Изобретение относится к строительству и производству строительных изделий и может быть использовано при строительстве внутренних стен, перегородок в жилых и производственно-административных зданиях в различных климатических условиях.
Близким аналогом по функциональному назначению к заявленному объекту является универсальная многоместная кассетная форма для изготовления строительных замковых блоков из строительных смесей, содержащая раму с поддоном и зажимным устройством, между которыми расположен пакет вертикально установленных разделительных стенок с бортами, в которой на раме с поддоном жестко закреплены ложементы и нижняя в рабочем положении опорная траверса с фиксаторами, к которой прикреплены поворотные спаренные тяги, снабженные зажимными устройствами, а в верхнем рабочем положении к раме с поддоном закреплена съемная траверса с фиксаторами, а формовочные отсеки образованы торцевым верхним элементом, пустотообразователями, расположенными на металлических днищах, и бортовыми элементами, состоящими из разделительной стенки, двух бортов, ребер жесткости с выступами и пазами для фиксирования выступов, внутренних и внешних фаскообразующих элементов, внутреннего и внешнего двустороннего паза для фиксации диафрагм; форма дополнительно снабжена металлическими диафрагмами для изготовления половинчатых доборных изделий; бортовой элемент, торцевой верхний элемент, пустотообразователи выполнены из эластичного материала, например пластика; с внутренней стороны пазообразующих элементов для образования шпоночных соединений предусмотрены горизонтальные и вертикальные трапецеидальные выступы с внешней стороны выступающих ограничителей; пустотообразователи выполнены в виде усеченных призм или конусов и снабжены фиксирующими хвостовиками; разделительные стенки имеют выступающие полки с фиксирующими бобышками; торцевой верхний элемент выполнен со срезными до уровня фаскообразующих элементов бортами и ребрами жесткости; количество ложементов соответствует количеству формуемых отсеков (RU, патент №2206449 С1. МПК7 В28В 7/24. Универсальная многоместная кассетная форма для изготовления строительных замковых блоков / В.В.Смирнов, А.В.Абрамычев, В.К.Сергеев, К.Б.Сергеев, С.В.Бондаревский (RU). - Заявка №2001129529/03; заявлено 02.11.2001; опубл. 20.06.2003, бюл. №17 // Изобретения. Полезные модели. - 2003. - №17).
К недостаткам описанной универсальной многоместной кассетной формы для изготовления строительных замковых блоков, принятой нами в качестве наиближайшего аналога и применительно к решаемой нами проблеме - возведение стен с высокой степенью плоскостности - относятся большие отклонения допусков пустотообразователей как по высоте, так и по диаметрам конусов в качестве замковых частей из-за упругости эластичного материала и несоответствия с требуемыми геометрическими формами, потребность в дополнительной раме и ложементах, соответствующих количеству формируемых отсеков, необходимость в непроизводительных затратах труда и времени на подготовку к работе формы, наличие грузоподъемных средств для поставки формы в вертикальное положение, сложность конструкции кассетной формы, большие неудобства при заполнении кассетных форм быстротвердеющими строительными смесями.
Сущность заявленного изобретения заключается в следующем.
Задача, на решение которой направлено заявленное изобретение, - снижение затрат труда и времени на возведение внутрикомнатных стен и перегородок.
Технический результат - снижение материальных затрат, труда и времени на приведение стеновых поверхностей к товарному виду за счет высокой степени плоскостности, достигнутой высокоточными замковыми элементами.
