так что во многих случаях применения также с помощью такой конструкции передается недостаточное количество тепла.
Цель изобретения - усовершенствование двойного ленточного пресса с тем, чтобы от находящейся в камере давления нагретой текучей напорной среды большее количество тепла передавалось на прессовочную ленту, соответственно отводилось от прессовочной ленты на охлажденную текучую напорную среду.
Преимущества, достигаемые с помощью изобретения, состоят в том, что теплообмен между текучей напорной средой и прессовочной лентой происходит рядом с прессовочной лентой и тем самым исключаются длинные пути с большими тепловыми сопротивлениями.
Теплообмен происходит не только за счет конвекции между прессовочной лентой и текучей напорной средой, но и за счет конвекции между находящимися в камере давления элементами и текучей напорной средой, и намного большее количество тепла передается между элементами и прессовочной лентой с помощью теплопроводности за счет турбулентного принудительного перемещения текучей напорной среды, так как ограниченная размерами камер давления теплопередающая поверхность прессовочной ленты сильно увеличивается за счет элементов.
На фиг. 1 изображен двойной ленточный пресс, разрез, вид сбоку; на фиг. 2 - входная зона в двойной ленточный пресс, разрез; на фиг. 3 - прижимная плита, вид сверху; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - то же, вариант; на фиг. 6 - вид Б на фиг. 5.
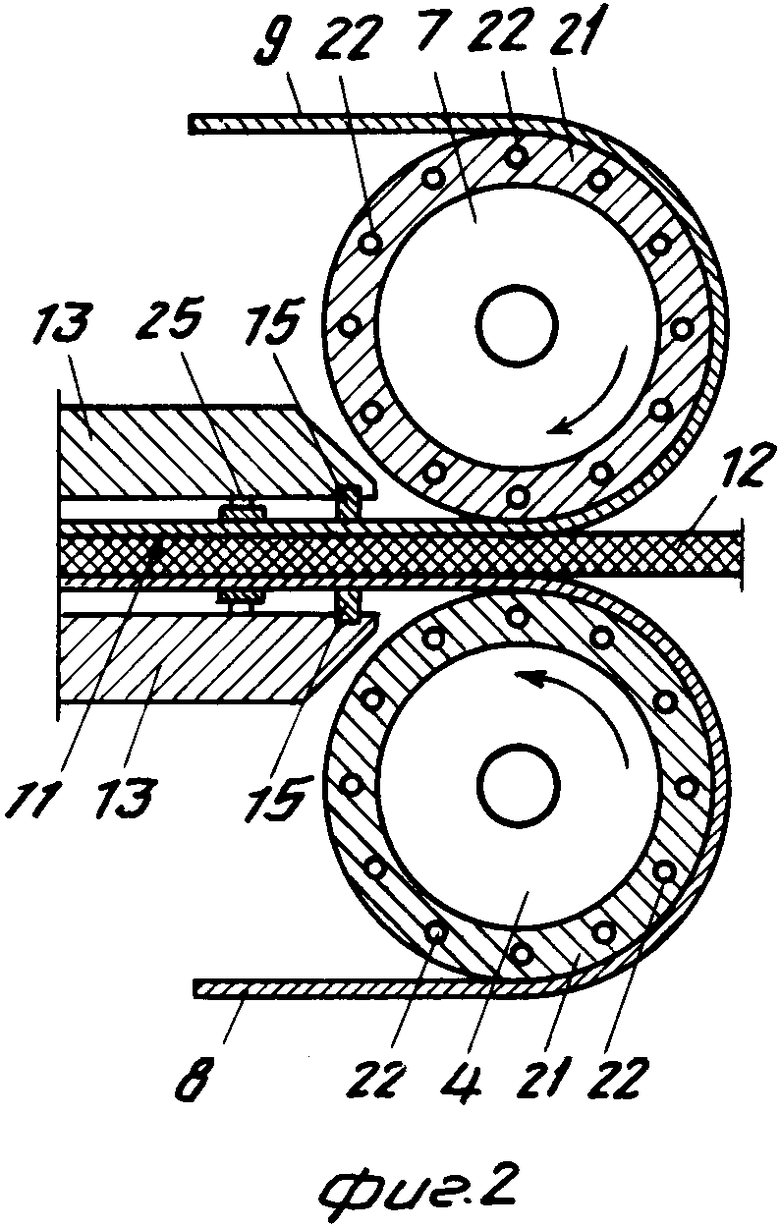
Двойной ленточный пресс 1 непрерывного действия состоит из нижнего узла прессовочной ленты 2 и верхнего узла прессовочной ленты 3, расположенных друг над другом. Узлы прессовочных лент 2, 3 в свою очередь состоят каждый из двух направляющих барабанов 4, 5 (соответственно 6, 7) и одной бесконечной прессовочной ленты 8 (9). Прессовочная лента 8 (9), состоящая обычно из высокопрочной на растяжение стальной ленты, направляется вокруг направляющих барабанов 4, 5 (соответственно 6, 7) и натянута с помощью гидравлических цилиндров 10.
