Изобретение относится к инструментальному производству, в частности к производству однолезвийного режущего инструмента.
Известны способы и устройства для заточки ножей, например по патенту США N 4112790, 1978.
Это решение предусматривает заточку лезвия оппозитной парой цилиндрических кругов, имеющих возможность перемещения друг к другу до касания по общей образующей путем продольной подачи лезвия ножа под углом к этой оппозитной паре кругов в продольном направлении подачи так, что сама кромка лезвия проходит через точку касания оснований кругов.
При таком способе заточки от продольного движения ножа круги получают вращение, а съем стружки-заточка происходит от большей толщины к меньшей, т.е. кромка лезвия обрабатывается в последнюю очередь.
Другое решение для этой же цели по авт. св. N 1261772, 1986 предусматривает заточку лезвия полотна ножа оппозитной парой цилиндрических шлифовальных кругов, имеющих возможность наклона к полотну в продольном направлении, т.е. в направлении продольной подачи.
Недостатками этих решений являются короткая длина утонения дуги снятия металла от наибольшей до наименьшей толщины лезвия. Кроме того из-за отсутствия возможности взаимной регулировки положения кругов вдоль поперечного сечения полотна может происходить свал профиля из-за перекрытия периферийной поверхностью одного круга периферийную поверхность другого круга.
Отсутствие взаимного разворота и движения кругов вдоль общей образующей, что требует отдельной правки кругов, а следовательно, ведет к неидентичной заточке и потере качества заточки. Невозможность применения больших диаметров кругов из-за перекрытия зоны перемещения полотна, что приводит к большим углам клина, короткой заточке.
Известные технические решения для той же цели в основном направлены на создание заданного угла резания, что приводит к быстрому затуплению лезвия полотна.
Наиболее близким к предлагаемому изобретению является техническое решение по патенту США N 4112790, 1978.
Недостатками этого технического решения являются малая длина дуги утонения полотна (заборной части шлифования) от входа инструмента в наибольшую толщину полотна до выхода инструмента из наименьшей толщины лезвия, т.е. режущей кромки лезвия, свал профиля с появлением заусенца, большие углы клина заточки, непрямолинейность кромки лезвия.
Целью настоящего решения является повышение качества, увеличение периода между переточками.
Поставленная цель достигается тем, что рабочим кругам дополнительно сообщают наклон друг к другу в поперечном полотну ножа направлении под углами, большими, чем углы заточки, и возможностью разворота относительно друг друга в направлении общей образующей, и при этом углы наклона кругов и характеристики лезвия полотна и самих кругов войдут в зависимости, излагаемые ниже, при этом рабочие круги выполнены коническими
cosβ = 
 -
-  ± R
± R

cosβ =  · cosα ± Rк;
· cosα ± Rк;
sinβ = 
 - 1
- 1 + 1
+ 1
B = 
 · Rт - 1
· Rт - 1 ;
;
K = R ( - cosα · cosβ) ,
- cosα · cosβ) ,
где Rт =  ;
; Rк =
Rк = 
R - радиус круга;
Т - толщина полотна;
К - вылет круга;
α- угол заточки;
β- угол разворота кругов в продольном направлении;
В - ширина заточки лезвия ножа.
Названные существенные признаки решения отсутствуют в прототипе (патент США N 4112790, 1978), что обеспечивает новизну предложенного решения.
Сравнивая указанные выше существенные признаки с признаками аналогов, сходных признаков в них не обнаружено.
Это позволяет сделать вывод, что способ заточки или изготовления лезвия полотна ножа с существенными признаками, отличающими его от прототипа, обладает "существенными отличиями".
Достижение положительного эффекта, выраженного в повышении качества лезвия ножа, увеличении периода между переточками возможно только при использовании совокупности всех названных выше существенных признаков, отличающих предлагаемое техническое решение от известных в науке и технике для той же задачи.