Указанный технический результат достигается тем, что известная универсальная многоместная кассетная форма для изготовления строительных плоских стеновых блоков из быстротвердеющих строительных смесей на основе композиции гипсовых вяжущих материалов, включающая днище, формообразующие элементы, пакет вертикально установленных разделительных стенок, размещаемых между формообразующими элементами, и зажимные устройства, согласно изобретению снабжена отъемными крышками, размещенными над левой и правой секциями, образованными передним торцевым, левым боковым, задним торцевым и правым боковым бортами, шарнирно соединенными с днищем с возможностью поворота вокруг шарниров с вертикальных положений в горизонтальные положения, и средним бортом, сопряженным с днищем нижней гранью и торцами с передним и задним торцевыми бортами, при этом в местах сопряжений левого и правого боковых бортов с передним и задним торцевыми бортами ярусно размещены зажимные устройства, каждый торцевой борт образован рабочей поверхностью, силовым каркасом, кронштейнами для шарнирного соединения с днищем, кронштейнами для размещения зажимных устройств и кронштейнами для фиксации в вертикальном положении среднего борта, при этом силовой каркас имеет оппозитно размещенные желобами внутрь швеллеры и ребра жесткости между ними, взаимно соединенные сварными швами, пары кронштейнов для размещения зажимных устройств размещены на торцах швеллеров параллельно широким полкам, кронштейны для шарнирного соединения с днищем сварными швами закреплены на широкой полке нижнего швеллера по его краям, пара кронштейнов для фиксации в вертикальном положении среднего борта смонтирована в средней части верхнего швеллера на его широкой полке, а рабочая поверхность торцевого борта образована листовым металлом повышенной плоскостности и соединена сварными швами с ребрами жесткости и короткими полками швеллеров, снабженный индивидуальным механизмом группового привода выдвижения штифтов для формирования центрирующих отверстий на торцах плоских строительных стеновых блоков каждый боковой борт образован рабочей поверхностью, силовым каркасом, кронштейнами для шарнирного соединения с днищем и кронштейнами для размещения зажимных устройств, при этом силовой каркас имеет оппозитно размещенные желобами внутрь швеллеры и ребра жесткости между ними, взаимно соединенные сварными швами, пары кронштейнов для размещения зажимных устройств размещены на торцах швеллеров параллельно широким полкам, кронштейны для шарнирного соединения с днищем сварными швами закреплены на широкой полке нижнего швеллера, а рабочая поверхность образована пазообразующими элементами, соединенными посредством контактной сварки с вертикально установленными парами ребер жесткости квадратного сечения вдоль кромок пазообразующего элемента и ребром жесткости прямоугольного сечения вдоль оси симметрии пазообразующего элемента, к тому же указанные ребра квадратного и прямоугольного сечений контактной сваркой соединены с короткими полками швеллеров силового каркаса, а каждая пара ребер жесткости прямоугольного сечения в местах контакта со штифтами для образования центрирующих отверстий на торцах плоских строительных стеновых блоков усилена переходной втулкой, при этом пазообразующие элементы смещены относительно друг друга с образованием пазов для свободного размещения пакета формообразующих разделительных стенок, снабженная индивидуальным механизмом группового привода штифтов каждая крышка образована рабочей поверхностью и силовым каркасом, при этом силовой каркас имеет оппозитно размещенные желобами внутрь швеллеры и ребра жесткости между ними, взаимно соединенные сварными швами, а рабочая поверхность образована шипообразующими элементами, соединенными посредством контактной сварки с горизонтально установленными парами ребер жесткости квадратного сечения вдоль кромок шипообразующих элементов, при этом концы указанных ребер жесткости и шипообразующих элементов контактной сваркой соединены с короткими полками швеллеров