Изобретение относится к области неразрушающего контроля физических характеристик изделий и материалов и может быть использовано для измерения степени затяжки болтовых и шпилечных соединений при строительстве, монтаже и эксплуатации объектов ответственного назначения в различных отраслях промышленности и транспорта.
Известно большое количество ультразвуковых (УЗ) способов измерения механических напряжений в материалах, пригодных для измерения механических напряжений в гайке резьбового соединения [1].
Все известные способы основаны на измерении скорости вводимых в объект УЗ волн различных типов в нагруженном состоянии по сравнению со свободным состоянием и последующем пересчете этого изменения скорости в механическое напряжение. Измерения скорости или ее изменения проводятся различными модификациями двух методов: частотного и временного. Непременным условием применимости способов является наличие плоскопараллельных поверхностей в исследуемом объекте, расположенных перпендикулярно оси механического напряжения (в случае гайки - это торцовые поверхности). Основным источником высокой погрешности, а значит, и низкой достоверности результатов измерений известными способами является недостаточная стабильность параметров (частота УЗ колебаний, период повторения импульсов и др.) приборов, используемых при измерениях. Применение же высокостабильной аппаратуры (с относительной нестабильностью параметров 10-6) исключает возможность проведения измерений в монтажных и полевых условиях, где чаще всего возникает потребность точного и достоверного определения напряжений [2].
Известен также УЗ способ измерения внутренних механических напряжений в нагруженном объекте, заключающийся в том, что с помощью излучающего пьезопреобразователя в исследуемый объект вводят импульсы поперечной УЗ волны, принимают приемным преобразователем прошедшие через объект сигналы в свободном и напряженном состоянии, определяют разность скоростей распространения волн и по ней судят о величине напряжений [3]. В этом способе разность скоростей УЗ волн определяют по разнице времен прохождения УЗ волнами определенного участка пути. Следовательно, основные недостатки - низкая достоверность и недостаточная точность измерений вследствие низкой стабильности параметров аппаратуры или ограниченность возможности применения и высокая стоимость аппаратуры реализующей способ. При измерении напряжений в уже затянутых резьбовых соединениях при использовании известных способов необходимо иметь гайку, идентичную исследуемой, что снижает точность измерений, а в ряде случаев просто невозможно, поскольку в процессе эксплуатации объекта металл стареет и меняет свои упругие свойства. Поэтому применение известных способов в таких случаях, вследствие недостаточной достоверности результатов, недопустимо. При измерении напряжений в гайках резьбовых соединений, стягивающих неплоскопараллельные изделия, или в случае перекосов возникает ошибка, связанная с неравномерностью напряжений по периметру гайки, что значительно снижает достоверность результатов измерений, поскольку непараллельность или перекосы чаще всего визуально не обнаруживаются.
Цель изобретения - повышение точности и достоверности измерений.
Для решения поставленной задачи в известном ультразвуковом способе измерения механических напряжений в нагружаемом объекте (например, в гайке резьбового соединения), заключающимся в том, что с помощью излучающего преобразователя в исследуемый объект вводят импульсы поперечной ультразвуковой волны, принимают приемным пьезопреобразователем прошедшие через объект сигналы в свободном и напряженном состояниях, определяют разность скоростей распространения волн и по ней судят о величине напряжений, ультразвуковые импульсы вводят с боковой грани гайки в плоскости, перпендикулярной оси гайки, в направлении смежной боковой грани, принимают прошедшие сигналы на смежной грани, добиваясь максимального значения их амплитуды смещением приемного преобразователя, а разность скоростей определяют по величине смещения приемного преобразователя в напряженном и свободном состояниях по формуле: =
= 
 l, где
l, где  - относительное изменение скорости;
- относительное изменение скорости;
Δl - смещение приемного преобразователя;
a, b - расстояние от ребра, общего для граней излучения и приема, до точек ввода и приема УЗ импульсов соответственно.
Сигналы, прошедшие через тело гайки в напряженном и свободном состояниях, получают, излучая и принимая ультразвуковые импульсы, соответственно, в частях тела гайки, прилегающей к контактирующей со стягиваемым изделием торцевой поверхности и противоположной ей. Принимают сигналы, обошедшие гайку, устанавливая приемный преобразователь на грани гайки, смежной с гранью излучения и расположенной в обратной от направления излучения стороне. Предлагаемый способ основан на использовании особенностей распределения напряжений в гайке, заключающихся в том, что в теле гайки в результате взаимодействия ее с болтом по контактным поверхностям резьбы помимо осевой силы Q появляется радиальная составляющая R =  , где θ- угол профиля резьбы. Осевая сила Q не постоянна по высоте гайки и в верхней (противоположной стягиваемой детали) части гайки эта сила, а значит и R, практически равны нулю (Иосилевич Г.Б., Биргер И.А. Резьбовые соединения. М.: Машиностроение, 1973). Эти особенности дают возможность, вводя УЗ колебания в верхней и нижней частях гайки, проводить измерения скорости в ненапряженном материале и напряженном, используя одну и ту же затянутую гайку, что значительно уменьшает ошибку измерения из-за отличия акустических свойств материала исследуемой и эталонной гаек.
