Данное изобретение относится к оборудованию для непрерывного изготовления слоистых пластиков.
Слоистые пластики состоят из нескольких слоев полотен материала, которые пропитаны термореактивной смолой и спрессованы в желаемой последовательности, будучи наложенными друг на друга. В качестве полотен материала используют волокнистые или текстильные полотна. В случае использующихся для импрегнирования термореактивных смол речь идет о меламиновых, мочевинных, феноловых, эпоксидных смолах и т.п.
Существуют также слоистые пластики, в случае которых отдельные слои импрегнированы термопластической смолой. Эти слои накладываются друг на друга в желаемой последовательности, нагреваются, прессуются и затем вновь охлаждаются. В то время как термореактивные смолы отвердевают под воздействием тепла или химической реакции, термопластические смолы отвердевают посредством охлаждения.
Известно импрегнирующее устройство, в котором волоконная матрица бумажного полотна пропитывается смолой. После этого пропитанное смолой бумажное полотно проводится через тоннельную сушилку, где часть растворителя и содержащейся в смоле воды ипаряется из бумажного полотна под воздействием тепла. На основании теплового действия происходит дальнейшее отвердевание смолы максимально до состояния В. В завершении бумажные полотна накладываются друг на друга в желаемой последовательности, вводятся в двойной ленточный пресс и там прессуются при дальнейшем тепловом воздействии. В двойном ленточном прессе смола отвердевается до состояния С и соединяет отдельные слои к виду компактного слоистого пластика. После выхода из двойного ленточного пресса полотно слоистого пластика охлаждается, шлифуется и затем наматывается на рулоны. Недостаток этого известного устройства заключается в том, что вследствие осуществления предшествующих прессованию процессов импрегнирования и сушки до входа в двойной ленточный пресс значительно увеличивается общая длина установки двойного ленточного пресса. Выходящие из импрегнирующего устройства импрегнированные смолой бумажные полотна являются весьма чувствительными к трещинам и по этой причине усложняется процесс управления ими на имеющем большую протяженность участке от размоточных устройств до входа в двойной ленточный пресс.
Следующим недостатком является то, что бумажные полотна после выхода из импрегнирующего устройства являются весьма клейкими и потому невозможно их дальнейшее поддерживание и направление. В результате этого возникает необходимость в весьма интенсивной сушке в тоннельной сушилке с тем, чтобы обеспечить возможность прохождения бумажного полотна без поддержки в области входа в двойной ленточный пресс. Этот интенсивный нагрев обуславливает, однако, опасность дальнейшего отвердевания смолы с выходом за пределы состояния В. Кроме того, в двойном ленточном прессе необходимо осуществлять дальнейший нагрев оснащенных смолой бумажных полотен с тем, чтобы привести смолу в расплавленное текучее состояние с целью обеспечения хорошего соединения между отдельными полотнами слоистого пластика. Этот нагрев означает подвод дополнительной энергии.
Поскольку процесс импрегнирования завершен уже в тоннельной сушилке, необходимо использовать содержащие большое количество растворителя и воды смолы с тем, чтобы добиться достаточной степени пропитки волоконной матрицы бумажного полотна. Эти растворитель и вода должны затем вновь удалиться из бумажного полотна в тоннельной сушилке, для чего необходима дополнительная энергия. С другой стороны, испаряющийся растворитель ведет к значительным проблемам в области защиты окружающей среды и должен отсасываться с помощью дорогостоящего устройства.
Известно также устройство непрерывного изготовления ламинатов, состоящих из нескольких слоев импрегнированных смолой и спрессованных друг с другом полотен материала, включающее двухленточный пресс, образованный разнесенными по длине барабанами, из которых расположенные на входе выполнены обогреваемыми, и охватывающими их бесконечными опрессовочными лентами, расположенными друг над другом и имеющими в зоне контакта реакционную зону с обогреваемыми плитами, установленными с нерабочей стороны верхней и нижней опрессовочных лент для нагревания и прессования пакета слоев, бобины с рулонным материалом, обраующим слои изделия, средства его размотки и подачи, средства нагрева полотна материала между входом и выходом пресса в зоне возвратной ветви одной из лент, устройство для нанесения смолы со средствами направления полотна материала, средства приема готового ламинантного полотна или его резки на мерные отрезки. Известное устройство имеет значительные габариты. Предлагаемое устройство для непрерывного изготовления ламинатов, состоящих из нескольких слоев импрегнированных смолой и спрессованных друг с другом полотен материалы, включающее двухленточный пресс, образованный разнесенными по длине барабанами, из которых расположенные на входе выполнены обогреваемыми, и охватывающими их бесконечными опрессовочными лентами, расположенными друг над другом и имеющими в зоне контакта реакционную зону с обогреваемыми плитами, установленными с нерабочей стороны верхней и нижней опрессовочных лент для нагревания и прессования пакета слоев, бобины с рулонным материалом, образующим слои изделия, средства его размотки и подачи, средства нагрева полотна материала между входом и выходом пресса в зоне возвратной ветви одной из лент, устройство для нанесения смолы со средствами направления полотна материала, средства приема готового ламинантного полотна или его резки на мерные отрезки, согласно изобретению снабжено средствами нагрева барабанов пресса, расположенных на его выходе, а средства нагрева полотна материала между входом и выходом пресса в зоне возвратной ветви одной из лент пресса выполнены в виде плиты, снабженной смонтированными в ней с возможностью контакта с нерабочей стороной этой ленты теплопроводными элементами для ее дополнительного нагрева. При этом вторая лента пресса в зоне ее возвратной ветви снабжена дополнительным средством нагрева второго слоя полотна материала.
