Изобретение относится к бурению скважин и может быть использовано, в частности, при спуске и цементировании обсадных колонн.
Известно устройство для крепления скважин, включающее секции обсадной колонны с закрепленным на их внутренней поверхности элементом из материала плотностью, меньшей плотности бурового раствора, заполняющего скважину. Между торцами секций устанавливают кольцевую прокладку, изготовленную из того же материала, что и названный облегчающий элемент. В результате целенаправленно снижается приведенная плотность компоновки обсадной колонны и повышается ее плавучесть.
После цементирования обсадной колонны и формирования цементного кольца в затрубном пространстве облегчающий элемент при необходимости удаляют с внутренней поверхности секций, например, при помощи бурового долота, либо растворением химикалиями, инертными по отношению к металлу обсадных труб.
При введении полых микросфер в жидкие полиэфирные и эпоксидные смолы и полиуретановые композиции получают так называемые синтактические пенопласты, которые значительно прочнее обычных пенопластов и находят широкое применение в производстве глубоководных аппаратов. Они могут выдерживать гидростатическое давление до 1000 кгс/см2.
Отечественными аналогами синтактических пенопластов являются сферопластики, получаемые на основе модифицированных эпоксидных связующих и полых микросфер из фенолоформальдегидной смолы (сферопластики типа ЭДФ), смеси микросфер и макросфер (сферопластики типа СФН-М), аппретированных стеклянных микросфер (сферопластики типа СФН-М) и аппретированных стеклянных микросфер (сферопластики типа ЭДС).
К сожалению, оптовые цены на отечественные сферопластики пока что чрезвычайно велики. Это препятствует использованию названных композиционных материалов в конструкции облегчающего элемента устройства для крепления скважин. В этом можно убедиться на следующем примере. Допустим, что для устранения возникшего при спуске обсадной колонны дефицита грузоподъемности буровой вышки, равного 1 т, применили трубы с внутренним покрытием сферопластиком типа "ЭДС-7А", имеющего плотность 680 кг/м3 и оптовую цену 14,0 руб/кг. Для ликвидации этого дефицита при спуске обсадной колонны в скважину, заполненную буровым раствором плотностью 115, кг/м3, суммарный объем и масса такого облегчающего внутреннего покрытия обсадных труб достигнут соответственно 2,13 м3 и 1,447 т.
В реальной практике крепления скважин цельными промежуточными обсадными колоннами большой протяженности дефициты грузоподъемности буровой вышки (вышечно-лебедочного комплекса) либо несущей способности (по критериям растягивающей и страгивающей нагрузок) самой обсадной колонны зачастую достигают ста и более тонн. Однако, несмотря на приемлемые механические свойства и термостойкость упомянутых композиционных материалов, массовое использование их для футеровки обсадных труб пока что невозможно. Поэтому возникла необходимость разработать и применить для этой цели технологически приемлемые композиции из широко доступных недефицитных материалов.
В свете изложенного целью изобретения является повышение качества и снижение стоимости крепления скважины.
Поставленная цель достигается тем, что предложен состав материала облегчающего элемента обсадной трубы (устройства для крепления скважин) из недефицитных ингредиентов и технология футеровки обсадной трубы этим материалом.
Для изготовления облегчающего элемента предложена смесь полистирола вспенивающегося (ПВ), соответствующего ОСТ 6-05-202-83Е, полиэтилена марки ПНД и древесно-волокнистого материала (опила) при соотношении компонентов, мас.%: Полистирол вспенивающийся 70-72 Полиэтилен 14-10 Опил 16-18
Предложена технология изготовления облегчающего элемента - внутреннего покрытия обсадной трубы посредством термоформования (термоспекания) названной смеси в замкнутом кольцевом пространстве, образованном футеруемой трубой, соосно размещенной внутри ее полированной трубой, наружный диаметр которой равен внутреннему диаметру покрытия, рассчитанному исходя из потребного облегчения обсадной колонны и допустимой величины потерь давления на преодоление гидравлических сопротивлений при прокачке технологических жидкостей до и во время операции цементирования обсадной колонны. С торцов футеруемой трубы кольцевое пространство ограничивается надетыми на внутреннюю трубу торцовыми крышками: с одной стороны - ввинченной в муфту трубы, а с другой стороны - навинченной на ее ниппель.
Термоспекание предложенной смеси ингредиентов, засыпанной в кольцевое пространство между трубами, осуществляется на стенде футерования труб посредством нагрева описанной выше сборки труб, помещенной в герметически закрытую паровую баню, проточным паром.
Поток пара при рабочем давлении 1,5-2,0 кгс/см2 и температуре 110-112оС подается во внутреннюю трубу, на выходе из которой он поступает в два вспомогательных трубопровода, размещенные вдоль наружной поверхности футеруемой трубы на расстоянии 40 мм от нее. Через обращенные в сторону футеруемой трубы отверстия диаметром 5 мм, просверленные в стенках вспомогательных трубопроводов (из расчета 10 отверстий на метр длины), струи проточного пара омывают наружную поверхность футеруемой трубы в течение всего режима термоспекания смеси.