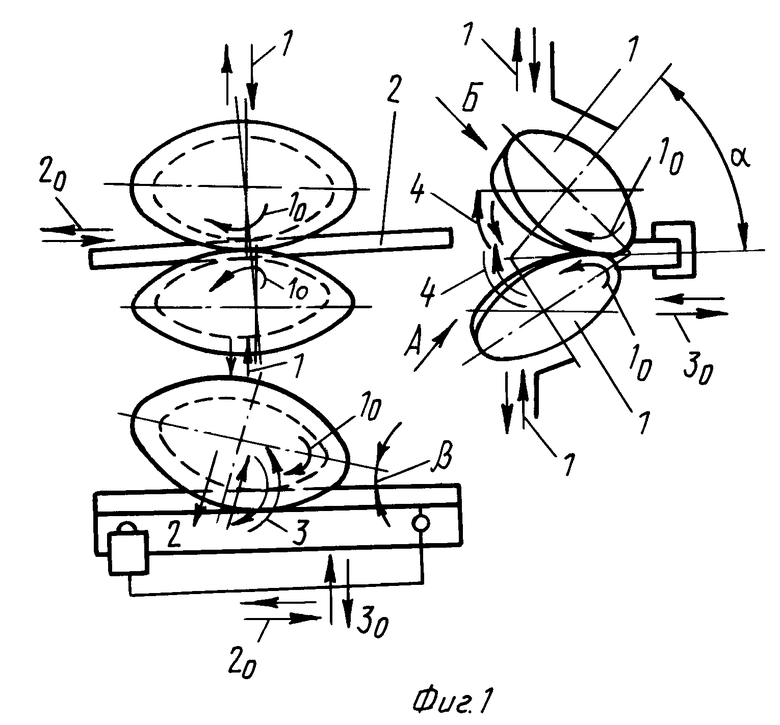
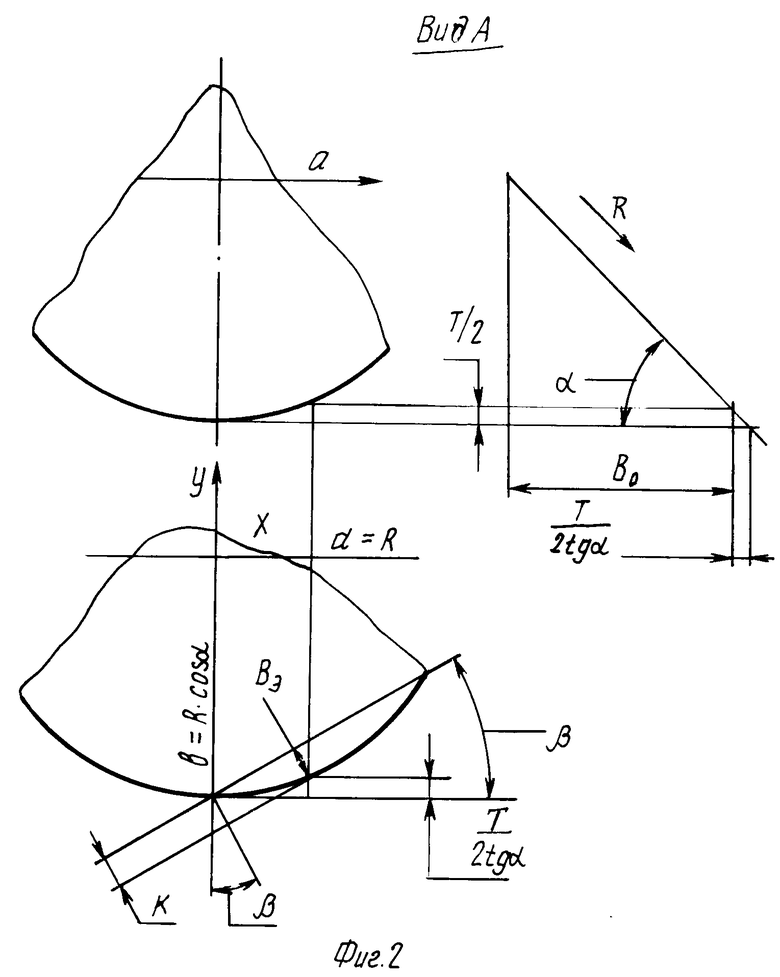
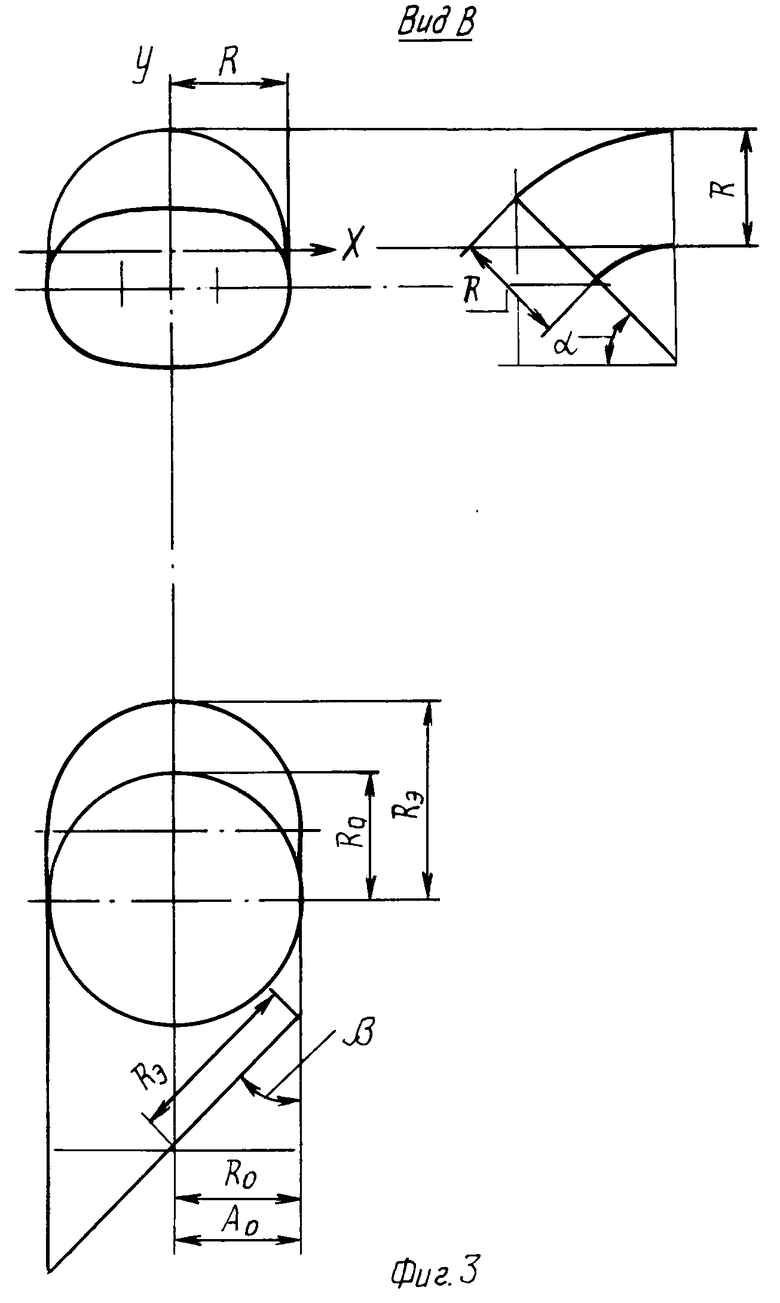
На фиг. 1 изображен предложенный способ заточки лезвия полотна ножа, общий вид; на фиг. 2 -вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1.
Способ включает расположенную оппозитно рабочую пару конических кругов 1, в зоне стыковки по образующей которых установлено с возможностью движения полотно ножа 2.
