Изобретение относится к оптическому приборостроению и предназначено для создания металлооптических элементов (плоские, сферические и асферические зеркала, многогранные отражатели, решетки и т.п.), входящие в состав оптических схем глубокоохлаждаемых оптико-электронных приборов различного назначения и работающих при криогенных и более низких температурах.
При расчете и построении оптических схем приборов учитывается, что в результате прохождения оптической системы излучением, падающим под большими углами или асимметрично относительно ее оптической оси, сферическая волновая поверхность излучения может деформироваться. Возникновение астигматизма волнового фронта излучения приводит к ухудшению разрешающей способности прибора. Астигматизм, как правило, исправляют таким подбором дополнительного оптического элемента, чтобы этот элемент (цилиндрическая линза, тороидальное зеркало, решетка и т.п.) обладал астигматизмом требуемой величины и противоположного направления и при введении в рассматриваемую оптическую систему компенсировал ее астигматизм.
Наиболее близким к предлагаемому является способ изготовления оптических элементов с торическими поверхностями [1], заключающийся в изготовлении заготовки, механической и термической обработке, старении, шлифовке, полировке и контроле качества поверхности зеркала. Основным недостатком этого способа является сложность и трудоемкость формообразования астигматической поверхности, требующая изготовления специальной оснастки и нетрадиционных приемов обработки. Еще более существенным недостатком является негарантированность стабильности формы оптической поверхности при работе в условиях глубокого вакуума и криогенных температур.
Целью изобретения является получение стабильной по астигматизму формы оптической поверхности элементов, работающих в условиях вакуума и криогенных температур.
Цель достигается тем, что в способе изготовления металлооптических элементов, заключающемся в том, что изготавливают заготовку, осуществляют ее механическую и термическую обработку, старение, шлифование, полирование и контроль качества оптической поверхности элемента, заготовку элемента вырезают так, что значение термического коэффициента линейного расширения металла параллельно плоскости оптической поверхности изготавливаемого элемента.
В процессе экспериментальных исследований динамики изменения формы оптической поверхности сферических и асферических металлооптических элементов, изготовленных из металлов и их сплавов при их глубоком охлаждении, была выявлена взаимосвязь формы оптических поверхностей, работающих в условиях вакуума и криогенных температур, от физико-химических свойств собственно металлической заготовки. Вопреки ожидаемому высококачественные сферические и асферические зеркала, изготовленные по технологическому процессу, предусматривающему весь комплекс операций старения, отжига и термообработки с качеством оптической поверхности ( σw = 0,1λ ), в условиях глубокого вакуума и охлаждения повели себя аномально. Так, например, форма их оптических поверхностей ухудшилась в 10-15 раз (фиг.1, кривая 1). В результате многократно проведенных экспериментов однозначно было показано, что причина этого в анизотропии термического коэффициента линейного расширения заготовки.
Заготовку зеркала из алюминиевого сплава 1201 нарезают из плиты таким образом, что направление оси будущего зеркала было перпендикулярно плоскости проката плиты. В этом случае направление анизотропии термического коэффициента линейного расширения (ТКЛР) сплава лежит в плоскости оптической поверхности изготавливаемого зеркала. Затем осуществляют традиционные для изготовления металлооптических элементов технологические операции: выполняют токарную обработку заготовки зеркала, механическую и термическую обработки, старение, термоциклирование, шлифование, полирование. В данном случае выполняют несколько циклов обработки, отжига и закаливания при разных температурах (нагрев до (535 ±5)оС в течение часа и охлаждение, затем нагрев до 185-195оС в течение 20-36 ч с охлаждением и последующим повышением температуры до 280-290оС в течение 20-35 мин, охлаждением и вновь повышением температуры до (120 ±5)оС, поддержанием этой температуры в течение 4-6 ч с последующим охлаждением элемента вновь до комнатной температуры. Термоциклирование будущего зеркала проводят с охлаждением до температур жидкого азота и жидкого гелия и последующими нагревом и охлаждением до комнатной температуры. В дальнейшем выполняют полировку зеркала, один термоцикл по описанному режиму и осуществляют контроль состояния оптической поверхности зеркала.
Контроль качества формы оптической поверхности сферических и асферических металлических зеркал проводился на криовакуумном стенде с помощью неравноплечного интерферометра типа Физо. Интерференционная картина формировалась при взаимодействии двух фронтов от одного источника на длине волны λ = 0,6328 мкм излучения, один из которых отражался от эталонной полупрозрачной поверхности, а другой - от исследуемой поверхности. Качество поверхности зеркала контролировалось в нормальных условиях вне вакуумной камеры стенда. После установки зеркала в камеру проводился повторный контроль. Это позволяло исключить появление возможных искажений поверхности зеркала при закреплении его в испытательном оборудовании и установка термометров сопротивления ТСУ-2, по результатам показаний которых определялась температура на зеркале и в камере. Влияние вакуума и охлаждения оснастки на эталонную поверхность находилось в пределах погрешностей интерферометра (0,08 λ ). Градиентов температуры в направлении радиусов зеркала, отстоящих друг от друга на 120о, в пределах точности регистрации температуры (0,5оС) в течение всего процесса охлаждения не было установлено. Достигнутые значения температуры на зеркале поддерживались стабильными с точностью ±1оС.