Четыре направляющих барабана 4, 5, 6, 7 установлены с возможностью вращения в станине пресса (не показана). По меньшей мере один барабан каждого узла прессовочной ленты 2 (3) приводится от двигателя, так что обе прессовочные ленты 8, 9 с одинаковой скоростью перемещаются по направляющим барабанам 4, 7 в соответствии со стрелками. Между нижней ветвью верхней прессовочной ленты 9 и верхней ветвью нижней прессовочной ленты 8 расположена реакционная зона 11, в которой спрессовывается полотно прессуемого материала 12, проходящее справа налево, при давлении по поверхности и тепловом воздействии и/или охлаждении во время прохождения через двойной ленточный пресс 1.
Полотно прессуемого материала 12 может состоять, например, из импрегнированных синтетической смолой тканей, слоистых материалов, смесей волокнистого и связующего материалов, полотен термопластов и т.п. В настоящем примере осуществления при упоминании о полотне прессуемого материала 12 речь идет об отдельных наслоенных друг на друга в слоеную структуру полотнах стеклоткани, импрегнированных эпоксидной смолой и лежащих на поверхностях слоеной структуры полотнах медной пленки, спрессовываемых в двойном ленточном прессе 1 в кашированное медью полотно ламината. Такой кашированный медью ламинат служит в качестве исходного материала для производства печатных плат.
Для создания воздействующего на полотно прессуемого материала 12 в реакционной зоне 11 давления по поверхности в станине двойного ленточного пресса 1 расположены прижимные плиты 13, от которых давление гидравлически прикладывается к внутренним сторонам прессовочных лент 8(9) и затем от них передается к полотну прессуемого материала 12. При гидравлической передаче давления устанавливаемая под давление текучая напорная среда вводится между прижимной плитой 13 и внутренней стороной прессовочной ленты 8(9). По сторонам камера 14 давления ограничена кольцеобразно расположенным в прижимной плите 13 и прижатым к внутренней стороне прессовочной ленты 8(9) уплотнением 15 с поверхностью скольжения, по которой скользит прессовочная лента 8(9). В качестве напорного средства преимущественно используется синтетическое масло или газ, например сжатый воздух. Для подвода напорной среды в камеру 14 давления в прижимной плите 13 находятся впускные отверстия 16 (фиг. 3).
Уплотнение 15 с поверхностью скольжения состоит из U-образной удерживающей планки 17, которой закреплен собственный уплотнительный элемент 18 (фиг. 4). U-образная удерживающая планка 17 расположена в пазу 19 прижимной плиты 13 и нагружается со стороны дна паза напорным средством, так что уплотнительный элемент 18 прижимается одной поверхностью к перемещающейся прессовочной ленте 8(9) и таким образом герметизирует камеру 14 давления по отношению к атмосфере. К U-образной удерживающей планке 17 прилегает в пазу 19 кольцо 20 круглого сечения, которое в свою очередь герметизирует паз 19 относительно атмосферы.
Для нагрева прессовочных лент 8(9) отводные барабаны 4, 7 с входной стороны могут выполняться обогреваемыми, для чего в боковой поверхности 21 отводных барабанов 4, 7 в форме цилиндров выполнены отверстия 22, через которые течет нагретая среда-теплоноситель (фиг. 2). Тепло передается от отводных барабанов 4, 7 входной стороны на прессовочные ленты 8(9), передающие поглощенное тепло в реакционную зону 11 и там отдающие его полотну прессуемого материала 12. Однако вследствие ограниченной теплоемкости прессовочных лент 8(9) транспортируемого таким образом в реакционную зону 11 количества тепла во многих случаях недостаточно для отверждения полотна прессуемого материала 12.