Устройство для нанесения смолы установлено в зоне нижнего барабана пресса со стороны возвратной ветви опрессовочной ленты. Это устройство для нанесения смолы может быть выполнено в виде образующей емкость стойки, несущей смонтированные с возможностью вращения опорный и отклоняющий валики для транспортирования полотна, между которыми расположен дозирующий валок, закрепленный на оси с возможностью поворота, или в виде экструдера со щелевой головкой, которая простирается в поперечном направлении на ширину полотна материала и расположена вблизи пропитываемых полотен материала на возвратной ветви опрессовочной ленты.
Средства для подачи полотна в зону выходного барабана и возвратных ветвей опрессовочных лент выполнены в виде расположенных вблизи барабанов ленточного пресса отклоняющих роликов.
Кроме того, средство для нагрева установленного на выходе пресса барабана образовано выполненными в его оболочке каналами для циркуляции нагретого масла, или в виде электронагревательных патронов, установленных в его оболочке.
В обогреваемых плитах выполнены каналы для подачи теплоносителя. К тому же пресс снабжен дополнительными барабанами, каждая охватывающая их опрессовочная лента образует равносторонний треугольник с вертикально расположенными основаниями для получения реакционной зоны, а рулоны полотна смонтированы в зоне нижних барабанов пресса для его укладки с двух сторон на каждую возвратную ветвь опрессовочных лент, причем по крайней мере одно устройство для нанесения смолы расположено перед реакционной зоной пресса для опрессовки поступающих одновременно с верхнего и нижнего барабанов пакетов полотен материала. Барабаны пресса могут быть разнесены с образованием охватывающих их опрессовочными лентами прямоугольных треугольников с реакционной зоной, расположенной между двумя вертикально установленными катетами.
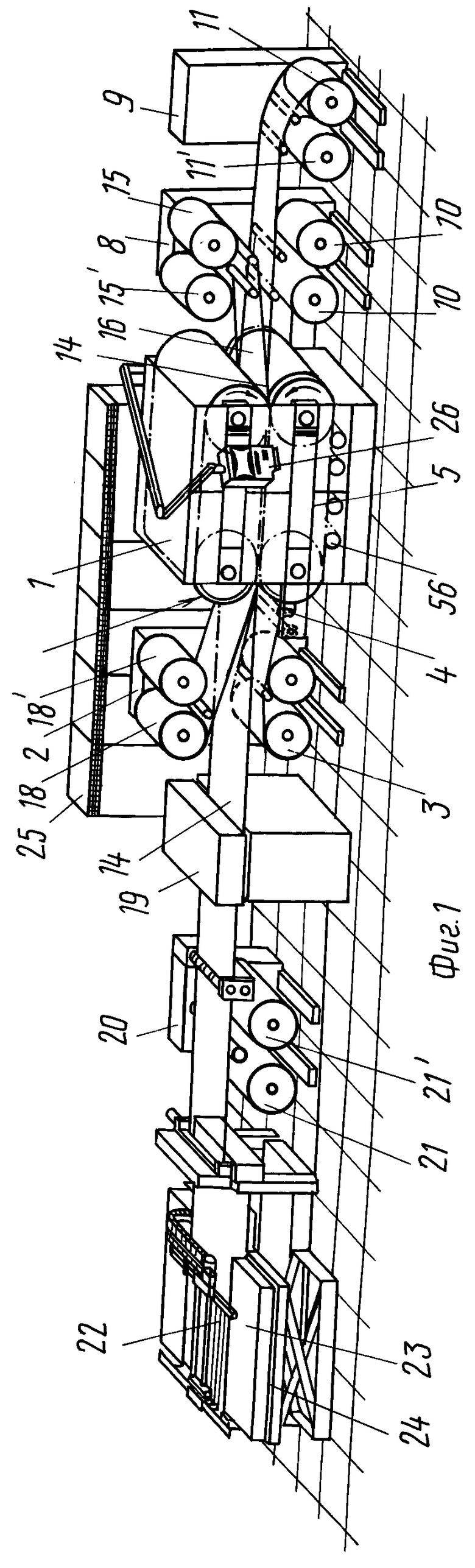
На фиг. 1 показано устройство, общий вид; на фиг. 2 сечение двойного ленточного пресса; на фиг. 3 выходная зона в области нижнего двойного ленточного узла двойного ленточного пресса с импрегнирующим устройством для нанесения смолы на полотна материлаа; на фиг. 4 устройство для изготовления декоративных слоистых пластиков в преобразованной форме; на фиг. 5 устройство для изготовления кашированных медью слоистых пластиков; на фиг. 6 устройство для изготовления кашированных медью слоистых пластиков в следующей форме исполнения.
Изображенное на фиг.1 устройство служит для изготовления структурированных, трехслойных декоративных слоистых пластиков. Оно состоит из двойного ленточного пресса 1, в области выходной зоны которого расположено размоточное устройство 2, в котором расположен рулон 3 с не оснащенной смолой сердцевинной бумаги непрерывно сматываясь с этого рулона проводится через устройство 4 для нанесения смолы, которое расположено непосредственно в выходной зоне двойного ленточного пресса 1 на уровне нижнего узла 5 пресса, и оснащается там смолой. При выходе из устройства 4 для нанесения смолы оснащенное смолой полотно 6 сердцевинной бумаги укладывается на движущуюся в обратном направлении ко входной зоне А ветвь 7 ленты (см.фиг.2) нижнего узла 5 пресса 1 и из него транспортируется ко входной зоне этого пресса 1. На этой движущейся в обратном направлении ветви 7 ленты в соответствии с соответствующим изобретению способом осуществляются процессы импрегнирования и сушки полотна 6 сердцевинной бумаги.