силового каркаса, указанные шипообразующие элементы смещены друг относительно друга с образованием пазов для свободного размещения пакета формообразующих разделительных стенок, а в каждом шипообразующем элементе выполнено окно для подачи в полость секций композиционной строительной смеси, снабженный механизмом синхронного привода выдвижения штифтов средний борт образован двумя выполненными в зеркальном отражении рабочими поверхностями, силовым каркасом и установленными на верхней грани силового каркаса кронштейнами для фиксации в вертикальном положении на переднем и заднем торцевых бортах, при этом силовой каркас, имеющий сквозной канал прямоугольного сечения образован или тремя продольными полыми профилями прямоугольного сечения и ребрами жесткости из тех же профилей между ними, или четырьмя продольными полосами, ребрами жесткости из тех же профилей между ними и промежуточными плоскостями из тонкой листовой стали, закрепленными по бокам продольных полос и ребер жесткости каркаса, а каждая рабочая поверхность образована шипообразующими элементами, соединенными посредством контактной сварки с вертикально установленными парами ребер жесткости квадратного сечения вдоль кромок шипообразующего элемента и либо с короткими полками профилей прямоугольного сечения, либо с промежуточными плоскостями, при этом шипообразующие элементы смещены друг относительно друга с образованием пазов для свободного размещения пакета разделительных формообразующих стенок, снабженное индивидуальными механизмами группового привода выдвижения штифтов для формирования центрирующих отверстий в торцах плоских строительных блоков, днище имеет промежуточную плоскость из листовой стали повышенной плоскостности, силовой каркас, кронштейны для шарнирного соединения с передним и задним торцевыми бортами, с левым и правым боковыми бортами, грузозахватными кронштейнами по углам силового каркаса и рабочую поверхность, образованную оппозитно установленными и взаимно разнесенными относительно продольно-вертикальной плоскости симметрии универсальной кассетной формы пазообразующими элементами, соединенными посредством контактной сварки с горизонтально установленными парами ребер жесткости квадратного сечения вдоль кромок пазообразующего элемента и ребром жесткости прямоугольного сечения вдоль оси симметрии пазообразующего элемента, к тому же указанные ребра квадратного и прямоугольного сечений контактным и электродуговыми сварными швами соединены с поверхностью промежуточной плоскости, при этом пазообразующие элементы длинными кромками смещены друг относительно друга с образованием пазов для свободного размещения пакета формообразующих разделительных стенок, силовой каркас днища выполнен из пары продольных швеллеров и трех поперечных швеллеров, обращенных желобами наружу, промежуточная плоскость размещена на коротких полках швеллеров и с ними соединена сварными швами, в желобах продольных и поперечных швеллеров размещены кронштейны для шарнирного соединения с бортами, а на промежуточной плоскости и рабочей поверхности выполнены два ряда группы соосных отверстий для размещения выдвигаемых штифтов указанных выше индивидуальных механизмов, каждое зажимное устройство выполнено в виде штока с резьбовым наконечником, ручки с резьбовой втулкой или гайки, имеющая возможность периодического сопряжения с парами кронштейнов левого и правого боковых бортов ступенчатой втулки, размещенной на штоке со стороны резьбового наконечника, и втулки, установленной перпендикулярно на другом конце штока и размещенной с возможностью поворота на оси, смонтированной в соосных отверстиях в паре кронштейнов переднего и заднего торцевых бортов, формообразующие элементы для образования плоского строительного блока составлены парами вертикально установленных разделительных стенок и ортогонально установленными парами пазообразующих элементов и шипообразующих элементов, при этом сопряжение шипообразующих элементов под углом 45° к торцам плоского строительного блока образует выступающие