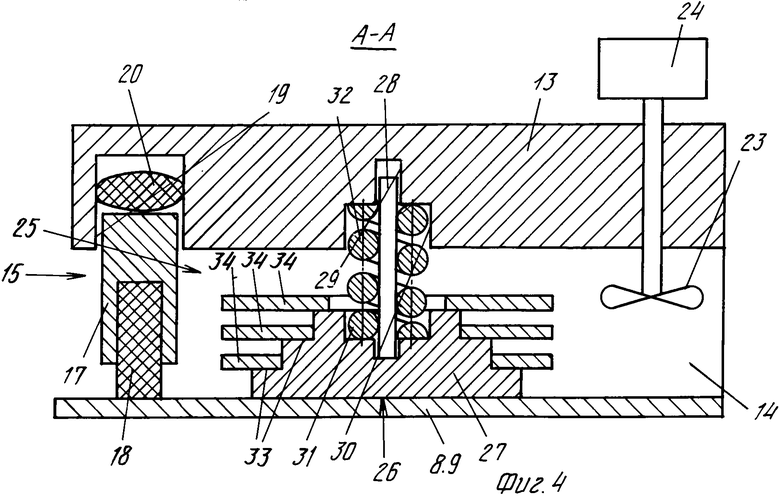
Дополнительно или альтернативно по отношению к обогреву отводных барабанов 4, 7 с входной стороны от нагретой текучей напорной среды в камере 14 давления может передаваться дополнительное тепло к прессовочной ленте 8(9) и оттуда к находящемуся в реакционной зоне 11 полотну прессуемого материала 12. В качестве альтернативы также можно охлаждать прессовочные ленты 8(9) и тем самым полотно прессуемого материала 12 за счет отвода тепла к охлажденной напорной среде в камере 14 давления. Эта передача тепла между текучей напорной средой в камере 14 давления и прессовочной лентой 8(9) осуществляется с помощью конвекции. Для улучшения конвективной теплопередачи текучая напорная среда приводится в турбулентное принудительное перемещение. Если речь идет о жидкой напорной среде, то для производства принудительного перемещения могут использоваться и насосы (не показаны). Если речь идет о газообразной напорной среде, то в камере 14 давления могут располагаться вентиляторы 23, приводимые с помощью двигателей 24, так что находящаяся в камере 14 давления текучая напорная среда приводится в турбулентное перемещение (фиг. 4).
Нагрев или охлаждение самой напорной среды может осуществляться за счет обогреваемых или охлаждаемых прижимных плит 13, для чего в прижимных плитах 13 имеются отверстия 35, через которые течет текучая среда-теплоноситель, отдающая тепло прижимным плитам 13 или поглощающая его от этих плит. За счет конвективной теплопередачи турбулентно принудительно перемещаемой текучей напорной среды в камере 14 давления напорной средой поглощается тепло от нагретых прижимных плит 13, которое отдается охлажденным прижимным плитам 13.
Альтернативно или дополнительно нагрев или охлаждение напорной среды также может происходить в теплообменнике вне двойного ленточного пресса 1, и напорная среда тогда вводится в камеру 14 давления и отводится из нее в циркуляционном контуре через впускные отверстия 16 (фиг. 3).
Однако передаваемого с помощью конвекции количества тепла во многих случаях применения недостаточно. Для дальнейшего улучшения теплопередачи в камере 14 давления расположены элементы 25 (фиг. 3 и 4), имеющие корпус 27 с круглой поверхностью основания 26, упруго прижатой к внутренней стороне прессовочной ленты 8(9). Текучая нагретая напорная среда, турбулентно текущая в камере 14 давления, отдает дополнительное тепло поверхности корпуса 27 элемента 25. Тепло, поглощенное элементом 25, с помощью теплопроизводности в корпусе 27 элемента 25, состоящем из материала с хорошей теплопроводностью, направляется на поверхность его основания 26 и оттуда передается на скользящую вдоль этой поверхности 26 прессовочную ленту 8(9). Если напорная среда в камере 14 давления охлаждена, то поток тепла течет в прямо противоположном направлении.
Элементы 25 расположены со смещением для того, чтобы позволить более равномерную теплопередачу на всю прессовочную ленту 8(9) (фиг. 3).