Во входной зоне двойного ленточного пресса 1 расположены два размоточных устройства 8, 9. В размоточном устройстве 8 располагается рулон 10 для уже оснащенной смолой декоративной бумаги, а в размоточном устройстве 9 рулон 11 для оснащенной смолой бумаги "Overlay". Полотно 12 декоративной бумаги и полотно 13 бумаги "Overlay" непрерывно сматываются с рулона 10 и 11, подводятся к входной зоне двойного ленточного пресса 1 и там объединяются с уже присутствующим на ветви ленты нижнего узла 5 ленты пресса сердцевинным бумажным полотном 6 в соответствующей структуре 14 декоративного слоистого пластика. В размоточном устройстве 8 находится следующий рулон 15, с которого осуществляется разматывание расцепляющего бумажного полотна 16, которое объединяется во входной зоне А двойного ленточного пресса 1 со слоистой структурой 14 таким образом, что расцепляющее бумажное полотно 16 оказывается наложенным на бумажное полотно 13. Для каждого рулона 3, 10, 11, 15 в размоточных устройствах 2, 8, 9 расположены запасные рулоны 3, 10, 11, 15, в результате чего при окончании полотна полотно может подаваться с соответствующего запасного рулона без прерывания производственного процесса.
В двойном ленточном прессе 1 осуществляется прессование декоративного полотна 17 слоистого пластика, причем структура расцепляющего бумажного полотна 16 отпечатывается на его поверхности. В выходной зоне двойного ленточного пресса производится отделение расцепляющего бумажного полотна 16 от полотна 17 декоративного слоистого пластика и его намотка на приемный рулон 18 в размоточном устройстве 2. В размоточном устройстве 2 перед запасным рулоном 15 расположен также запасной намоточный рулон 18 для расцепляющего бумажного полотна. Декоративное полотно 17 слоистого пластика проходит затем с равномерной скоростью далее через охлаждающее устройство 19, после чего может наматываться в намоточном устройстве 20 на рулоны 21 (или запасные рулоны 21'). В качестве альтернативы декоративное полотно 17 слоистого пластика может также разделяться в секции 22 поперечной резки на пластины 23, которые штабелируются на поддонах 24. Общая установка с двойным ленточным прессом 1 работает с управлением от компьютера, расположенного в распределительном шкафу 25. Ввод данных пользователем осуществляется с помощью устройства 26 для визуального отображения данных.
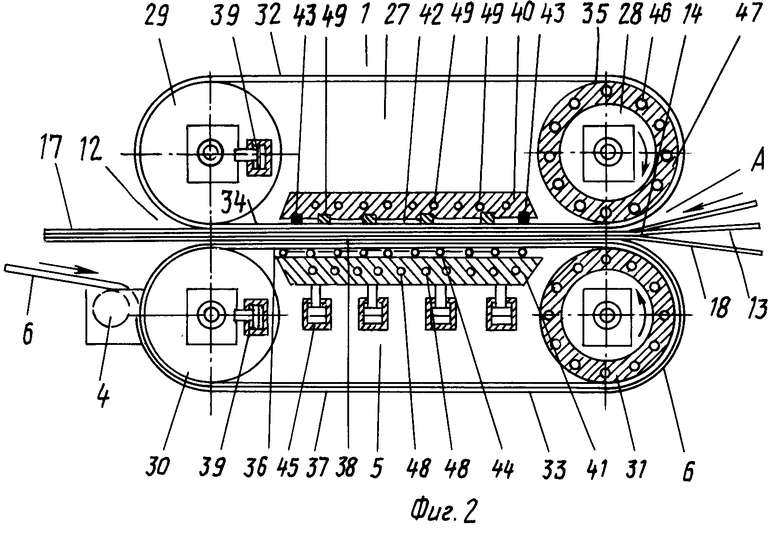
Непрерывно работающий двойной ленточный пресс 1 изображен более подробно на фиг.2. Он состоит из одного нижнего узла 5 ленты пресса и одного верхнего узла 27 пресса, которые расположены один над другим. Узлы 5 и 27 пресса 1 состоят каждый из двух отклоняющих барабанов 28, 29 или 30, 31 и бесконечных лент 32, 33 пресса, которая направляется вокруг отклоняющих барабанов 28, 29 или 30, 31. Четыре барабана 28, 29 или 30, 31 укреплены с возможностью вращения станине пресса (не показана), в результате чего обе ленты 32, 33 движутся в соответствии со стрелками по отклоняющим барабанам 28, 31. Верхняя лента 32 пресса содержит, таким образом, нижнюю ветвь 34, которая проходит от входной зоны А к выходной зоне В, а также верхнюю ветвь 35 ленты, которая проходит назад от выходной зоны В к входной зоне А. Применительно к нижней ленте 33 пресса 1 верхняя ветвь 36 ленты движется вперед, а нижняя ветвь 37 ленты назад. Между нижней, движущейся вперед ветвью 34 верхней ленты 32 пресса 1 и верхней, движущейся вперед ветвью 36 нижней ленты 33 пресса расположена реакционная зона 38, в которой перемещающаяся слоистая структура 14 прессуется под воздействием поверхностного давления и теплового воздействия. Ленты 32, 33, которые в обычном случае изготовлены из отличающейся высокой прочностью на растяжение стальной ленты, натягиваются с помощью известных средств, например с помощью гидравлических цилиндров 39.
