Изобретение относится к металлургии и может быть использовано при изготовлении глуходонных кварцевых стаканов, применяемых в металлургической промышленности, в частности в машинах непрерывного литья заготовок.
Известны способы изготовления огнеупорных изделий, включающие разливку шликера в формы, их доливку, выемку изделий, их сушку, обжиг, зачистку. Заливка по известному способу осуществляется гравитационным литьем. После отверждения в результате частичного испарения воды производят извлечение из сформованного изделия сердечников. Данный способ выбран в качестве прототипа [1].
Недостатком способа является значительный отход изделий в брак особенно при изготовлении глуходонных кварцевых стаканов, связанный с возникновением в стенках стакана значительных напряжений после его высыхания.
Известно выполнение устройства для шликерного литья керамических изделий, содержащий вращающийся вокруг вертикальной оси стол с несколькими емкостями, являющимися формами для каждого изготавливаемого изделия. Формы установлены с возможностью подъема из позиции отливки и поворота в позицию выемки из формы [2].
Недостатком известного устройства является невозможность изготовления кварцевых изделий ответственного назначения в связи с тем, что разборка формы осуществляется без учета напряженного состояния изделия значительной массы и габаритов.
Целью изобретения является увеличение выхода годного.
Это достигается тем, что в способе изготовления огнеупорных изделий, включающем разливку шликера в гипсовые формы, их доливку, выемку изделий, сушку, обжиг и зачистку, выемку изделий из форм проводят при обеспечении напряжения сжатия изделия в два этапа, включающих извлечение стержня и последующее выдавливание изделия из формы с выдержкой времени между ними не менее 1-3 мин. В линии для изготовления огнеупорных изделий, содержащей участки сборки гипсовых форм, крепления прибыльной надставки, заливки шликера и выемки изделия из формы, установки для отделки готовых изделий, средства для транспортировки форм, последние выполнены в виде вагонетки, снабженной поддоном, на который свободно оперта форма, и несущей жестко закрепленной на ней стержень, а участок выемки изделия из форм включает узлы сборки и разборки в виде подъемной траверсы с захватами и выталкивателями, а также снабжен механизмом подъема-опускания поддона относительно вагонетки, при этом участок сборки гипсовых форм снабжен эластичной перфорированной мембраной, установленной между формой и прибыльной надставкой.
П р и м е р 1. Линия включает сборку комплекта гипсовых форм на вагонетке, заливку их кварцевым шликером, доливку и выдержку, распаковку форм и отправку кварцевых изделий в сушку и обжиг. Линия включает также агрегаты сушки гипсовых форм, фрезерования и зачистки кварцевых стаканов, утилизацию шликера.
После подготовки форм готовый кварцевый шликер от мешалок подается для заливки с помощью, например, резинового шланга и запорного устройства на выходе. По мере уплотнения, отбора влаги гипсовой формой и возможного вытекания через неплотности формы с поддоном производится доливка шликера. Время заливки и выдержки зависит от плотности, зернового состава, температуры в помещении и определено в пределах 12 - 20 ч. Слив остатков шликера из прибыльной подставки проводится вручную в специальную емкость, после чего остатки шликера подают в мельницу или мешалку-утилизатор.
Выемку изделий из формы проводят после "отрыва" гипсовой формы с отформованным кварцевым стаканом внутри нее от сердечника, выполненного из дюралалюминия и закрепленного на вагонетке. Это происходит на участке выемки изделия, где включается механизм подъема-опускания поддона. Для исключения прилипания кварцевого стакана к сердечнику после опускания поддона устанавливают прокладки между вагонеткой и формой. После чего происходит необходимая выдержка времени 1 - 3 мин. За это время происходит релаксация напряженного состояния изделия, отвод напряжений происходит центростремительно, при выдержке времени менее 1 мин не успевает произойти релаксация напряжения и последующее приложение усилия при выдавливании стакана его разрушает. При выдержке более 3 мин необоснованно уменьшается производительность линии. При этом кварцевый стакан испытывает напряжение сжатия: усилие механизма подъема поддона направлено вдоль стенок стакана и замыкается на верхний торец формы, прибыльную надставку. В силу специфики свойств кварца на данном этапе изготовления изделия наибольшую прочность изделие имеет при сжатии по его длине (700 мм). После чего вагонетка подается под подъемно-поворотную траверсу.