Элемент 25 имеет корпус 27, обладающий ступенчатым, симметричным по вращению поперечным сечением (фиг. 4). В центральной точке корпуса 27 на обращенной к прижимной плите 13 стороне находится углубление 31, в середину которого в свою очередь вставлен вертикальный штифт 28, со своей стороны входящий в корреспондирующий паз 29 в прижимной плите 13. Паз 29 в прижимной плите 13 имеет на обращенной к прессовочной ленте 8(9) стороне уступ 30. Пружина 32 сжатия вставлена одним концом в углубление 31 и опирается другим концом на уступ 30. Вследствие упругого давления пружины 32 сжатия элемент 25 упруго прилегает к внутренней стороне прессовочной ленты 8(9) поверхностью основания 26 и за счет этого является подвижным в вертикальном направлении для компенсации колебаний по толщине полотна прессуемого материала 12, причем элемент 25 направляется с помощью штифта 28.
Из-за ступенчатого поперечного сечения на корпусе 27 имеются уступы 33, на которых расположены увеличители 34 поверхности. Каждая отдельная деталь этого увеличителя 34 поверхности имеет форму диска, отходящего от корпуса 27 элемента 25, входящего в окружающую напорную среду. Диски увеличителя 34 поверхности состоят из материала с хорошей теплопроводностью, например меди или бронзы, и с хорошим теплопроводным контактом соединены с корпусом 27. Это соединение может осуществляться, например, за счет сварки или пайки, например, с помощью соединения твердым припоем. При этом твердый припой выбирается из материала с хорошей теплопроводностью для того, чтобы между увеличителем 34 поверхности и корпусом 27 не возникало нежелательное тепловое сопротивление. В качестве припоя может применяться, например, серебряный сплав или сплав меди и олова.
Выступающие элементы увеличителя 34 поверхности входят в напорную среду, благодаря чему для конвективного теплообмена между напорной средой в камере 14 давления и элементом имеется значительно большая поверхность, чем поверхность корпуса 27. Дальнейшее улучшение теплопередачи может достигаться еще и за счет того, что отдельные элементы увеличителя 34 поверхности снабжаются ребрами, выступами и углублениями или иными неровностями.
В описанном примере осуществления элемент 25 имеет корпус 27 и закрепленные на нем увеличители 34 поверхности. Увеличители 34 поверхности и корпус 27 элемента 25 могут быть выполнены в виде одной детали. При определенных обстоятельствах достаточно предусмотреть в элементе 25 лишь корпус 27 без увеличителей 34 поверхности 34 в том случае, если будет достаточно тепла, конвективно обмениваемого между турбулентно принудительно перемещаемой напорной средой в камере 14 давления и корпусом 27.