, где θ- угол профиля резьбы. Осевая сила Q не постоянна по высоте гайки и в верхней (противоположной стягиваемой детали) части гайки эта сила, а значит и R, практически равны нулю (Иосилевич Г.Б., Биргер И.А. Резьбовые соединения. М.: Машиностроение, 1973). Эти особенности дают возможность, вводя УЗ колебания в верхней и нижней частях гайки, проводить измерения скорости в ненапряженном материале и напряженном, используя одну и ту же затянутую гайку, что значительно уменьшает ошибку измерения из-за отличия акустических свойств материала исследуемой и эталонной гаек.
Наличие радиальной составляющей дает возможность, используя обычные наклонные пьезопреобразователи, возбуждающие практически линейно поляризованные SV волны, вводить УЗ колебания так, что вектор поляризации вводимых поперечных волн и вектор напряжения будут находиться в одной плоскости, что является необходимым условием взаимодействия УЗ волн с полем напряжения. В результате этого взаимодействия происходит изменение скорости УЗ волн, а поскольку при наклонном вводе УЗ волн направление их распространенияα определяется соотношением скоростей в исследуемом материале (гайке) и материале призмы, то при изменении напряжения будет меняться и угол распространения. Учитывая геометрические особенности гайки, можно получить относительное изменение смещения точки приема максимального сигнала в несколько раз больше, чем относительное изменение угла распространения или скорости. При этом требования к стабильности параметров аппаратуры настолько низкие, что может быть использован любой отечественный дефектоскоп. Этот и является техническим результатом от использованного данного способа.
Заявителю не известны УЗ способы измерения напряжения в гайке, в которых изменение скорости определялось бы по смещению точки приема максимального сигнала.
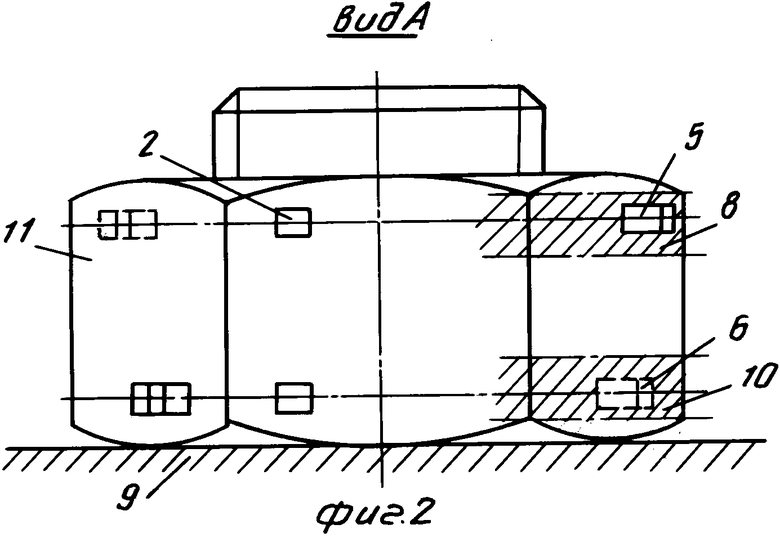
На фиг. 1 показано резьбовое соединение, вид сверху; на фиг.2 - вид по стрелке А на фиг.1.
Реализуется способ следующим образом. На боковую грань гайки 1 устанавливают наклонный преобразователь 2 на расстоянии а от ребра 3. Возбуждают в гайке УЗ колебания в направлении 4 к смежной грани (ненагруженное состояние). На смежной грани в направлении излучения устанавливают приемный преобразователь 5. Перемещая преобразователь 5, добиваются максимального значения принятого сигнала и измеряют расстояние от точки приема до ребра 3 - b. Нагружают гайку и смещением приемного преобразователя добиваются максимума в новом положении 6, измеряя при этом Δl. Измеренное значение Δl появляется вследствие изменения скорости поперечных УЗ колебаний и обусловленным этим изменением направления распространения УЗ колебаний 7. Расчет относительного изменения скорости проводится по формуле: =
=  ·
·  · Δl.