Захваты траверсы поднимают гипсовые формы с вагонетки, снимают со стержня и поворачивают на угол до 30о. Выбор угла поворота определяется следующими соображениями. Стакан не скользит, выпадая из формы в случае отсутствия прилипания к ее стенкам, и стакан испытывает усилие сжатия, наиболее благоприятные для его напряженного состояния. Выдавливание кварцевых стаканов выталкивателями траверсы также происходит при напряжении сжатия. Далее стаканы сушат, зачищают, обжимают в туннельных печах. Свободные формы устанавливаются на поддон вагонетки. Производительность линии составляет 120 шт./сут.
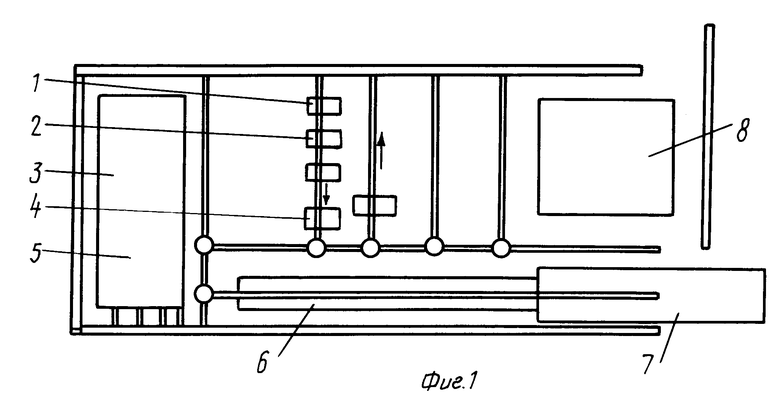
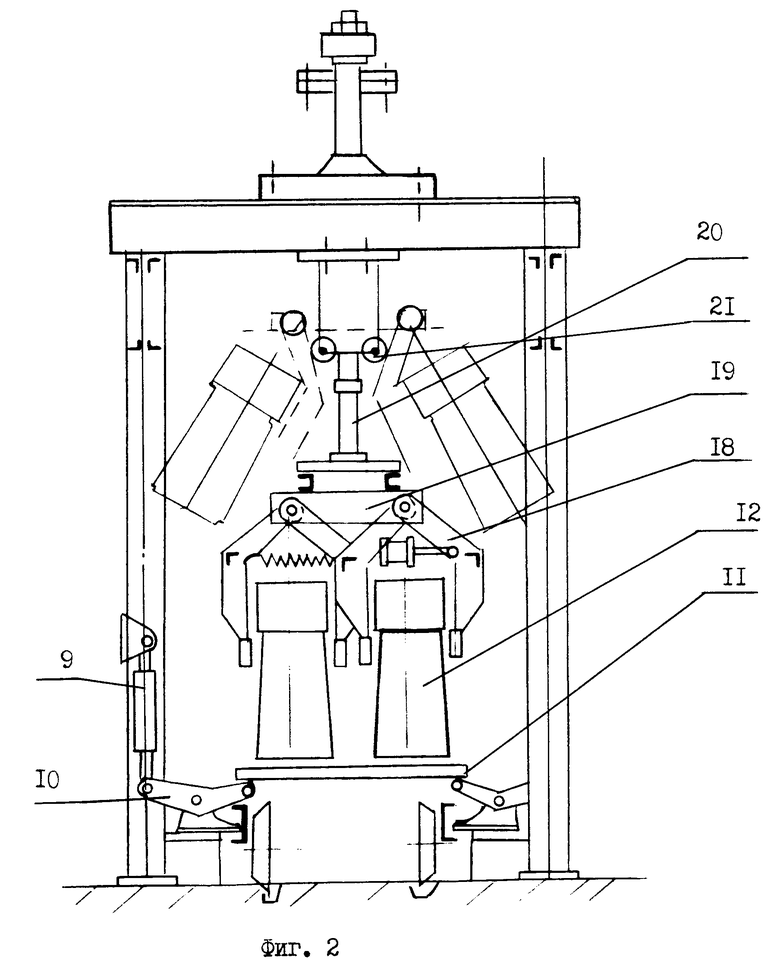