Поверхностное давление, оказываемое на слоистую структуру 14 в реакционной зоне 38 двойного ленточного пресса 1, прикладывается через нажимные пластины 40, 41 гидравлически или механически к внутренним сторонам лент 32, 33 пресса и передается от них затем к подлежащей прессованию слоистой структуре 14.
При гидравлической передаче усилия (см.фиг.2 применительно к верхнему узлу 27 пресса) в пространство между нажимной пластиной 40 и внутренней стороной ленты 32 пресса вводится нагружаемая давлением жидкая рабочая среда. В боковых направлениях это пространство, так называемая камера 42 сжатия, ограничена кольцеобразно замкнутым, расположенным в нажимной пластине 40 и скользящим по внутренней стороне ленты 32 пресса скользящим уплотнением 43. В качестве рабочей среды используется предпочтительно синтетическое масло. Таким же образом возможно также использование газа, например сжатого воздуха.
Для механической выработки воздействующего на слоистую структуру 14 поверхностного давления между нажимной пластиной 41 и внутренней стороной ленты 33 расположены стационарные ролики 44 (см.фиг.2 применительно к нижнему узлу 5 пресса). С помощью гидравлических цилиндров 45 нажимная пластина 41 вместе с роликами 44 прижимается ко внутренней стороне ленты 33 пресса. Разумеется и нажимная пластина 40 может быть оснащена механической системой передачи усилия или нажимная пластина 41 может быть оснащена гидравлической системой передачи усилия. В случае необходимости передача усилия может осуществляться также комбинированным путем, т.е. гидравликомеханически, при одновременном использовании обоих изображенных принципов.
Для передачи необходимого для слоистой структуры 14 в реакционной зоне 38 двойного ленточного пресса 1 тепла расположенные на входной стороне отклоняющие барабаны 28, 31 выполнены нагреваемыми. С этой целью предусмотрены каналы 46 в оболочке 47 расположенных на стороне входа цилиндрических отклоняющих барабанов 28, 31. Через каналы 46 циркулирует теплоноситель, например термическое масло, отдающее вследствие конвекции тепло отклоняющим барабанам 28, 31. Тепло отклоняющих барабанов 28, 31 передается от них к лентам 32, 33 пресса и оттуда, наконец, в реакционной зоне 38 к слоистой структуре 14. Вместо нагрева с помощью циркулирующего в каналах 46 теплоносителя в оболочках 47, расположенных на входной стороне барабанов 28, 31, могут располагаться также электрические нагревательные патроны.
Для дальнейшего нагрева слоистой структуры 14 в реакционной зоне 38 или альтернативно нажимные пластины 40, 41 могут быть выполнены в качестве нагревательных пластин. С этой целью в нажимных пластинах 40, 41 предусмотрены каналы 48, через которые также протекает теплоноситель. Теплоноситель отдает в процессе протекания через каналы 48 вследствие конвекционной теплопередачи тепло нажимным пластинам 40, 41, которые нагреваются при этом до температуры, которая выше температуры лент 32, 33 пресса в реакционной зоне. При механической передаче давления тепло передается в этом случае вследствие теплоперепада от нажимной пластины 41 к ленте 33 пресса через ролики 44, которые выполнены из металла с хорошими теплопроводными свойствами. При гидравлической передаче в нажимной пластине 40 располагаются теплопроводящие элементы 49. Эти теплопроводящие элементы 49 выполнены из материала с хорошей теплопроводностью, находятся одной поверхностью в хорошем теплопроводящем контакте с нажимной пластиной 40 и соприкасаются с внутренней стороной ленты 31 пресса, в результате чего внутренняя сторона этой ленты 32 скользит на этой поверхности вдоль теплопроводящих элементов 49. На основании теплоперепада между нажимной пластиной 40 и лентой 32 осуществляется, таким образом, передача тепла от нажимной пластины 41 через теплопроводящие элементы 49 к ленте 32 пресса это тепло передается затем от ленты 33 пресса к слоистой структуре 14.
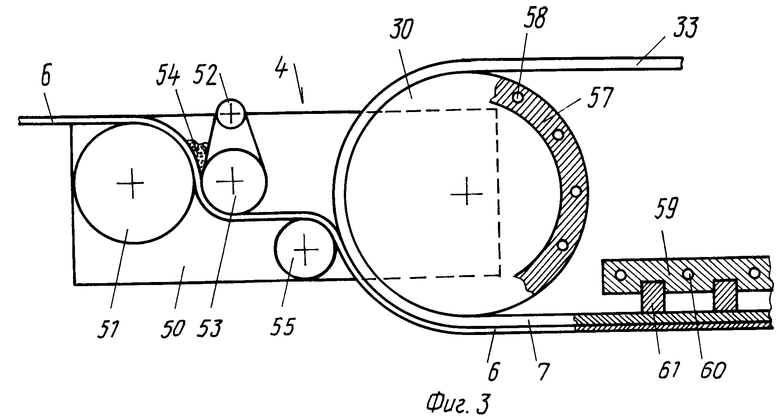
На фиг.3 изображено более подробно устройство для нанесения смолы на полотно 6 сердцевинной бумаги, которое встроено в имеющую форму ящика станину 50, укрепленную в области расположенного на выходной стороне отклоняющего барабана 30 нижнего узла 5 ленты пресса двойного ленточного пресса 1 на станине пресса. На станине 50 укреплен с возможностью вращения проходящий поперечно по всей ширине опорный валик 51, через который не оснащенное смолой полотно 6 сердцевинной бумаги поступает в устройство для нанесения смолы и укладывается с помощью меньшего, поворачивающего вокруг оси 52 дозирующего валика 53 на опорный валик 51. Дозирующий валик 53 также простирается по ширине устройства для нанесения смолы. Ось 52 укреплена в станине 50 с возможностью вращения.