части шипов трапецеидального сечения, а сопряжение пазообразующих элементов под углом 45° к другим торцам плоского строительного блока формирует впадины трапецеидального сечения, при этом площадь поперечного сечения внешнего контура каждого шипообразующего элемента меньше площади поперечного сечения внутреннего контура каждого пазообразующего элемента, а в средней части на выступающих плоских гранях пазо - и шипообразующих элементов выполнены отверстия под размер центрирующих отверстий в торцах плоского строительного блока, размещенный с возможностью перемещения вдоль оси сквозного канала среднего борта механизм синхронного привода выдвижения штифтов среднего борта для образования центрирующих отверстий на торцах плоского строительного стенового блока снабжен группой оппозитно и попарно установленных на направляющей оси полых штифтов с дисками, выполненными с полыми штифтами едиными деталями и имеющими возможность взаимного торцевого сопряжения диска и перекатывания в V-образных канавках верхней и нижней рейки полуобкатной передачи в сторону рабочих поверхностей, ограниченными развальцованными концами направляющих осей, при этом верхняя и нижняя рейки взаимно зафиксированы полыми штифтами и средствами крепления, проходящими сквозь рейки и полые штифты, причем длина сопряженных верхней и нижней реек короче длины сквозного канала на величину шага размещения штифтов для формирования центрирующих отверстий в рабочих поверхностях среднего борта, при этом перемещение верхней и нижней реек в сквозном канале среднего борта ограничено вкладышем, снабженным возможностью демонтажа из днища, отъемных крышек и боковых бортов, каждый механизм группового привода выдвижения штифтов выполнен в виде взаимно сдвигаемых и фиксируемых в крайних положениях утолщенными и утонченными частями штифтов верхней и нижней штанг, установленных с возможностью перемещения вдоль канала прямоугольного сечения в каркасе, образованного верхней и нижней стальными полосами и попарно установленными вдоль полос ребрами, причем одним концом каркас зафиксирован в желобе поперечного швеллера силового каркаса или днища, или в ребрах жесткости между швеллерами силового каркаса в каждой отъемной крышке и аналогично в каждом боковом борте, на концах верхней и нижней штанг в вертикальных глухих отверстиях размещены штифты, ограничивающие перемещения штанг в полость канала каркаса, а в горизонтальных резьбовых отверстиях на концах штанг смонтированы ручки управления, при этом в нижней штанге выполнены глухие наклонные пазы, шириной, равной диаметру утолщения на нижнем конце штифта, причем пазы смещены друг от друга вдоль штанги с образованием опорной площадки, а в верхней штанге выполнены сквозные пазы, шириной, равной диаметру утонченной части штифта, и уширенной частью паза, шириной, равной диаметру утолщенной части штифта, сопряженной со сквозным узким пазом, в верхней стальной полосе каркаса с шагом размещения в рядах соосных отверстий для штифтов в днище, отъемных крышек и боковых бортов выполнены отверстия с диаметром, равным диаметру в утонченной части штифтов, а в нижней стальной полосе каркаса с тем же шагом выполнены соосные отверстия с диаметром на 2...5 мм больше, чем диаметр утолщенной части штифта, к тому же каждый торец утолщенной части штифта и переход утончения и утолщения имеют сферические поверхности.
Изобретение поясняется чертежами.
На фиг.1 изображена универсальная многоместная кассетная форма для изготовления строительных плоских стеновых блоков, приведенная в рабочее состояние, вид спереди.
На фиг.2 - то же, вид сбоку.
На фиг.3 - то же, вид в плане (крышка снята с кассетной формы).
На фиг.4 представлен плоский стеновой блок с центрирующими отверстиями, шипами и пазами в аксонометрическом изображении.
На фиг.5 - то же, без центрирующих отверстий.
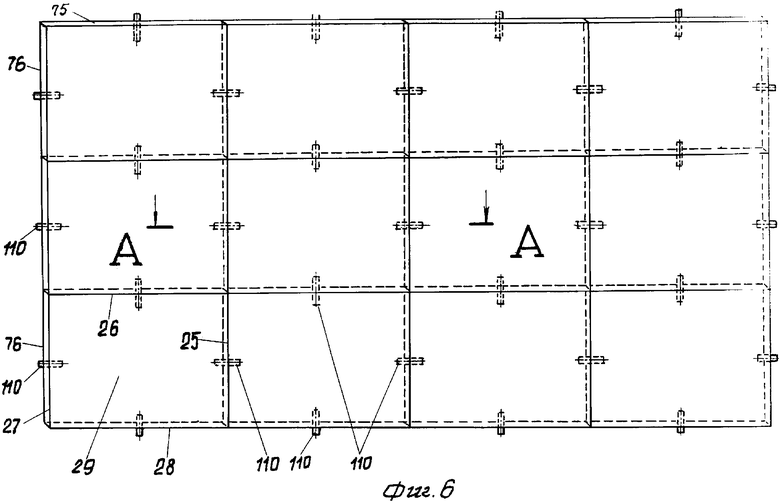
На фиг.6 - вариант размещения плоских стеновых блоков и их фиксация центрирующими штифтами в стеновой панели с формированием вертикальных стыков.