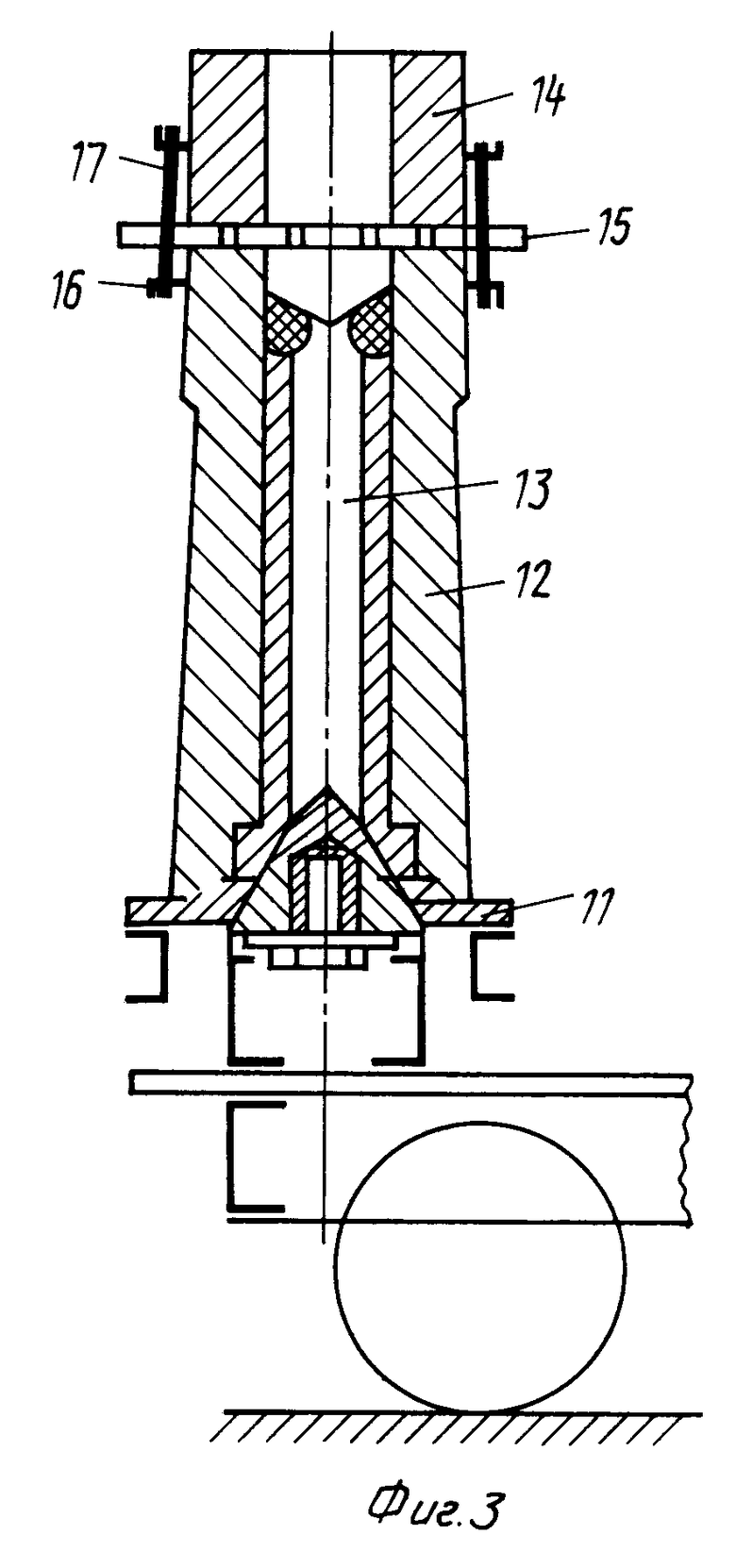
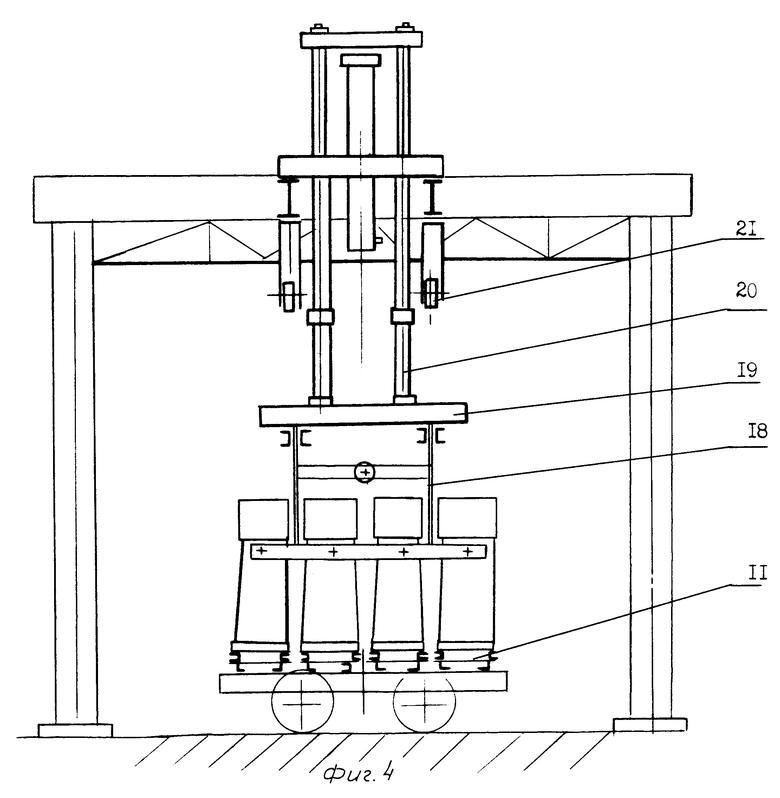
На фиг.1 изображена предлагаемая линия; на фиг.2 - участок выемки изделий из формы; на фиг. 3 - форма; на фиг.4 - участок выемки изделий, вид сбоку.
Линия для изготовления глуходонных кварцевых стаканов состоит из участков сборки гипсовых форм 1 крепления прибыльной надставки 2, заливки шликера 3, выемки изделия из формы 4, установки для отделки готовых изделий 5, сушки 6, отжига 7, утилизации отходов шликера 8.
Участок выемки изделия из формы содержит механизм подъема-опускания поддона с вагонетки. Механизм выполнен в виде гидроцилиндра 9 и рычагов 10, взаимодействующих с упорами поддона.
Вагонетка содержит поддон 11, на который свободно оперта гипсовая форма 12, и стержень 13, жестко установленный на раме вагонетки. На верхнем торце гипсовой формы установлена прибыльная подставка 14, а между нею и формой 12 установлена эластичная перфорированная мембрана 15, выполненная, например, в виде резинового диска, укрепленного с помощью стальных крючьев 16, жестко установленных в верхней части гипсовой формы и нижней части прибыльной подставки. Форма и надставка стянуты между собой пружинными или резиновыми стяжками 17.
Перфорация мембраны выполнена в виде центрального отверстия 20 мм и нескольких, расположенных по концентрическим окружностям 8 мм. Толщина мембраны до 4 мм.
Устройство работает следующим образом.