В образованном между опорным валиком 51 и дозирующим валиком 53 пространстве, которое уплотнено в боковых направлениях от станины 50, находится используемая для импрегнирования полотна 6 сердцевинной бумаги термореактивная, находящаяся в состоянии А смола 54. В данном случае речь идет о высоковязкой, содержащей незначительное количество растворителя смоле, в случае данного примера исполнения о феноловой смоле. Полотно 6 сердцевинной бумаги, которое проходит непрерывно через зазор между опорным валиком 51 и дозирующим валиком 53 через содержащее смолу 54 пространство, поверхностно оснащается высоковязкой, содержащей малое количество растворителя смолой. Количество принимаемой смолы регулируется скоростью движения полотна 6 сердцевинной бумаги, вязкостью и температурой смолы 54, прижимом дозирующего валика 53 и т.д.
Оснащенное смолой полотно 6 сердцевинной бумаги проводится затем далее к отклоняющему валику 55, который также укреплен в станине 50 с возможностью вращения. С помощью этого отклоняющего валика полотно 6 сердцевинной бумаги укладывается на движущуюся в обратном направлении ветвь 7 ленты 33 пресса на расположенном на стороне выхода отклоняющем барабане 30 и транспортируется далее этой движущейся в обратном направлении ветвью 7 ленты.
В процессе транспортировки движущейся в обратном направлении от выходной зоны Б к входной зоне А двойного ленточного пресса 1 ветвью 7 ленты 33 полотно 6 сердцевинной бумаги приклеивается к этой ветви 7 ленты, так как в данном случае речь идет о высоковязкой содержащей незначительное количество растворителя смоле. Для дальнейшей поддержки полотна 6 сердцевинной бумаги для надежного исключения возможности отслоения полотна 6 сердцевинной бумаги от ленты 33 пресса на нижней, движущейся в обратном направлении ветви ленты 33 пресса могут быть предусмотрены расположенные рядом друг с другом опорные валики 56 (см.фиг.1).
Процессы импрегнирования и сушки полотна 6 сердцевинной бумаги, которые предшествуют прессованию полотна 6 сердцевинной бумаги с прочими, оснащенными смолой полотнами 8, 13, осуществляется в процессе транспортировки на движущейся в обратном направлении ветви 7 ленты 33 пресса. Поскольку ленты 32, 33 пресса нагреваются с целью прессования слоистой структуры 14 в реакционной зоне 38, они содержат в выходной зоне 13 двойного ленточного пресса 1 определенное остаточное тепло. За счет этого осуществляется нагревание также наложенного на движущуюся в обратном направлении ветвь 7 ленты, оснащенного смолой 54 полотна 6 сердцевинной бумаги при транспортировке к входной зоне А двойного ленточного пресса 1, причем вследствие приклеивания полотна 6 сердцевинной бумаги к движущейся в обратном направлении ветви 7 ленты обеспечивается хороший тепловой переход от ленты 33 к смоле 54 полотна 6 сердцевинной бумаги.
Нагрев смолы 54 на движущейся в обратном направлении ветви 7 ленты 33 пресса обуславливает дальнейшее отвердевание смолы. Одновременно смола под воздействием нагрева становится более текучей. В результате этого смола 54 проникает в полотно 6 сердцевинной бумаги и принимается волоконной матрицей полотна 6 сердцевинной бумаги. В случае достижения полотном 6 сердцевинной бумаги нижнего расположенного на входной стороне отклоняющего барабана 31 двойного ленточного пресса 1 (см.фиг.2) полотно 6 сердцевинной бумаги является полностью импрегнированным смолой и эта смола является отвердевшей до состояния В. Вследствие нагрева принятая полотном 6 сердцевинной бумаги смола во входной зоне А двойного ленточного пресса 1 находится в желеобразной фазе, то есть в полужидком состоянии, которое необходимо для обеспечения соединения между отдельными полотнами бумаги слоистой структуры 14 в реакционной зоне 38 двойного пресса 1. По сравнению с обычным способом при использовании соответствующего изобретению способа по этой причине отпадает необходимость в повторном расплавлении отвердевшей смолы, из чего в конечном итоге вытекает экономия энергии.
Посредством нагрева на движущейся в обратном направлении ветви 7 ленты 33 пресса происходит уменьшение вязкости смолы 54, в результате чего достаточная степень импрегнирования полотна 6 сердцевинной бумаги, достигается это также при использовании высоковязких, не содержащих растворителя или по меньшей мере содержащих малое количество растворителя смол. Незначительное количество содержащегося в смоле растворителя испаряется под воздействием нагрева и может отсасываться и регенерироваться с помощью соответствующих устройств, входящих в состав двойного ленточного пресса 1. Этот конденсат растворителя может повторно использоваться для подготовки смолы 54. Поскольку, с одной стороны, используется лишь весьма незначительное количество растворителя, так как речь идет о смоле с весьма малым содержанием растворителя и, с другой стороны, это незначительное количество растворителя улавливается и повторно используется в цепи циркуляции, практически не происходит испарения растворителя в окружающее пространство. Тем самым по меньшей мере уменьшаются первоначальные проблемы защиты окружающей среды, возникающие при изготовлении декоративных слоистых пластиков. Следует особо подверкнуть то, что отсутствует необходимость в использовании воды в качестве дополнительного растворителя, в результате чего уменьшается опасность возникновения дефектов в декоративном слоистом пластике в результате включения пузырьков пара или возникновения новых пространств при прессовании слоистой структуры 14.