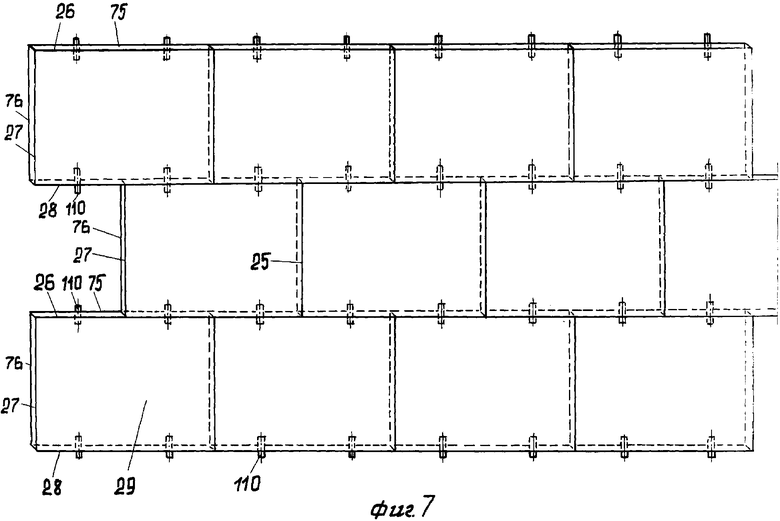
На фиг.7 - вариант размещения стеновых блоков и их фиксация вертикально ориентированными парами центрирующих штифтов в стеновой панели с формированием прерывистых вертикальных стыков.
На фиг.8 - сечение А-А на фиг.6, взаимное размещение центрирующих штифтов в шипах и пазах смежных стеновых блоков.
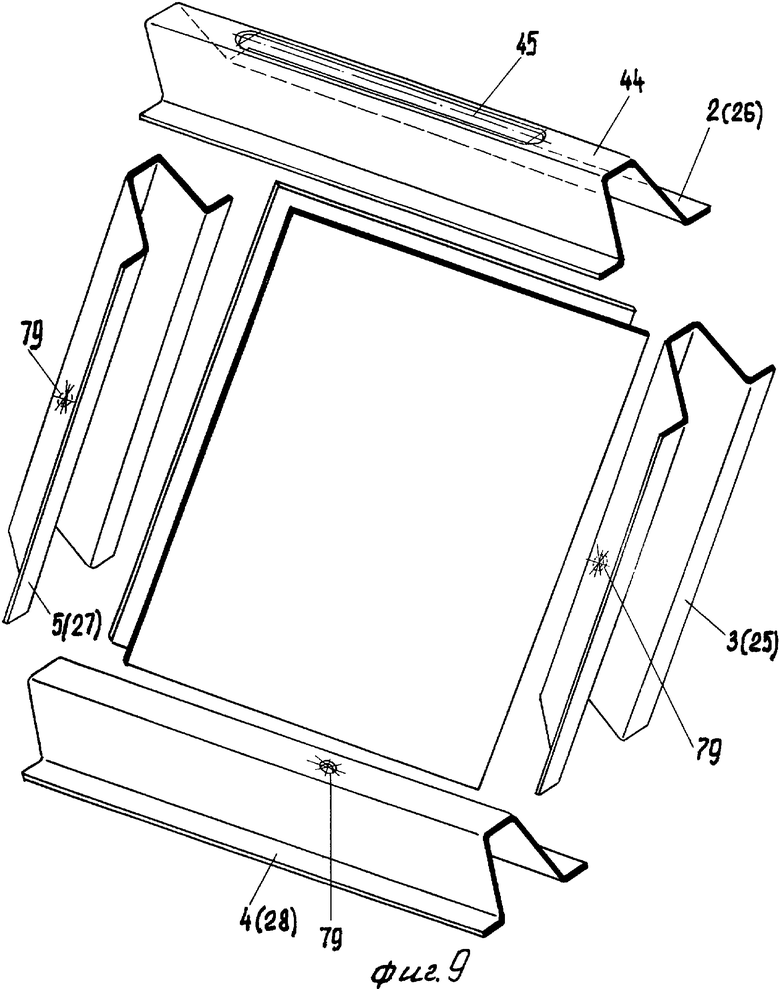
На фиг.9 в аксонометрическом изображении представлены разделительные стенки, шипо - и пазообразующие элементы для формирования плоского стенового блока в форме параллелепипеда.
