Изобретение относится к промышленности строительных материалов и может быть использовано для изготовления сборных изделий из обычных и быстротвердеющих строительных смесей.
Известная кассетная форма, содержащая установленные на поддоне, сблокированные попарно и оппозитно разделительные перегородки с бортовой оснасткой и стяжное приспособление в виде поворотных штанг и охватывающих последние сблокированных попарно и контактирующих торцами цилиндрических клиньев, причем один из клиньев каждой пары закреплен на разделительной перегородке, а другой установлен на поворотной штанге подвижно вдоль ее оси [1].
Указанная кассетная форма практически исключает возможные смещения перегородок, однако сложность стяжного приспособления и конструктивная некомпактность ее (наличие нерабочих зон между парами разделительных перегородок) ухудшают эксплуатационные возможности и снижают ее производительность.
Наиболее близкой к заявляемому техническому решению по технической сущности и достигаемому эффекту является кассетная форма, состоящая из поддона, Г-образных подвижных гибких разделительных стенок с перегородками, образующих формовочные отсеки и стяжное устройство в виде штанги со средствами ее перемещения, причем в вершине каждой из разделительных стенок выполнено отверстие для прохождения штанги стяжного устройства [2].
Недостатком выбранного в качестве прототипа технического решения является то, что расположенные на торцах разделительных стенок перегородки, не имея фиксаторов, в процессе формовки могут занять произвольные положения, искажая этим геометрические размеры изделий. Другой недостаток прототипа - отсутствие возможности механизации работ по извлечению шотовых изделий из формовочных отсеков, поскольку в нем предусмотрено только операция раздвижки стенок под действием сил упругости возникающих при освобождении стяжного устройства. Указанные недостатки усугубляются при изготовлении изделий с геометрически сложной конфигурацией сопрягаемых поверхностей. Кроме того, описанным выше техническим решением свойственен недостаток, заключающийся в том, что ими возможно изготовлять только с гладкой лицевой стороной, поскольку процесс распалубки предусматривает перемещение разделительных стенок с отформованными изделиями по поверхности поддона.
Целью изобретения является повышение качества и увеличение ассортимента изделий со сложной конфигурацией сопрягаемых поверхностей при обеспечении возможности механизации распалубки.
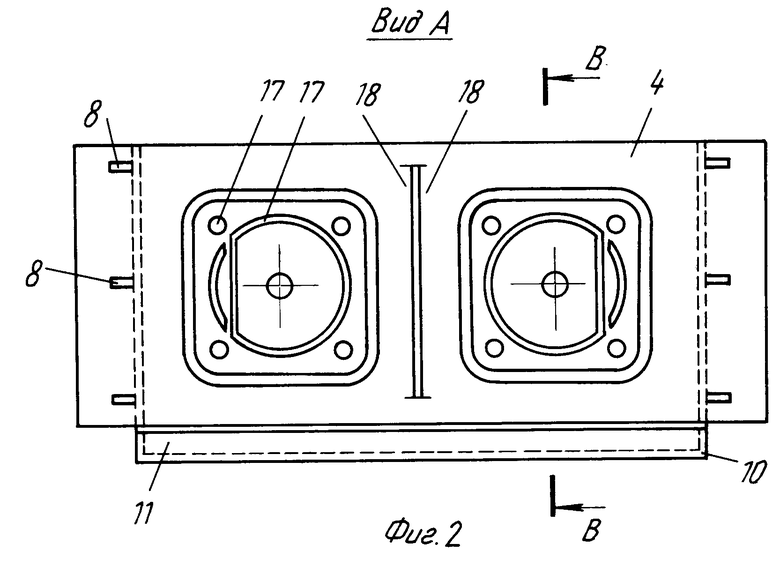
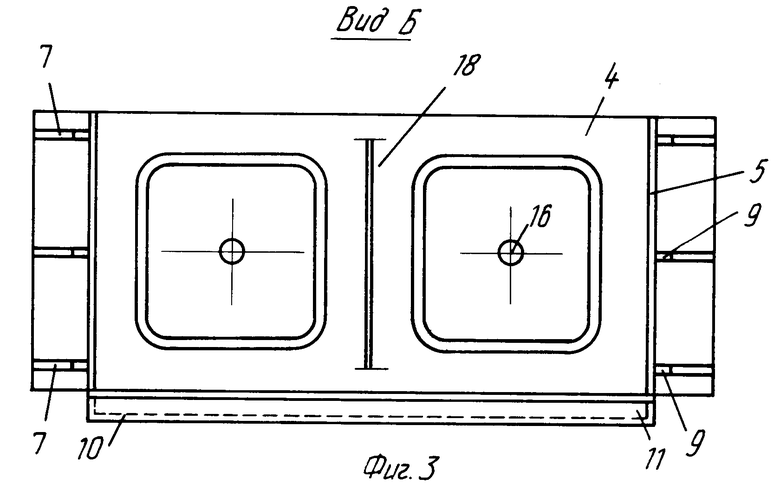
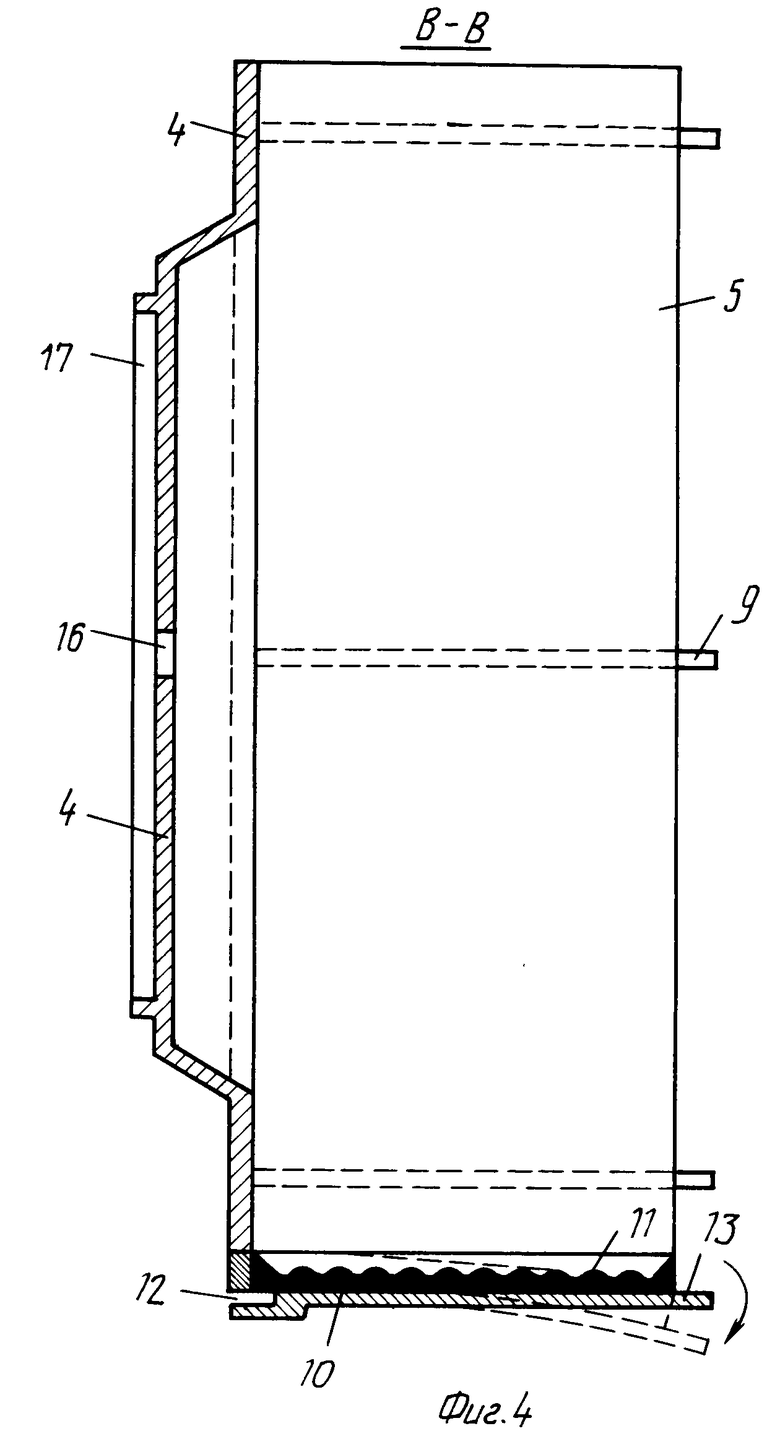
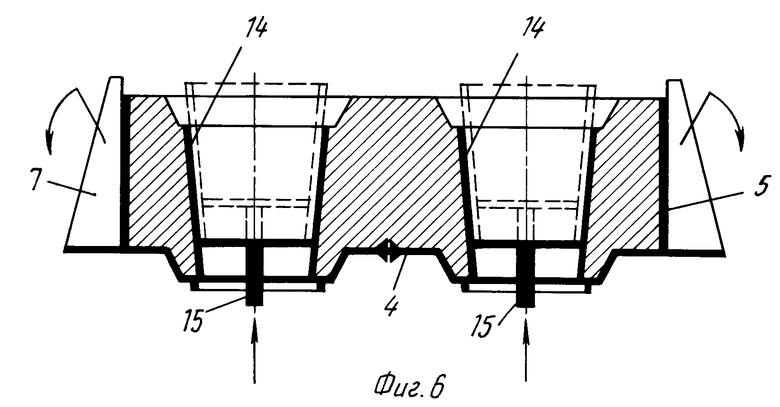
На фиг.1 изображена разделительная стенка с бортами, разрез; на фиг.2 - вид по стрелке А на фиг.1; на фиг.3 - вид по стрелке Б на фиг.1; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - многоместная кассетная форма в собранном виде; на фиг.6 - принципиальная схема механизированной распалубки изделия.