Рассмотрим практический пример дозировки компонентов и оценки стоимости внутреннего покрытия обсадных труб для достижения заданной подъемной силы.
Масса одного метра футеровки 426 мм трубы, имеющей наружный и внутренний диаметры соответственно 406 и 245 мм, полученной описанным методом термоспекания, суммируется из масс, кг: Полистирол вспенивающийся 27,1 Полиэтилен 4,7 Опил 6,4 Всего 38,2 кг, Стоимость материалов, израсходованных на один метр футеровки трубы диаметром 426 мм, толщиной 80,5 мм,плотностью 417 кг/м3 составляет 22,1 руб.
Для устранения дефицита грузоподъемности буровой вышки (или дефицита несущей способности обсадной колонны), равного 1 т, при спуске обсадной колонны в скважину, заполненную буровым раствором плотностью 1150 кг/м3, суммарный объем и масса предложенного покрытия этих обсадных труб достигнут соответственно 1,364 м3 и 0,569 т.
Об экономичности предложенного состава футеровки и технологии ее нанесения на внутреннюю поверхность обсадных труб свидетельствует приведенный пример расчета стоимости массы сферопластика типа "ЭДС-7А", необходимого для устранения 1 т дефицита грузоподъемности буровой вышки во время спуска обсадной колонны, при прочих равных условиях. При равновеликом технологическом эффекте - создании подъемной силы, равной одной тонне, предложенный состав облегчающего элемента в 62,5 раза дешевле "прототипного" состава сферопластика типа "ЭДС-7А",
Все перечисленное свидетельствует о том, что в предложенном сочетании позиций практического технического решения названное устройство - обсадная труба с облегчающим покрытием предложенного состава, нанесенным на внутреннюю поверхность обсадной трубы по предложенной технологии, приобрело новые свойства, а отличительные признаки являются существенными.
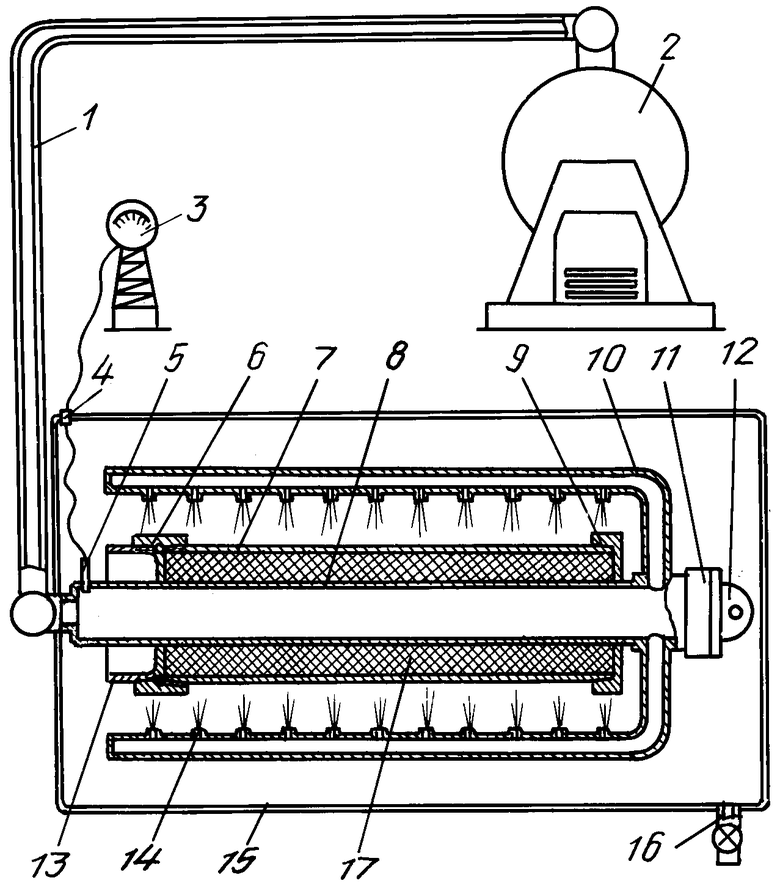
На чертеже изображена футеруемая обсадная труба 7 с муфтой 6 и коаксиально размещенной внутри ее полированной трубой 8. В пространство между трубами, ограниченное муфтовой 13 и ниппельной 9 торцовыми крышками, засыпана тщательно перемешанная смесь 17 полистирола вспенивающегося, полиэтилена и опила. От котельной 2 пар по паропроводу 1 поступает во внутреннюю трубу 8, по выходе из которой поступает в паропроводы 10, откуда через форсунки 14 истекает в сторону наружной поверхности футеруемой обсадной трубы.
Температура пара на входе в стенд, заключенный в паровую баню 15, снабженную дренажным патрубком 16, изменяется электрическим термометром 3, датчик 5 которого установлен на входе в трубу 8, а электрокабель пропущен через пробку 4, установленную в корпусе бани 15. Полированная труба 8 снабжена торцовой заглушкой 11, к которой прикреплена серьга 12.