Если еще содержащееся в ленте 33 пресса в выходной зоне Б двойного ленточного пресса остаточное тепло оказывается недостаточным для импрегнирования и дальнейшего отвердевания содержащейся в полотне 6 сердцевинной бумаги смолы 54, то нижний расположенный на выходной стороне отклоняющий барабан 30 также может быть выполнен нагреваемым. С этой целью в оболочке 57 расположенного на выходной стороне, цилиндрического отклоняющего барабана 30 предусматриваются каналы 58 (см.фиг.3). С помощью циркулирующего в каналах 58 теплоносителя осуществляется нагревание отклоняющего барабана 30 и, следовательно, ленты 33 пресса в выходной зоне Б двойного ленточного пресса. Тепло передается далее от ленты 33 пресса к полотну 6 сердцевинной бумаги. Вместо каналов 58 в оболочке 57 отклоняющего барабана 30 могут использоваться также электрические нагревательные патроны для нагрева отклоняющего барабана 30.
Для дальнейшего нагрева движущейся в обратном направлении ветви 7 ленты 33 пресса в станине пресса может быть расположена нагревательная пластина 59, расположенная вдоль внутренней стороны движущейся в обратном направлении ветви 7 ленты 33 на определенном расстоянии от нее. Она оснащена каналами 60, через которые также протекает теплоноситель, который нагревает нагревательную пластину 59 до температуры, превышающую температуру ленты 33 пресса. В нагревательной пластине 59 расположены теплопроводящие элементы 61, которые выполнены соответствующим теплопроводящим элементом 49 образом и находятся одной поверхностью в хорошем теплопроводящем контакте с нагревательной пластиной 59, а также соприкасаются со следующей поверхностью внутренней стороны движущейся в обратном направлении ветви 7 ленты 33 пресса. Вследствие теплоперепада между нагревательной пластиной 59 и лентой 33 пресса тепло передается от нагревательной пластины 59 через теплопроводящие элементы 61 к ленте 33. Это дополнительное тепло передается затем от ленты 33 пресса к полотну 6 сердцевинной бумаги. Дополнительно или также вместо нагрева с помощью нагревательной пластины 59 для нагрева движущейся в обратном направлении ветви 7 ленты 33 пресса могут использоваться также инфракрасные излучатели.
В случае описанного устройства движущаяся в обратном направлении ветвь 7 ленты 33 пресса нижнего узла 5 ленты пресса двойного ленточного пресса 1 используется для осуществления процессов импрегнирования и сушки. Само собой разумеется, что для этой цели может использоваться также движущаяся в обратном направлении ветвь 35 ленты 32 пресса верхнего узла 27 ленты пресса (см. фиг. 2), причем устройство для нанесения смолы крепится в данном случае на расположенном на выходной стороне отклоняющем барабане 29.
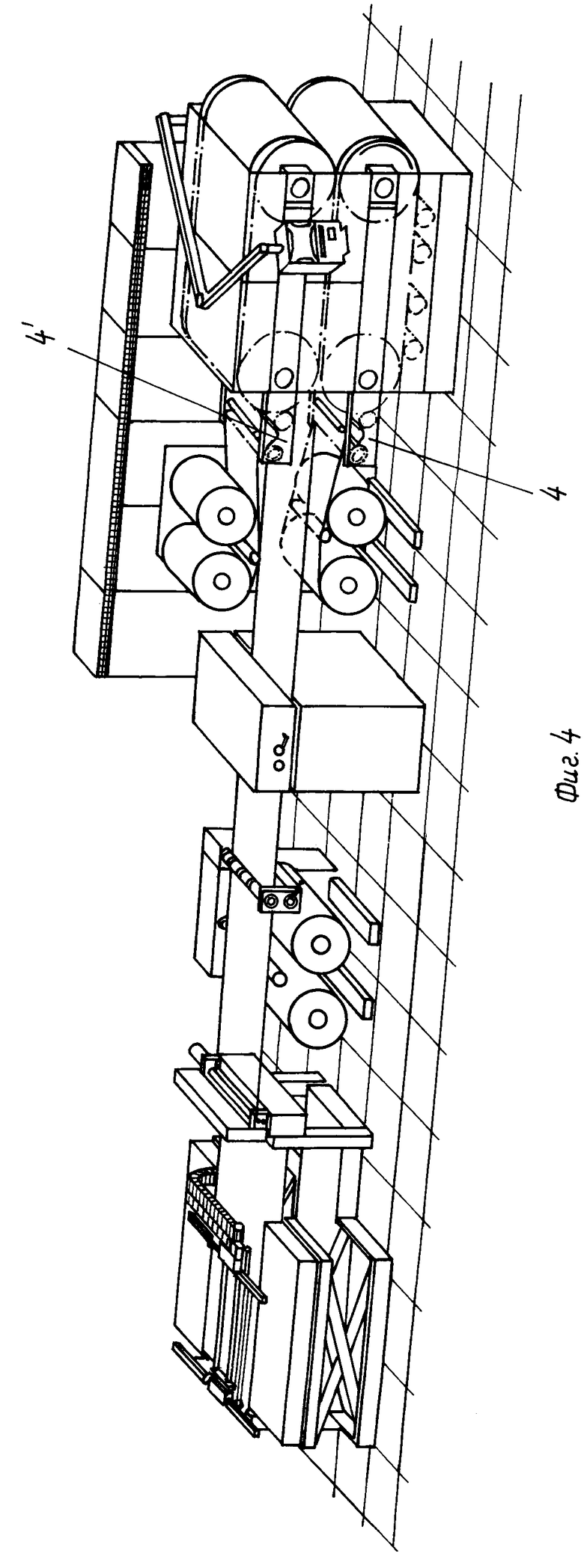
Таким же образом возможно использование движущихся в обратном направлении ветвей ленты обоих из узлов лент пресса для выполнения процессов импрегнирования и сушки. На фиг.4 изображено такое устройство для изготовления двухслойных слоистых декоративных пластиков. В данном случае устройство 4 для нанесения смолы расположено на выходной стороне отлконяющем барабане 30 нижнего узла 5 пресса, а устройство 4 для нанесения смолы расположено на находящемся на выходной стороне отклоняющем барабане 29 верхнего узла ленты пресса. В то время как устройство для нанесения смолы содержит высоковязкую, содержащую весьма малое количество растворителя феноловую смолу для нанесения на полотно 6 сердцевинной бумаги, в устройстве 4' для нанесения смолы находится меламиновая смола для нанесения на полотно 69 декоративной бумаги. После оснащения смолой полотен сердцевинной и декоративной бумаги в устройствах 4,4' для нанесения смолы они укладываются на движущуюся в обратном направлении ветвь верхней или нижней ленты пресса и нагреваются ею, в результате чего смола претерпевает дальнейшее отвердевание и одновременно импрегнирует полотна бумаги. Затем обработка осуществляется как указано выше.