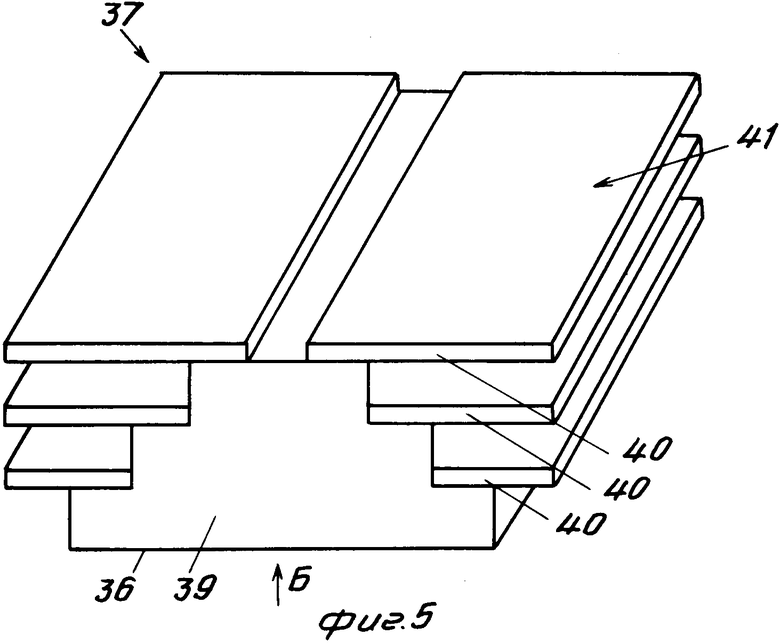
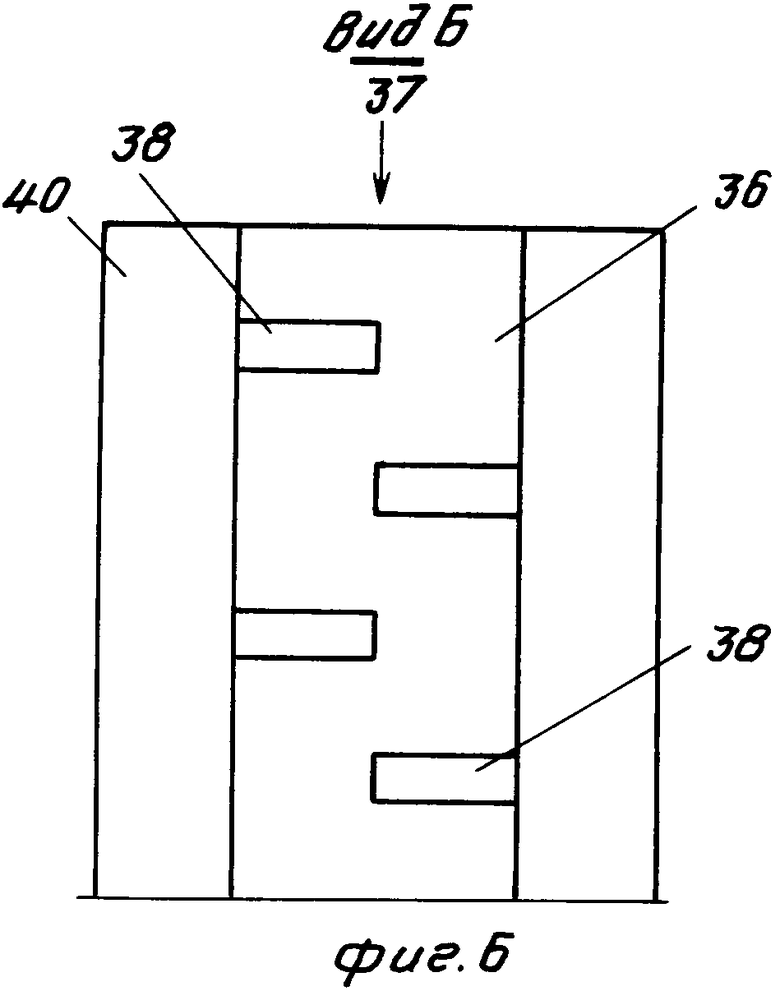
Элементы 25 имеют корпус 27 с круглым основанием 26 или любой другой формы. В качестве особенно целесообразных проявили себя также элементы 37 с прямоугольной поверхностью основания 36 (фиг. 5, 6). Корпус 39 элемента 37, которые также упруго прижимается своей поверхностью основания 36 к внутренней стороне прессовочной ленты 8(9), имеет брусообразную продолговатую форму со снабженным уступами поперечным сечением. На ступеньках корпуса 39 в форме уступов расположены продолговатые прямоугольные диски 40 в качестве увеличителя 41 поверхности. Элементы 37 могут проходить по всей ширине камеры 14 давления. Для того, чтобы обеспечить определенную гибкость по ширине камеры 14 давления, корпус 39 элемента 37 имеет попеременно с обеих сторон прорези 38 (фиг. 6) в виде сверху с задней стороны прессовочной ленты на элемент 37, который может упруго согласовываться с колебаниями по толщине полотна прессуемого материала 12 и как следствие с вертикальным перемещением прессовочной ленты 8(9).
Для отдельных деталей увеличителей 34, 41 поверхности, находящихся на корпусах 27, 39 элементов 25, 37, возможна не только дискообразная форма, но и другие, например, щеткообразные надставки. Увеличители поверхности должны входить в текучую напорную среду и иметь хороший теплопроводный контакт с корпусами 27, 39 элементов 25, 37.


Использование: в машиностроении, в частности в устройствах двойного ленточного пресса для производства ламинатов, древесно-стружечных или волокнистых плит. Пресс имеет верхнюю и нижнюю бесконечные прессовочные ленты, направляемые через соответственно два установленных в жесткой станине пресса с возможностью вращения направляющих барабана. На внутренних сторонах прессовочных лент расположены камеры давления, ограниченные в вертикальном направлении закрепленными в станине пресса прижимными плитами и прессовочными лентами, а в горизонтальном направлении уплотнениями с поверхностью скольжения. В камерах давления на прессовочные ленты воздействует давление, произведенное текучими средами. В камерах давления расположены элементы, имеющие корпус, и выступающие (из материала с хорошей теплопроводностью) элементы увеличителя поверхности, входящие в текущую напорную среду, находящуюся в камере давления, и имеющие хороший теплопроводный контакт с корпусом элемента. 23 з.п.ф-лы, 6 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Заявка ФРГ N 3325578, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