Способ заточки лезвия ножа осуществляется конусообразными рабочими вращающимися навстречу Io друг к другу кругами 1, расположенными оппозитно друг к другу со стыковкой, по образующей на их периферии, создающими зону заточки лезвия полотна ножа с двух сторон. Лезвие полотна ножа 2 самоустанавливается в зоне заточки, а лезвие и рабочие круги относительно друг друга совершают движения 2о продольной подачи вдоль режущей кромки лезвия и поперечиной 3о подачи в плоскости полотна ножа перпендикулярно режущей кромке лезвия.
Конусообразные шлифовальные рабочие круги развернуты к нижней кромке лезвия в плоскости полотна ножа на некоторый угол β, обеспечивающий заточку лезвия на параболообразной кривой с необходимой шириной В лезвия и вылетом К круга относительно лезвия, и им сообщается дополнительно возможность линейного перемещения 1 порознь или вместе в направлении перемещения 2 к полотну ножа в направлении общей образующей, а также возможность поворота 3 перемещения порознь или вместе в плоскости полотна ножа, и порознь 4 в плоскости, перпендикулярной режущей кромке лезвия.
Угол βповорота кругов и уголα заточки или наклона кругов, толщина Т полотна ножа, ширина В заточки лезвия ножа, радиус R рабочих шлифовальных кругов, вылет Кэ круга имеют следующие вышеуказанные зависимости.
Путем математических преобразований определяется влияние на качество угла заточкиα и угла разворота круговβ (фиг. 2)
X =  ·
·  - 1;
- 1;
Y =  ·
·  - 1
- 1
При постоянном R влияние формы следующее +
+  = 1 ;
= 1 ;
X2 + Y2·  = R2
= R2
Y2 = (R2 - X2) sinα; X2 + Y2 =R2; Y2 =R2 - X2
Yэ = sin
Δэ =R · sin α - sin  = sinα·(R -
= sinα·(R - );
);
Yo= 
Δo = (R - ); Δэ < Δо при одном и том же значении Х и R, разница увеличивается с уменьшением угла. Количество переточек для "Э" уменьшается на 30%, для α= 45о и на 50%, для α = 30о и т.д.
); Δэ < Δо при одном и том же значении Х и R, разница увеличивается с уменьшением угла. Количество переточек для "Э" уменьшается на 30%, для α= 45о и на 50%, для α = 30о и т.д.
Анализ для изменений R при постоянных Х и Y
R - X2- Y2 = Y
- X2- Y2 = Y - 1
- 1 = Y2· ctg2α , где Rэ > Rо - это влияние угла заточки.
= Y2· ctg2α , где Rэ > Rо - это влияние угла заточки.
Ниже влияние угла разворота круга.
Вылет от оси до края круга
Ao = Ro; Aэ = Rэ˙ sin β
Ao = Aэ, отсюда Ro = Rэ˙ sinβ
Rэ=  ; ; Rэ > Ro
; ; Rэ > Ro
Можно сказать, при одинаковой В - ширине заточки лезвия ножа толщина ножа Тэ тоньше, чем То
Bo = T
Bэ =  ·
·  ·
·  - 1 - 1
- 1 - 1 , если Во = Вэ, то Rэ = 200; Ro = 12, при этом Кэ = 7; Ко = 12, при этом В = 5, если Кэ делать, например 12 мм, то получим Вэ > Bo, Dэ = 6 мм, Во = 5 мм, уменьшение количества переточек будет на 30%
, если Во = Вэ, то Rэ = 200; Ro = 12, при этом Кэ = 7; Ко = 12, при этом В = 5, если Кэ делать, например 12 мм, то получим Вэ > Bo, Dэ = 6 мм, Во = 5 мм, уменьшение количества переточек будет на 30%
B =0,63,B
=0,63,B =0,49, при равной допустимой толщине заточки лезвие качественнее
=0,49, при равной допустимой толщине заточки лезвие качественнее
β = arc · sin Bэ· T-1 + arc sin 0,5 ×
+ arc sin 0,5 ×
ctgα·  ;
;
Kэ = Rэ - cosα·cos
- cosα·cos ;
;
cosβ = -  cosα ±
cosα ±  ;
;
Bэ = 
 ·
·  - 1 - 1
- 1 - 1 , при α= 45о; В = 5; Т = 2; R = 40; β= 34о; К = 9,1, при α= 45о; В = 5; Т = 2; R = 80;β= 23о; К = 9, при α= 45о; В = 5; Т = 2; R = 200;β= 14о; К = 7, при α= 45о; В = 2,5; Т = 2; R = 40;β= 20о; К = 3, при α= 30о; В = 5; Т = 2; R = 40;β= 32о; К = 6,8.
