Изобретение относится к технологической оснастке, применяемой при формообразовании оптических поверхностей со сложной геометрической формой (выпуклых и вогнутых асферических, в том числе цилиндрических и тороидальных) методом копирования, а именно к разработке конструкции мастер-матрицы для копирования оптических поверхностей, и может быть использовано в оптико-электронном приборостроении при массовом изготовлении оптических элементов с асферическими поверхностями.
Наиболее трудоемким этапом при изготовлении технологической оснастки для копирования оптических поверхностей является этап изготовления уникальных прецизионных мастер-матриц с асферической поверхностью на сферической заготовке, которые очень сложно производить в большом количестве при осуществлении массового выпуска оптических элементов с асферическими рабочими поверхностями.
Известна мастер-матрица для копирования оптических поверхностей, используемая в способе изготовления гибридной асферической линзы, содержащая подложку, имеющую асферическую поверхность [WO 2004/097488 от 01.05.2004 г. МПК G02B 7/02. Дата публикации - 11.11.2004 г.].
Прототипом является прецизионная мастер-матрица для копирования оптических поверхностей, содержащая полированную подложку, имеющую асферическую поверхность [Справочник технолога-оптика / Под. ред. М.А. Окатова. - СПб.: Политехника, 2004. С. 333, рис. 7.1, г, С. 335-336].
Подложка, имеющая асферическую поверхность, изготавливается с высоким уровнем точности. Наиболее распространенными являются методы формообразования асферических поверхностей путем их шлифовки и полировки [В.К. Кирилловский, Е.В. Гаврилов. Оптические измерения. Часть 7. Инновационные методы контроля при изготовлении прецизионных асферических поверхностей. СПб ГУ ИТМО. 2009. - С. 6-8].
Основным недостатком аналога и прототипа является технологическая сложность и высокая трудоемкость изготовления мастер-матрицы из-за необходимости тонкого шлифования, полирования, прецизионной ручной доводки (ретуши) эталонной асферической поверхности.
Технической задачей, на решение которой направлено изобретение, является разработка конструкции мастер-матрицы, позволяющей упростить технологию и снизить трудоемкость ее изготовления за счет исключения операции асферизации сферической подложки мастер-матрицы, включающей тонкое шлифование, полирование и прецизионную доводку асферической поверхности.
Техническая задача решается тем, что в мастер-матрице для копирования оптических поверхностей, содержащей подложку с выполненной на ней асферической поверхностью, согласно настоящему изобретению, асферическая поверхность выполнена на поверхности слоя из отвержденной полимерной композиции, нанесенного на сферическую поверхность подложки, при этом отвержденная полимерная композиция содержит наполнитель в виде порошка с размером частиц не более 10 мкм из той же предварительно отвержденной полимерной композиции, а сферическая поверхность подложки выполнена шлифованной.