Оценка качества оптической поверхности зеркала проводилась на величине среднеквадратичного отклонения σw между волновыми фронтами излучения, отраженными от эталонной поверхности и поверхности исследуемого зеркала. Для исключения влияния формы и конструкции зеркала на результаты исследований все зеркала, подвергнутые контролю, были одинаковой конструкции и имели одинаковые геометрические параметры: диаметр 170 мм с радиусом кривизны отражающей поверхности 500 мм. Все технологические операции, связанные с изготовлением зеркал из алюминиевого сплава 1201, были идентичными. Это позволило проследить за влиянием метода изготовления заготовки на качество зеркала.
На фиг. 1 представлен график методов изготовления заготовки и его влияние на качество оптической поверхности зеркала при его охлаждении.
Кривая 1. Динамика изменения значений σw зеркала, изготовленного из заготовки в виде плиты, с изменением температуры (К).
Кривая 2. Динамика изменения значений σw зеркала, изготовленного из заготовки в виде прутка, с изменением температуры (К).
Кривая 3. Динамика изменения величины астигматизма А зеркала, изготовленного из заготовки в виде плиты с изменением температуры (К).
Кривая 4. Динамика изменения значений σW-A зеркала, изготовленного из заготовки в виде плиты с изменением температуры (К).
Кривая 5. Температурная зависимость термического коэффициента линейного расширения (ТКЛР) алюминиевого сплава 1201.
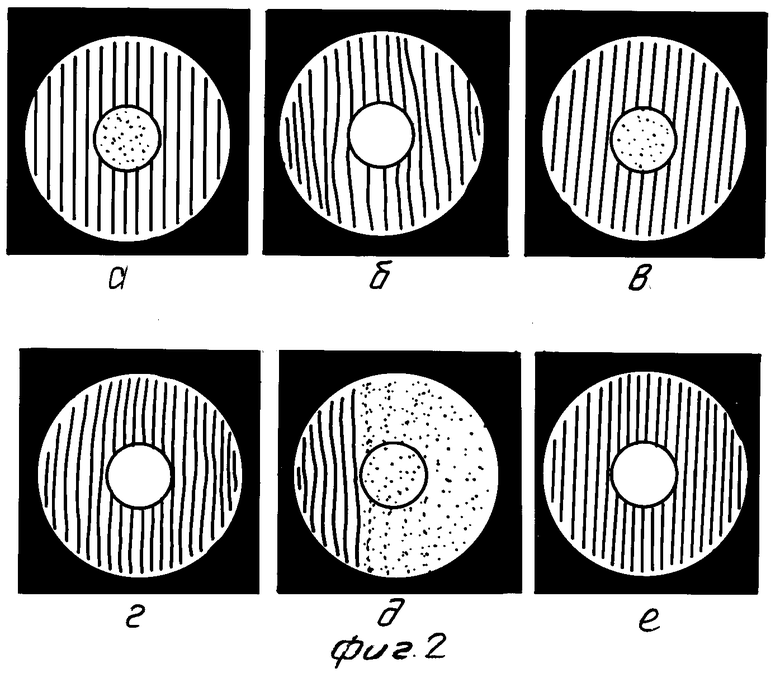
На фиг. 2 представлены интерферограммы зеркальной поверхности металлооптических элементов, изготовленных из заготовок из прутка (а, б, в) и плиты (г, д, е) при температурах Т = 293 К (а, в и г, е) и Т = =10 К (б и д).
Испытания изготовленных по предлагаемому способу металлооптических элементов с исключением всех возможных источников погрешностей методики выявило стабильность их астигматизма при работе в вакууме и глубоком охлаждении, в то время как зеркала, изготовленные из прутка, были свободны от астигматизма оптической поверхности.
Действительно, сравнение среднеквадратичных отклонений волновых фронтов излучения σw (кривая 2) и значений его отклонений σW-A (кривая 4) за вычетом искажений формы повеpхности, вносимых астигматизмом А (кривая 3), показывает, что основной вклад в искажение волнового фронта излучения, отраженного от охлаждаемого зеркала, заготовка которого вырезалась из прокатанной плиты, определяется астигматизмом. Астигматизм проявляется после достижения температуры на зеркале ниже 265К и определяет около 80% величины всего искажения волнового фронта излучения при охлаждении зеркала. Для исследованных зеркал, изготовленных из плиты, при их охлаждении до минимальной температуры (10К) величина астигматизма возросла более, чем в 10 раз. После отогрева зеркала до нормальной температуры величина и направление астигматизма принимали первоначальное значение и ориентацию, которые имело зеркало после изготовления.