Многоместная кассетная форма состоит из поддона 1 с упором 2 на одном и зажимным устройством 3 (привод не показан) на другом его конце. В промежутке между упором 2 и зажимным устройством 3 расположен пакет вертикально установленных стенок 4 с бортами 5, образующих формовочные отсеки 6. Разделительная стенка 4 и борта 5 выполнены цельными из гибкого материала. Вне зоны формовки борта 5 и разделительные стенки 4 снабжены ребрами жесткости 7 с пазами 8 на разделительных стенках и выступами 9 у свободных концов бортов 5, причем в собранном пакете выступы 9 размещены в пазах 8 соседней разделительной стенки. Каждый формовочный отсек 6 снабжен жестко закрепленным одной стороной к нижнему торцу разделительной стенки корытообразным днищем 10 из гибкого материала, причем связь эта выполнена только с разделительной стенкой, а концевые участки выполнены с возможностью отгиба. В полости корытообразного днища 10 установлена матрица 11 из эластичного материала, рабочая поверхность которой может иметь разнообразное рельефно-декоративное исполнение. Концевые участки днища 10 в местах примыкания к разделительной стенке 4 снабжены впадинами 12, а в местах примыкания к соседнему отсеку - взаимно сопряженными выступами 13.
При изготовлении полых строительных изделий формовочные отсеки 6 комплектуются пустотообразователями 14 в форме полых усеченных конусов или призм с хвостовиком 15 у малого ее основания. Разделительные стенки 4 снабжены отверстиями 16 для фиксации хвостовиков 15 пустотообразователей 14. С внешней стороны разделительные стенки снабжены буртиками 17, расположенными по возможным конфигурациям большего основания пустотообразователей 14. Для увеличения номенклатуры размеров выпускаемых изделий разделительные стенки 4 снабжены расположенными по их вертикальной оси симметрии двусторонними пазами 18, в полости которых размещены съемные диафрагмы 19.
Многоместная кассетная форма работает следующим образом.
При изготовлении изделий без пустот в полость корытообразных днищ 10 соcтавляют матрицу 11 с необходимым рисунком лицевой стороны камня, разделительные стенки 4 с ботами 5 располагают на поддоне 1 таким образом, что каждый из выступов 9 ребер жесткости 7 и выступ 13 корытообразного днища 10 совмещались соответственно с пазами 8 и впадинами 12 предыдущей разделительной стенки и корытообразного днища. Перемещением зажимного устройства 3 в направлении упора 2 выступы 9 и 13 до конца входят соответственно в пазы 8 и впадины 12, обеспечивая этим точные геометрические размеры формовочных отсеков 6. Для изготовления же изделий с пустотами (отверстиями) предварительно большие основания пустотообразователей 14 фиксируются буртиками 17 соответствующей конфигурации, расположенными на внешней стороне предыдущей разделительной стенки, а хвостовиками 15 пустотообразователей 14 - в отверстиях 16 фиксируемой разделительной стенки. При необходимости изготовления изделий с уменьшенной вдвое длиной после установки матрицы 12 в двусторонних пазах 18 устанавливают диафрагмы 19.