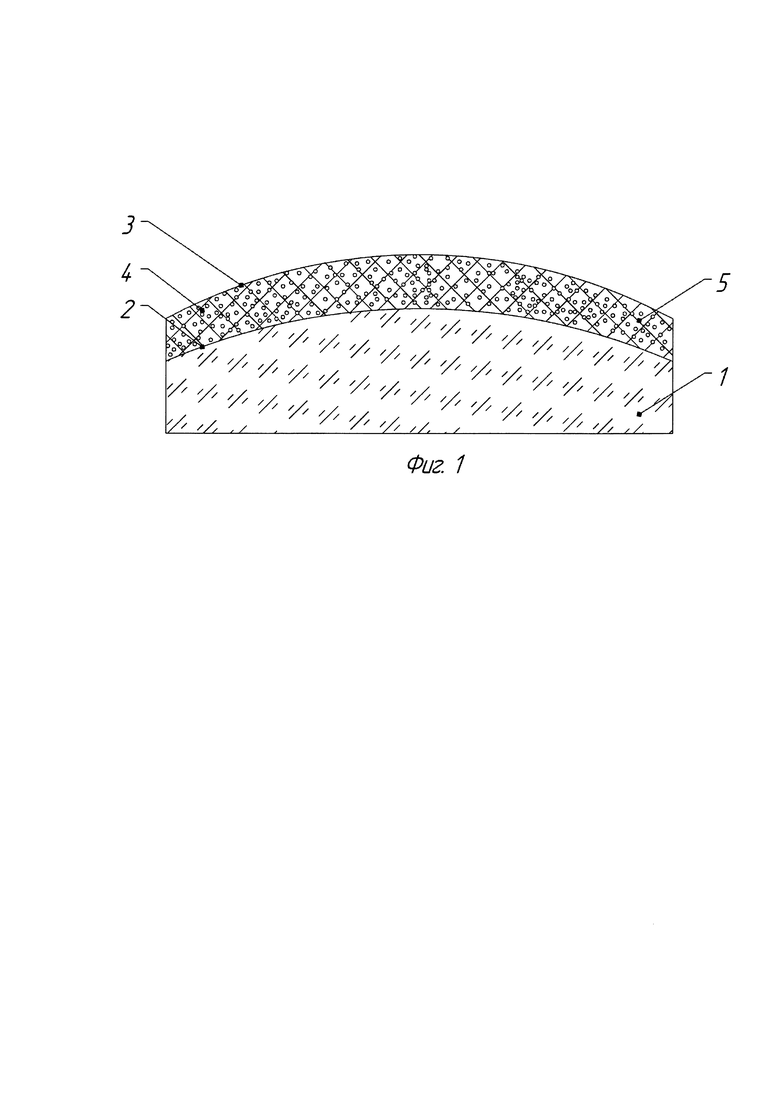
На фиг. 1 изображена предлагаемая мастер-матрица для копирования оптических поверхностей.
Мастер-матрица содержит подложку 1, имеющую шлифованную сферическую поверхность 2, на которой выполнена асферическая поверхность 3 в виде слоя 4 отвержденной полимерной композиции, содержащей наполнитель 5.
В качестве наполнителя 5 использован порошок с размером частиц не более 10 мкм из той же предварительно отвержденной полимерной композиции.
Примеры конкретного выполнения.
Пример 1.
Подложка 1 предлагаемой мастер-матрицы представляет собой выпуклую сферическую шлифованную подложку с размерами 70×60×15 мм с радиусом кривизны рабочей поверхности 500 мм, выполненную из оптического стекла марки К8.
На сферическую шлифованную рабочую поверхность 2 подложки 1 мастер-матрицы нанесен методом копирования асферический слой 4 толщиной 300-400 мкм, представляющий собой отвержденную полимерную композицию на основе пропиленгликольмалеинатфталата с наполнителем 5.
Асферический слой 4 из отвержденной полимерной композиции с наполнителем 5 позволяет использовать в качестве подложки мастер-матрицы подложку 1, шлифованную до сферической поверхности 2, и, тем самым, исключить этап тонкого шлифования, полирования и прецизионной доводки мастер-матрицы для получения асферической поверхности 3.
В качестве наполнителя 5 использован порошок с размером частиц не более 10 мкм из предварительно отвержденной и измельченной полимерной композиции на основе пропиленгликольмалеинатфталата в количестве 60% от объема отверждаемой полимерной композиции, что позволяет получать рабочие асферические поверхности с требуемыми допусками на форму поверхности, шероховатость и чистоту.
Наличие наполнителя 5 в асферическом слое 4 мастер-матрицы позволяет снизить степень линейной усадки полимерной композиции до 4%, что, в свою очередь, позволяет выполнить однократное нанесение на сферическую шлифованную рабочую поверхность 2 асферического слоя 4 и, тем самым, снизить трудоемкость изготовления мастер-матрицы за счет снижения в 3-5 раз времени формирования асферической поверхности 3.
Изготовление предлагаемой мастер-матрицы производится без трудоемких операций тонкого шлифования, полирования и прецизионной ручной доводки (ретуши) асферической поверхности 3, при этом изготовление шлифованной сферической подложки 1 мастер-матрицы осуществляется на оптическом станке с ЧПУ.
Подготовительный этап ее изготовления включает в себя только обработку подложки грубой фрезой и последующее шлифование для получения сферической поверхности (время операции - приблизительно 3 часа).