Для того, чтобы убедиться, что развитие астигматизма не вызвано условиями закрепления зеркала на испытательном оборудовании, зеркало внутри своей оправы было повернуто на 120о и повторно охлаждено. При этом направление главной оси астигматизма также изменилось на 120о и во всех случаях в охлажденном состоянии зеркала принимало направление, совпадающее с направлением проката материала заготовки, из которого изготавливались зеркала. Корреляция характера изменения оптической деформации σw (кривая 2) и развитие астигматизма А (кривая 3) с одной стороны и динамика искажения оптической поверхности зеркала без учета астигматизма σW-A (кривая 4) с другой указывает на существенный вклад астигматизма в искажение оптической поверхности зеркала. Астигматизм оптической поверхности зеркала вызывается развитием линейных деформаций материала по его направлениям, связанных с изменением температуры. Если направление проката материала, из которого изготавливается зеркало, находится в плоскости оптической поверхности, то в процессе охлаждения зеркала появляется астигматизм, обусловленный именно различием термического коэффициента линейного расширения (ТКЛР) материала в направлениях проката и перпендикулярно этому направлению. Изменение величины астигматизма не существенно при высоких температурах: 0,1 мкм при нормальных условиях по сравнению с 2 мкм при температуре зеркала 10К.
Таким образом простейшим способом получения стабильных по астигматизму форм оптических поверхностей металлооптических элементов является вырезание заготовки элемента так, что направление анизотропии термического коэффициента линейного расширения параллельно плоскости оптической поверхности изготавливаемого элемента. Сравнение интерферограмм, приведенных на фиг.2, наглядно демонстрирует развитие астигматизма (г, д, е) зеркала, заготовка которого вырезалась из плиты прокатанного сплава 1201, и его отсутствие у зеркал, изготовленных из прутка (а, б, в). Все испытанные зеркала восстанавливали первоначальную форму (фиг.2а и г) зеркальной поверхности после охлаждения (фиг.2в и е).
Новый подход к технологии изготовления металлооптических элементов из сплавов металла позволил создавать оптические поверхности с астигматизмом, величина которого определяется температурой охлаждения элемента и сохраняется стабильной при поддержании температуры, неизменной в течение требуемого времени.
Рассмотренный в предлагаемом изобретении способ изготовления металлооптических элементов по совокупности существенных признаков заявляемого технического решения позволил получить качественно новый эффект следовательно техническое решение соответствует критерию "Существенные отличия".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛООПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1989 |
|
RU2018430C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕКТИВА | 1991 |
|
RU2075767C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ формирования на поверхности оптических элементов астигматизма и более высоких порядков полиномов Цернике с коэффициентами n=m (n≥2) | 2023 |
|
RU2810680C1 |
| ИНТЕРФЕРОМЕТРИЧЕСКИЙ СПОСОБ ЮСТИРОВКИ ДВУХЗЕРКАЛЬНОГО ОБЪЕКТИВА С АСФЕРИЧЕСКИМИ ЭЛЕМЕНТАМИ | 2014 |
|
RU2561018C1 |
| ИНТЕРФЕРЕНЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2658106C1 |
| МАСТЕР-МАТРИЦА ДЛЯ КОПИРОВАНИЯ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2731456C1 |
| СПОСОБ ФОКУСИРОВКИ ВОЛНОВОГО ПОЛЯ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ УПОРЯДОЧЕННОГО НАБОРА ФОКУСИРУЮЩИХ ЭЛЕМЕНТОВ ДЛЯ УСТРОЙСТВА ФОКУСИРОВКИ | 2007 |
|
RU2352970C1 |
| ПРОЕКЦИОННЫЙ ДИСПЛЕЙ | 2005 |
|
RU2297658C1 |
| Способ удаления материала с поверхности оптических деталей для формирования оптических элементов с формой поверхности в виде внеосевого сегмента эллипсоида вращения | 2024 |
|
RU2838647C1 |

Изобретение относится к оптическому приборостроению и предназначено для создания металлооптических элементов, а именно плоских, сферических и асферических зеркал, многогранных отражателей, решеток и т.п., входящих в состав оптических систем глубокоохлаждаемых оптико-электронных приборов различного назначения, работающих при криогенных и более низких температурах. Сущность изобретения: при изготовлении металлооптических элементов заготовку элемента вырезают так, что значение термического коэффициента линейного расширения металла в плоскости оптической поверхности изготавливаемого элемента во всех направлениях неодинаково, для этого заготовку вырезают параллельно направлению проката, после этого производят механическую и термическую обработку, старение, шлифование, полирование и контроль качества оптической поверхности элемента. 1 з.п. ф-лы, 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Заказнов И.П., Горелик В.В | |||
| Изготовление асферической оптики, М.: Машиностроение, 1978, с.44, 63. | |||