Технологический процесс футеровки обсадной трубы предложенной смесью компонентов осуществляется в следующей последовательности.
После взвешивания компонентов смеси производится тщательное их перемешивание. Смесь засыпают в кольцевое пространство, образуемое футеруемой трубой 7, полированной трубой 8 и муфтовой крышкой 6. По окончании засыпки материала завинчивают ниппельную крышку 9, на конец трубы 8 навинчивают заглушку 11 с серьгой 12. Сборку труб помещают в паровую баню 15, к трубе 8 подсоединяют паропроводы 1 и 10, устанавливают датчик 5 электрического термометра 3 и подают пар. Термоспекание смеси осуществляется при рабочем давлении пара на входе в трубу 8 - 1,5-2,0 кгс/см2 и температуре 110-112оС. При этих условиях процесс термоспекания смеси продолжается 4-8 ч (в зависимости от диаметра футеруемой трубы и толщины создаваемого облегчающего покрытия).
По окончании процесса термоспекания отсоединяют паропроводы 1 и 10 и датчик 5 электротермометра от трубы 8, из бани 15 извлекают сборку труб 7 и 8 и дают ей остыть до температуры окружающей среды. Вслед за этим из трубной сборки извлекают трубу 8, вывинчивают муфтовую крышку 13 и свинчивают ниппельную крышку 9.
Полученная таким образом обсадная труба 7, снабженная облегчающим элементом - внутренним покрытием из термоформовочной смеси предложенного состава готова для комплектования соответствующей обсадной колонны при креплении скважины.
Опытная обсадная труба диаметром 426 мм, футерованная по описанной технологии из предложенной смеси компонентов, была спущена в Уральскую сверхглубокую скважину СГ-4 на глубину 3942,5 м. На этой отметке опытная труба была подвергнута 4-ч гидродинамическому воздействию, состоящему в том, что через нее прокачивали буровой раствор плотность 1150 кг/м3 при расходе 55 л/с и давлении на стойке 50 кгс/см2 (то есть при суммарном давлении около 500 кгс/см2 на указанной глубине). После подъема опытной обсадной трубы на дневную поверхность было констатировано, что облегчающее покрытие не подверглось размыву, сохранило хорошее сцепление со стенкой обсадной трубы. Проведенная плотность футерованной обсадной трубы диаметром 426 мм увеличилась с исходной (до гидродинамического воздействия) 1484 кг/м3 до 1787 кг/м3 (на 20,4%). При этом футеровка трубы сохранила достаточно высокую подъемную силу.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ФУТЕРОВАНИЯ ОБСАДНОЙ ТРУБЫ | 1990 |
|
RU2014424C1 |
| Грузонесущий кабель для работы в буровом растворе сверхглубоких скважин | 1990 |
|
SU1798817A1 |
| Кабельная линия | 1990 |
|
SU1831742A3 |
| Способ крепления скважин Шадрина Л.Н. | 1990 |
|
SU1765362A1 |
| ОБСАДНАЯ КОЛОННА ДЛЯ ГЛУБОКИХ СКВАЖИН | 1990 |
|
RU2017928C1 |
| БУРИЛЬНАЯ ТРУБА | 1991 |
|
RU2015293C1 |
| БУРИЛЬНАЯ ТРУБА С НАРУЖНЫМ ОБЛЕГЧАЮЩИМ ПОКРЫТИЕМ | 1992 |
|
RU2074946C1 |
| БУРИЛЬНАЯ ТРУБА С ГАЗОВОЙ ФУТЕРОВКОЙ | 1997 |
|
RU2149975C1 |
| СПОСОБ БУРЕНИЯ НАКЛОННО НАПРАВЛЕННОЙ И ГОРИЗОНТАЛЬНОЙ РАЗВЕДОЧНОЙ ИЛИ ДОБЫВАЮЩЕЙ СКВАЖИНЫ НА НЕФТЬ И ГАЗ | 1998 |
|
RU2149973C1 |
| СПОСОБ УПЛОТНЕНИЯ ТВЕРДЫХ МАТЕРИАЛОВ ВО ВРЕМЯ ПОДЗЕМНЫХ ОПЕРАЦИЙ ПО ОБРАБОТКЕ | 2014 |
|
RU2679934C1 |
Сущность изобретения: состав содержит полистирол вспенивающийся 70 - 72 мас. %, полиэтилен низкого давления 10 - 14 мас.% и древесные опилки 16 - 18 мас. % . Составом заполняют пространство, образованное футеруемой трубой и другими элементами обсадной колонны, затем проводят термоспекание. Плотность трубы 1484 кг/м3 . 1 ил.
СОСТАВ ДЛЯ ФУТЕРОВКИ ОБСАДНОЙ ТРУБЫ, содержащий полистирол вспенивающийся, отличающийся тем, что, с целью повышения качества крепления скважин, он дополнительно содержит полиэтилен низкого давления и древесные опилки при следующем соотношении компонентов, мас.%:
Полистирол вспенивающийся 70 - 72
Полиэтилен низкого давления 10 - 14
Древесные опилки 16 - 18
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