Окончательный этап изготовления мастер-матрицы включает в себя операцию однократного нанесения методом копирования на сферическую шлифованную рабочую поверхность 2 асферического слоя 4 (время операции - приблизительно 3 часа).
Возможна, но не обязательна, операция напыления в вакууме путем термического испарения на поверхность асферического слоя 4 тонкого металлического слоя с использованием вакуумной установки (время операции -приблизительно 8 часов).
Таким образом, общее время изготовления мастер-матрицы составляет приблизительно 14 часов.
По окончании процесса изготовления мастер-матрицы контролируют параметры ее оптической поверхности на соответствие техническим требованиям (точность заданной поверхности, шероховатость, класс чистоты поверхности).
Мастер-матрица, изготовленная для осуществления массового выпуска зеркал с асферической поверхностью, имеющих размеры 70×60×15 мм и радиусы кривизны рабочей поверхности в меридиальной и в сагиттальной плоскостях равные 500 мм и 334 мм, соответственно, зеркально повторяет копируемую асферическую поверхность и соответствует техническим требованиям.
Износоустойчивость поверхности асферического слоя 4 из отвержденной полимерной композиции с наполнителем 5 сопоставима с износоустойчивостью асферической поверхности 3 подложки из оптического стекла известной мастер-матрицы (прототипа).
Количество копий оптических поверхностей, получаемых при помощи предлагаемой мастер-матрицы и известной мастер-матрицы (прототипа) также сопоставимы и составляет приблизительно 20 единиц.
Были проведены климатические и вибрационные испытания образцов предлагаемой мастер-матрицы, которые показали, что она выдерживает воздействие повышенной влажности и вибраций, а также воздействие перепадов температуры при эксплуатации в диапазоне от -70°С до +90°С.
Пример 2 (прототип).
Подложка данной мастер-матрицы представляет собой полированную подложку, выполненную из оптического стекла марки К8, имеющую заданную асферическую поверхность, с размерами 70×60×15 мм с радиусом кривизны рабочей поверхности в меридиальной и в сагиттальной плоскостях равными 500 мм и 334 мм, соответственно.
Изготовление мастер-матрицы производится с использованием трудоемких операций тонкого шлифования, полирования на оптическом станке с ЧПУ и прецизионной ручной доводки (ретуши) асферической поверхности.
Подготовительный этап ее изготовления включает следующие процессы обработки поверхности подложки мастер-матрицы:
- обработка подложки грубой фрезой и последующее шлифование для получения сферической поверхности (время операции - приблизительно 3 часа);
- тонкое шлифование подложки для получения асферической поверхности (время операции - приблизительно 8 часов);
- полирование асферической поверхности подложки (время операции - приблизительно 24 часа);
- прецизионная доводка асферической поверхности (время операции - приблизительно 12 часов).
Окончательный этап изготовления мастер-матрицы включает в себя напыление в вакууме путем термического испарения на асферическую поверхность тонкого металлического слоя с использованием вакуумной установки (время операции напыления - приблизительно 8 часов).
Общее время изготовления мастер-матрицы, выбранной в качестве прототипа, составляет приблизительно 55 часов.