, при α= 45о; В = 5; Т = 2; R = 40; β= 34о; К = 9,1, при α= 45о; В = 5; Т = 2; R = 80;β= 23о; К = 9, при α= 45о; В = 5; Т = 2; R = 200;β= 14о; К = 7, при α= 45о; В = 2,5; Т = 2; R = 40;β= 20о; К = 3, при α= 30о; В = 5; Т = 2; R = 40;β= 32о; К = 6,8.
С увеличением радиуса круга R уменьшается вылет круга К, с уменьшением ширины заточки лезвия ножа уменьшается вылет круга К сильнее, чем с увеличением радиуса круга R, и с уменьшением угла заточки α уменьшается вылет круга К.
Оптимальные условия заточки позволяют исключить применение больших диаметров кругов, предлагаемый способ позволяет регулировку ширины заточки при одних и тех же радиусах рабочих кругов, достигается одинаковая кривизна заточки и ширина заточки лезвия ножа, а также при одном и том же диаметре рабочих кругов дает возможность получать большую ширину заточки, оказывает влияние на чистоту обработки, по сравнению с прототипом, повышает качество заточки, увеличивает период между переточками на 25-30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОГО ШЛИФОВАЛЬНОГО КРУГА | 1992 |
|
RU2008191C1 |
| Фреза сборная с круглыми резцами для изготовления фасонных поверхностей в изделиях из древесины | 2021 |
|
RU2783179C1 |
| МИКРОХИРУРГИЧЕСКИЙ НОЖ | 1992 |
|
RU2033095C1 |
| РАБОЧИЙ ОРГАН ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОЧВЫ | 2001 |
|
RU2195094C2 |
| РАБОЧИЙ ОРГАН КУЛЬТИВАТОРА | 2001 |
|
RU2188526C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРУГОВЫХ ОТВЕРСТИЙ И ДЕТАЛЕЙ | 1992 |
|
RU2031761C1 |
| Способ заточки режущего инструмента | 1981 |
|
SU986733A1 |
| РАБОЧИЙ ОРГАН ГЛУБОКОРЫХЛИТЕЛЯ | 2005 |
|
RU2280968C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1993 |
|
RU2063301C1 |
| ПОЧВООБРАБАТЫВАЮЩИЙ РАБОЧИЙ ОРГАН | 1995 |
|
RU2084092C1 |
Использование: инструментальное производство, в частности производство однолезвийного режущего инструмента. Сущность изобретения: конусообразные рабочие круги имеют дополнительную степень свободы вдоль общей образующей и возможность разворота относительно друг друга в плоскости, параллельной полотну ножа, и наклоняют их к друг другу под углами разворота в параллельном полотну ножа направлении. 3 ил.
СПОСОБ ЗАТОЧКИ, при котором лезвие ножа вводят в контакт с парой оппозитно расположенных и наклонных в продольном направлении абразивных кругов, установленных с возможностью контакта по общей образующей, и сообщают последним встречное вращательное движение, а ножу - движение продольной и поперечной подачи, отличающийся тем, что круги берут с конической рабочей поверхностью и сообщают дополнительное перемещение вдоль их общей образующей, при этом круги устанавливают наклонно друг к другу под углами их разворота в параллельном ножу направлении, а также разворачивают относительно друг друга в плоскости, параллельной плоскости ножа.
| Патент США N 4112790, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