На поддоны вагонетки устанавливают гипсовые формы в количестве восьми штук. Вагонетка подается в зону сборки, ориентируясь по захватам 18 подъемно-поворотной траверсы 19, которые осуществляют подъем и разворот форм в разные стороны от оси вагонетки по четыре штуки. Рабочий производит осмотр, очистку, смазку рабочей поверхности стержня, поддона и формы. После чего формы возвращаются на вагонетку. Зажим и разжим захватов производится силовыми цилиндрами 20. На верхний торец гипсовой формы устанавливается резиновая перфорированная мембрана 15. Форма и прибыльная подставка стягиваются между собой пружинами или резиновыми стяжками 17, обеспечивая плотное прилегание к форме и исключение течи шликера при заливке им форм выше верхнего торца. Использование эластичной мембраны позволяет сформировать выпуклый торец стакана (сферический) не стесняющий релаксацию напряжения, а также являющийся минимальным по объему для последующей зачистке торца фрезой. Резина легко отделяется от застывшего шликера, не портит его, что позволяет его отходы утилизировать. Перфорация мембраны является необходимой для заливки шликера и образования поверхности торца.
Готовый шликер заливается в гипсовые формы и выдерживается. Объем мембраны, прибыльной надставки и слив остатков шликера из нее производятся вручную. Собранный шликер утилизируется и вновь направляется в производство.
Снятие остатков кварца на верхней плоскости стакана под необходимый размер производится фрезерованием после снятия прибыльной подставки.
Отрыв гипсовой формы со стаканом от дюралевого сердечника происходит на участке выемки изделия. Упорным устройством вагонетка фиксируется у механизма подъема-опускания поддонов, который производит отрыв от сердечника, жестко установленного на вагонетке. Привод механизма гидравлический. Между поддоном и рамой вагонетки укладывают прокладки и поддон опускают на вагонетку. Через 1-3 мин вагонетку подают к траверсе 19, где групповой двухсторонний захват для одновременной разборки четырех форм производит обхват форм и их подъем. При подъеме захваты разводятся в стороны по четыре штуки на угол 30о, что исключает изгиб стенок стакана и его соскальзывание. Механизм поворота может быть выполнен в виде копира 21. Выдавливание стаканов осуществляется выталкивателями, приводимыми от гидроцилиндров. При массе стаканов 16 кг, длине 700 мм, диаметре 320 мм усилие силового цилиндра составит 420 тс.
Установка стаканов на специальные сушильные вагонетки производится вручную, далее после зачистки и сушки стаканы передаются на печные вагонетки для обжига в туннельных печах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения высокоплотной кварцевой керамики и изделий из нее | 2016 |
|
RU2637352C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| Способ изготовления тигля с донным патрубком из кварцевой керамики и устройство для его осуществления | 2016 |
|
RU2623404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2005 |
|
RU2301212C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2378223C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188765C1 |
| Способ изготовления футеровки шаровых мельниц для получения водного шликера кварцевого стекла | 2022 |
|
RU2798973C1 |
| Способ изготовления футеровки шаровых мельниц для получения водного шликера кварцевого стекла | 2017 |
|
RU2650308C1 |
Использование: при изготовлении и реконструкции линий изготовления глуходонных кварцевых стаканов. Сущность изобретения: способ изготовления глуходонных кварцевых стаканов включает разливку шликера в гипсовые формы, их доливку, выемку изделий, сушку, обжиг и зачистку, причем выемку изделий проводят при обеспечении напряжения сжатия в два этапа с выдержкой времени между ними, обеспечивающей релаксацию напряжений в направлении к оси. Линия, реализующая способ, содержит участки сборки гипсовых форм, крепления прибыльной надставки, задивки шликера и выемки из формы, средства перемещения. Согласно изобретению последние снабжены поддоном, на который свободно оперта гипсовая форма, и несут жестко установленный на ней стержень. Участок включает узлы срыва и разборки, и снабжен механизмом подъема-опускания поддона, при этом участок сборки гипсовых форм снабжен эластичной перфорированной мембраной, установленной между формой и прибыльными подставками. 1 с. и 2 з.п. ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