Таким образом, использование предлагаемого изобретения, благодаря тому, что асферическая поверхность мастер-матрицы выполнена на поверхности слоя из отвержденной полимерной композиции, нанесенного на сферическую поверхность подложки, при этом отвержденная полимерная композиция содержит наполнитель в виде порошка с размером частиц не более 10 мкм из той же предварительно отвержденной полимерной композиции, а сферическая поверхность подложки выполнена шлифованной, позволяет упростить технологию и снизить время изготовления мастер-матрицы приблизительно в 3-4 раза за счет исключения операций тонкого шлифования подложки для получения асферической поверхности, полирования этой поверхности и ее прецизионной доводки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАСТЕР-МАТРИЦА ДЛЯ ИЗГОТОВЛЕНИЯ КОПИЙ ДИФРАКЦИОННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2731457C1 |
| СПОСОБ КОПИРОВАНИЯ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2717568C1 |
| СПОСОБ УПРУГОЙ ДЕФОРМАЦИИ ОПТИЧЕСКОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВНЕОСЕВОГО ТОНКОГО АСФЕРИЧЕСКОГО ЗЕРКАЛА ТЕЛЕСКОПА И МЕХАНИЗМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2018 |
|
RU2687172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО ОПТИЧЕСКОГО ЭЛЕМЕНТА | 2019 |
|
RU2722622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ ЦИЛИНДРИЧЕСКИХ МИКРОЛИНЗ С РАЗЛИЧНЫМ ПРОФИЛЕМ СЕЧЕНИЯ | 2007 |
|
RU2355652C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОПИЙ ОТРАЖАТЕЛЬНЫХ ДИФРАКЦИОННЫХ РЕШЕТОК | 2023 |
|
RU2805274C1 |
| АНТИФРИКЦИОННОЕ ПОКРЫТИЕ | 2007 |
|
RU2345110C2 |
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ СТЕКЛА | 2014 |
|
RU2595283C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ПОДЛОЖЕК ДИФРАКЦИОННЫХ РЕШЕТОК | 1991 |
|
RU2036485C1 |
Изобретение относится к технологической оснастке, применяемой при формообразовании оптических поверхностей со сложной геометрической формой методом копирования, и может быть использовано в оптико-электронном приборостроении при массовом изготовлении оптических элементов с асферическими поверхностями. Мастер-матрица содержит подложку с выполненной на ней асферической поверхностью. Асферическая поверхность выполнена на поверхности слоя из отвержденной полимерной композиции, нанесенного на сферическую поверхность подложки, при этом отвержденная полимерная композиция содержит наполнитель в виде порошка с размером частиц не более 10 мкм из той же предварительно отвержденной полимерной композиции, а сферическая поверхность подложки выполнена шлифованной. Технический результат - упрощение технологии и снижение трудоемкости ее изготовления за счет исключения операции асферизации сферической подложки. 1 ил.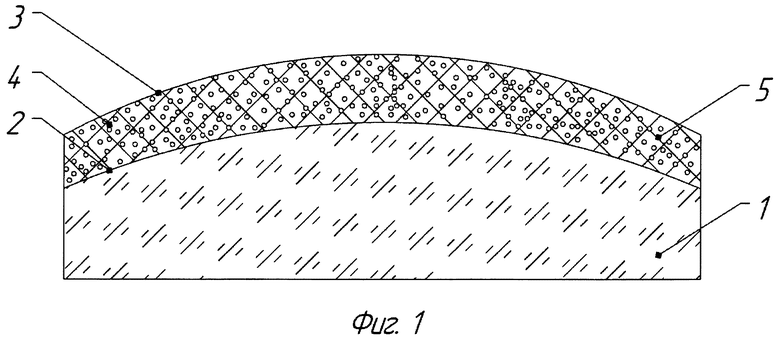
Мастер-матрица для копирования оптических поверхностей, содержащая подложку с выполненной на ней асферической поверхностью, отличающаяся тем, что асферическая поверхность выполнена на поверхности слоя из отвержденной полимерной композиции, нанесенного на сферическую поверхность подложки, при этом отвержденная полимерная композиция содержит наполнитель в виде порошка с размером частиц не более 10 мкм из той же предварительно отвержденной полимерной композиции, а сферическая поверхность подложки выполнена шлифованной.
| Справочник технолога-оптика, под | |||
| ред | |||
| М.А | |||
| Окатова, СПб., Политехника, 2004, с | |||
| Телефонная трансляция с катодными лампами | 1922 |
|
SU333A1 |
| WO 2004097488 A1, 11.11.2004 | |||
| US 20070241471 A9, 18.10.2007 | |||
| JP 2010066518 A, 25.03.2010 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МАСТЕР-МОДЕЛИ ДЛЯ ПРОИЗВОДСТВА ПЛОСКОЙ СФЕРИЧЕСКОЙ ЛИНЗЫ ФРЕНЕЛЯ (ВАРИАНТЫ) | 2007 |
|
RU2373054C2 |