По окончании технологического процесса формовки изделий зажимное устройство 3 освобождается и снимается с поддона 1. К последнему подводится механический захват (с манипулятором или без него), который с обеих сторон бортов захватывает ребра жесткости 7 в верхней их части, и, отодвигая разделительную стенку 4 с бортами 5 и корытообразным днищем от кассеты, освобождает их от зацепления. Далее при распалубке через захватные элементы на ребра жесткости воздействуют усилием, отгибающим концы бортов 5 наружу. Поскольку разделительная стенка 4 и борта 5 вне зоны формовки усилены ребрами жесткости 7, деформации подвергаются торцовые участки гибкой разделительной стенки, что способствует распалубке изделий, при этом корытообразное днище не препятствует этому процессу, поскольку оно не имеет связи с бортами 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЗАМКОВЫХ БЛОКОВ | 2001 |
|
RU2206449C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082605C1 |
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛОСКИХ СТЕНОВЫХ БЛОКОВ ИЗ КОМПОЗИЦИОННЫХ СМЕСЕЙ | 2007 |
|
RU2332299C1 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1976 |
|
SU591320A1 |
| Кассетная установка для изготовления железобетонных изделий | 1982 |
|
SU1084140A1 |
| Карусельная формовочная установка для формования гипсовых перегородочных плит | 1984 |
|
SU1235731A1 |
| Кассетная форма | 1978 |
|
SU727449A2 |
| Кассетная форма для изготовления изделий из бетонной смеси | 1989 |
|
SU1673457A1 |
| ТЕРМОБЛОК, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2157875C2 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |

Сущность изобретения: кассетная форма содержит поддон 1 с упором 2 и зажимным устройством 3. Между ними расположен пакет вертикально установленных гибких стенок 4 с бортами 5, образующих формовочные отсеки 6. Каждый формовочный отсек 6 снабжен корытообразным днищем 7 со съемной матрицей 11, одна из продольных сторон которого в средней части жестко прикреплена к разделительной стенке 4, а концевые участки выполнены с возможностью отгиба. Борта 5 и разделительные стенки 4 вне зоны формования снабжены симметрично расположенными по высоте бортов ребрами жесткости 7 с пазами 8 и выступами 9 у свободных концов бортов, которые размещены в пазах 8 соседней разделительной стенки. Концевые участки днища 10 в местах примыкания к стенке 4 снабжены впадинами 12, а в местах примыкания к соседнему отсеку - взаимносопряженными выступами 13. При изготовлении полых изделий формовочные отсеки 6 комплектуются пустотообразователями 14 в виде полых усеченных конусов или призм с хвостовиком 15 у малого ее основания. Разделительные стенки 4 снабжены отверстиями 16 для фиксации хвостовиков 15. С внешней стороны разделительные стенки имеют буртики 17. 3 з.п. ф-лы, 6 ил.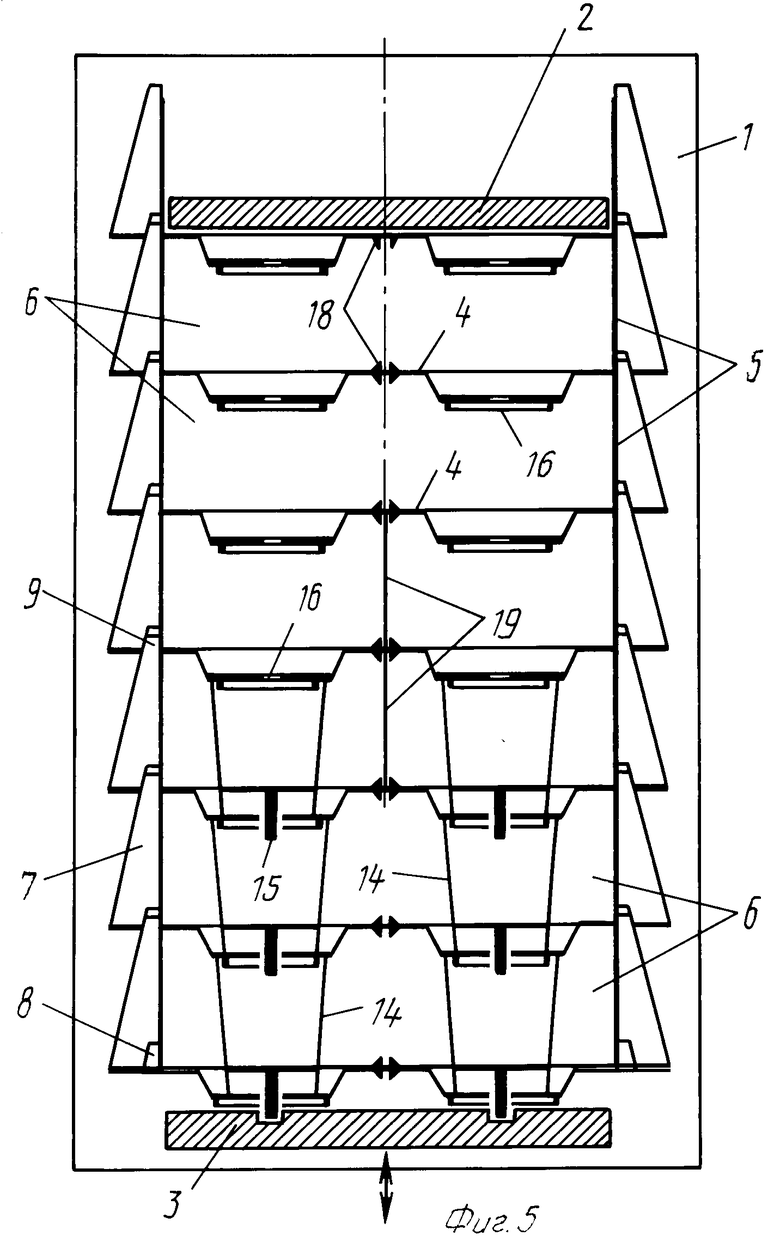
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1988 |
|
SU1576338A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