· Δl.
Данная формула получена путем несложных математических операций из соотношения сторон треугольников со сторонами: а, b, c˙t и а; (b - Δl); (С+ ΔС)˙t.
При измерении напряжений в затянутой ранее гайке последовательность действий не меняется. Различие заключается в том, что измерения в ненагруженном состоянии проводят в области 8 гайки, удаленной от стягиваемого изделия 9, а измерения в нагруженном состоянии проводятся в области 10, прилегающей к стягиваемому изделию.
При измерении напряжений в гайке резьбовых соединений с перекосом или при непараллельности стягивающих изделий, а также в случае слабых усилий затяжки и, следовательно, малых напряжений прием проводят на грани 11, измеряя при этом смещение, возникающее при обходе УЗ колебаний всей гайки по пути 12. При этом относительная погрешность за счет неточности измерения Δl уменьшается в 5 раз.
Технико-экономический эффект может быть показан на конкретном примере. Проведем оценку точности применения предлагаемого метода при измерении напряжения в гайке анкерной тяги. В этом случае используется гайка М80 из стали 09Г2С.
Исходные данные: длина грани гайки 60 мм; предел текучести при сжатии σтсж.= 105 кг/мм; акустоупругий коэффициент β= 1,6 ˙104 кг/мм2(определен экспериментально с использованием разрывной машины); расчетное соотношение:
σ =  .
.
Установочные параметры: а = 6 мм, угол ввода 35о, в = 54 мм.
Расчет погрешности измерения изобретения: =
=  ·
·  · Δl =
· Δl =  ·
·  ·
·  = 0,013
= 0,013 где ζ =
где ζ =  = 9.
= 9.
Максимальная ошибка определения точки приема максимального сигнала 0,1 мм (здесь необходимо использовать метод определения максимума по граничным значениям сигнала на уровне 0,5 от максимального значения. В этой области диаграмма направленности имеет наибольшую крутизну и тогда bmax=  .
.
При ошибке Δl = 0,1 мм, и а = 6 мм
Δc/c = 2˙ 10-4 , тогда погрешность измерения напряжения будет: Δσ= σмin=3,2кг/мм2;
Относительная ошибка измерения напряжения:
Δσ/σтсж=0,03
При использовании способа п.3 формулы изобретения ошибка уменьшается в 5 раз и становится равной Δσ/σтсж=0,006, а абсолютная погрешность составит 0,62 кг/мм2.
При использовании известных способов такая точность может быть достигнута лишь при лабораторных измерениях на специальных образцах с использованием дорогостоящей аппаратуры с высокостабильными параметрами (не ниже 10-6).
Таким образом, разработанный способ повышает точность и достоверность измерений, дает возможность проводить измерения в таких условиях, где известные методы не могут быть применены, и значительно снижает стоимость измерений, поскольку не требуется дорогостоящая специализированная аппаратура. Это повышает эксплуатационную надежность ответственного оборудования, снижая опасность для человека и окружающей среды.
Сущность изобретения: разработанный способ позволяет повысить точность и достоверность результатов измерений, расширить область применения ультразвукового (УЗ) способа измерения за счет выбора оптимальных условий ввода и приема УЗ колебаний. В известном УЗ способе, заключающемся во введении в исследуемый объект импульсов поперечных волн, приеме прошедших сигналов в свободном и напряженном состояниях, определении изменения скорости УЗ волн, по которому судят о величине напряжений, УЗ волны вводят с боковой грани гайки в плоскости, перпендикулярной оси гайки. Прием осуществляют на другой грани гайки, добиваясь максимального значения сигнала. Разность скоростей в свободном и напряженном состояниях определяют по величине смещения приемного преобразователя. Сигналы в свободном и напряженном состояниях можно получать с одной затянутой гайки, используя области гайки, прилегающие к свободному и контактирующему со стягиваемым изделием торцам гайки. При измерении малых напряжений используют сигнал, обошедший гайку по внутреннему периметру. 2 з. п. ф-лы, 2 ил.
 =
=  ·
·  l,
l,
где  - относительное изменение скорости ультразвуковых волн;
- относительное изменение скорости ультразвуковых волн;
Δ l - смещение приемного преобразователя;
a, b - расстояние от ребра, общего для граней излучения и приема, до точек ввода и приема ультразвуковых импульсов соответственно.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для определения упругих характеристик материалов | 1985 |
|
SU1280518A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