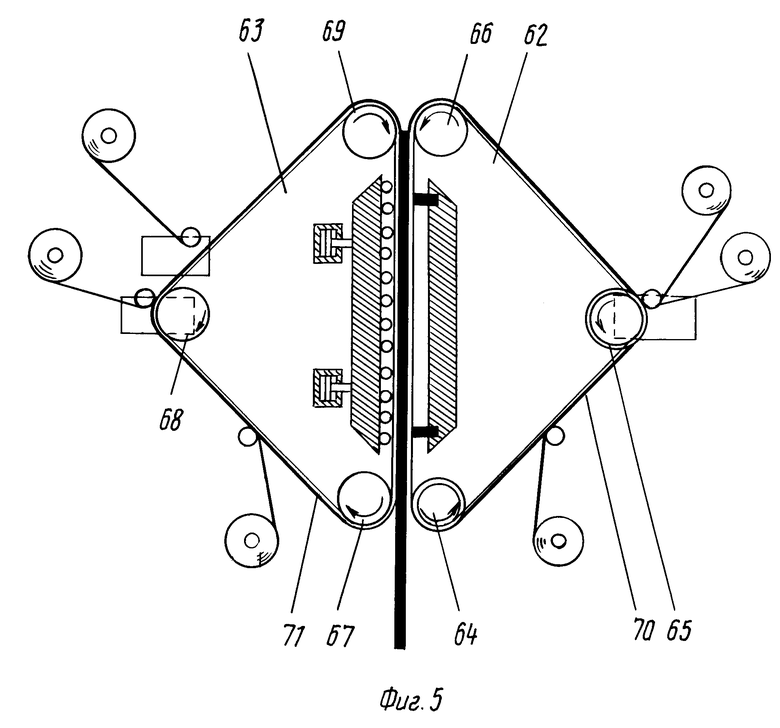
На фиг. 5 изображена установка для изготовления кашированных медью слоистых пластиков. В данном случае двойной ленточный пресс состоит из двух вертикально установленных узлов 62, 63 двойной ленты. Каждый узел содержит по три расположенных в форме равнобедренного треугольника отклоняющих барабана 64, 65, 66 или 67, 68, 69, над которыми натянуто по одной ленте 70, 41 пресса. Оба узла 62, 63 располагаются на станине пресса (не показана) таким образом, что образованные мжеду отклоняющими барабанами 64, 66 или 67, 69 основания треугольника располагаются вертикально и между ними образуется реакционная зона. Оказываемое на ленте пресса в реакционной зоне давление прикладывается механически или гидравлически через пластины ко внутренним сторонам лент и оттуда передается к подлежащей прессованию слоистой структуре. Принцип механического или гидравлического переноса давления был уже описан применительно к двойному ленточному прессу 1 на основании фиг.2.
Вблизи расположенных на вершине равнобедренного треугольника отклоняющих барабанов расположены размоточные устройства, в которых находятся рулоны с не оснащенной смолой стеклотканью, которая проводится через устройство для нанесения смолы, выполненное аналогично описанному выше на основании фиг.3 устройству 11 для нанесения смолы. При прохождении через устройство для нанесения смолы не оснащенные смолой полотна стеклоткани оснащаются эпоксидной смолой и в завершение накапливаются на уже расположенное на ленте пресса полотно медной фольги на отклоняющем барабане 65.
Уложенные таким образом слоями друг на друге полотно медной фольги и полотна стекловолокна транспортируются с помощью движущейся обратно ко входной зоне ветви ленты далее в направлении отклоняющего барабана 66. При этом тепло передается от ленты 8 пресса через полотно медной фольги к оснащенным эпоксидной смолой полотнам стекловолокна и происходит испарение остаточного растворителя из эпоксидной смолы. Одновременно осуществляется дальнейшее отвердевание эпоксидной смолы, она становится более текучей и проникает в матрицу стеклоткани, в результате чего осуществляется импрегнирование полотен этой смолой. Само собой разумеется, что с помощью описанного устройства могут изготавливаться также кашированные медью слоистые пластики, сердцевина которых состоит из оснащенных смолой бумажных полотен. Для нанесения смолы на полотна материала могут использоваться также феноловые и другие смолы. В остальном с помощью такого устройства по соответствующему изобретению способу могут изготавливаться также другие технические слоистые пластики.
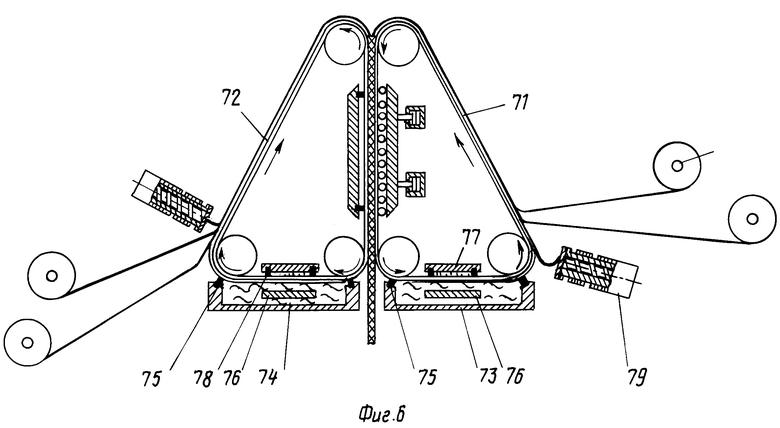
На фиг. 6 изображена следующая форма исполнения устройства непрерывного изготовления кашированных медью слоистых пластиков. Это устройство состоит из двойного ленточного пресса, который, в свою очередь, содержит два вертикально установленных узла, каждый из которых состоит из трех отклоняющих барабанов, через которые натянуто по одной ленте пресса. Отклоняющие барабаны расположены в форме прямоугольного треугольника, вертикально расположенные катеты которого ограничивают реакционную зону.
На внешних сторонах ленты 71, 72 пресса вдоль горизонтальных катетов, которые начинаются в выходной зоне двойного ленточного пресса, расположено по одной гальванической медной ванне 73, 74. Гальванические медные ванны уплотнены относительно лент 71, 72 пресса с помощью уплотнений 75 и в них содержится электролит, содержащий медь в качестве ионов. Кроме того, в гальванической медной ванне 73, 74 содержатся по одной металлической пластине 76, которые включены в качестве анода. Вдоль внутренней стороны лент пресса в области медной ванны расположена следующая металлическая пластина 77, которая включена в качестве катода. С помощью расположенного на этой пластине замкнутого с кольцевой формой уплотнения 78 образуется замкнутое, расположенное между металлической пластиной и внутренней стороной лент пресса пространство, в котором содержится электролит. В результате этого ленты 71, 72 пресса в области медной ванны также включены в качестве катода, так что при ленте 71, 72 происходит осаждение медного слоя, который транспортируется далее лентами пресса. Этот медный слой, который выходит из медной ванны в области отклоняющих барабанов, используется в качестве медной фольги для подлежащего изготовлению кашированного медью слоистого пластика.
С помощью экструдера 78 использующаяся для импрегнирования полотен материала для сердцевинного слоя кашированного медью полотна слоистого пластика высоковязкая, содержащая очень малое количество растворителя и не оснащенная сильнодействующими отвердителями смола наносится на медную фольгу. В направлении прямого движения ленты 71 после экструдера 79 и на движущейся в обратном направлении к входной зоне двойного ленточного пресса ветви ленты 71 пресса осуществляется наложение не оснащенных смолой полотен материала, например стеклоткани, которые непрерывно сматываются с находящихся в размоточных устройствах рулонов, на медную фольгу и их транспортировка с помощью ленты 71 пресса далее в направлении входной зоны. Находящаяся на медной фольге смола нагревается лентой пресса через медную фольгу и проникает при этом в полотна стеклоткани, в результате чего полотна импрегнируются этой смолой. Одновременно происходит испарение остаточного растворителя и осуществляется дальнейшее отвердевание смолы.
В области входной зоны пресса на отклоняющих барабанах происходит отклонение медной фольги с наложенными, импрегнированными полотнами стеклоткани и их объединение в одну слоистую структуру. Эта слоистая структура вводится в пресс и прессуется в его реакционной зоне с воздействием тепла и поверхностного давления аналогично описанным выше образом.
Данное устройство позволяет осуществить процессы получения слоистых длинномерных изделий при экономии энергии и материала, а также качественном улучшении общего процесса. Кроме того, соответствующие изобретению устройства могут иметь более компактную форму по сравнению с обычными устройствами.
Изобретение относится к оборудованию для непрерывного изготовления слоистых пластиков. Сущность изобретения: устройство состоит из механизма подачи материалов слоями, двухленточного пресса с обогреваемыми барабанами, имеющего расположенную между лентами реакционную зону, имеющую средства нагрева и опрессовки пакета слоев, причем одна или обе ленты пресса в зоне возвратной ветви снабжены средствами ее нагрева в виде плиты со смонтированными в ней с возможностью контакта с нерабочей стороной теплопроводными элементами, а также средствами для нанесения смолы, выполненными в виде дозирующего валка или экструдера с щелевой головкой, причем опрессовочные ленты могут быть натянуты на дополнительные барабаны с образованием равностороннего или прямоугольного треугольника, имеющего реакционную зону в зазоре между этими лентами. 10 з.п. ф-лы, 6 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления фильтрующих и защитных от рефлексов (противоореольных) слоев | 1950 |
|
SU94967A1 |
| Солесос | 1922 |
|
SU29A1 |