На фиг.10 - сечение Б-Б на фиг.2, поперечный вертикальный разрез левого и правого отсеков с размещением вертикальных и горизонтальных шипо - и пазообразующих элементов для образования идентичных по форме и размерам (ВХН) плоских стеновых блоков.
На фиг.11 - сечение В-В на фиг.10, горизонтальные сечения вертикальных пазо - и шипообразующих элементов и разделительных стенок в правом и левом отсеках.
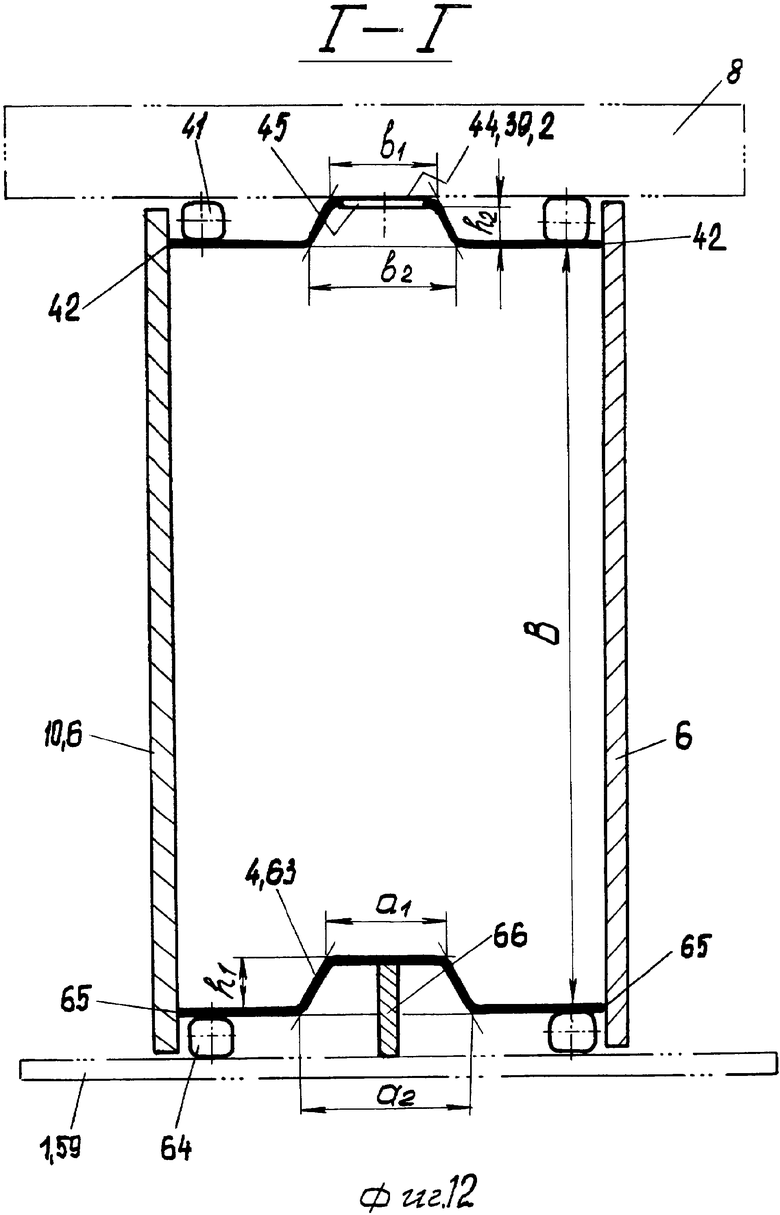
На фиг.12 - сечение Г-Г на фиг.10, вертикальные сечения горизонтальных шипо - и пазообразующих элементов и разделительных стенок в левом отсеке в универсальной многоместной форме.
На фиг.13 изображен передний борт для формирования внешних плоских стенок крайних стеновых блоков в универсальной многоместной форме, вид спереди.
На фиг.14 - то же, вид в плане.
На фиг.15 - то же, вид сбоку.
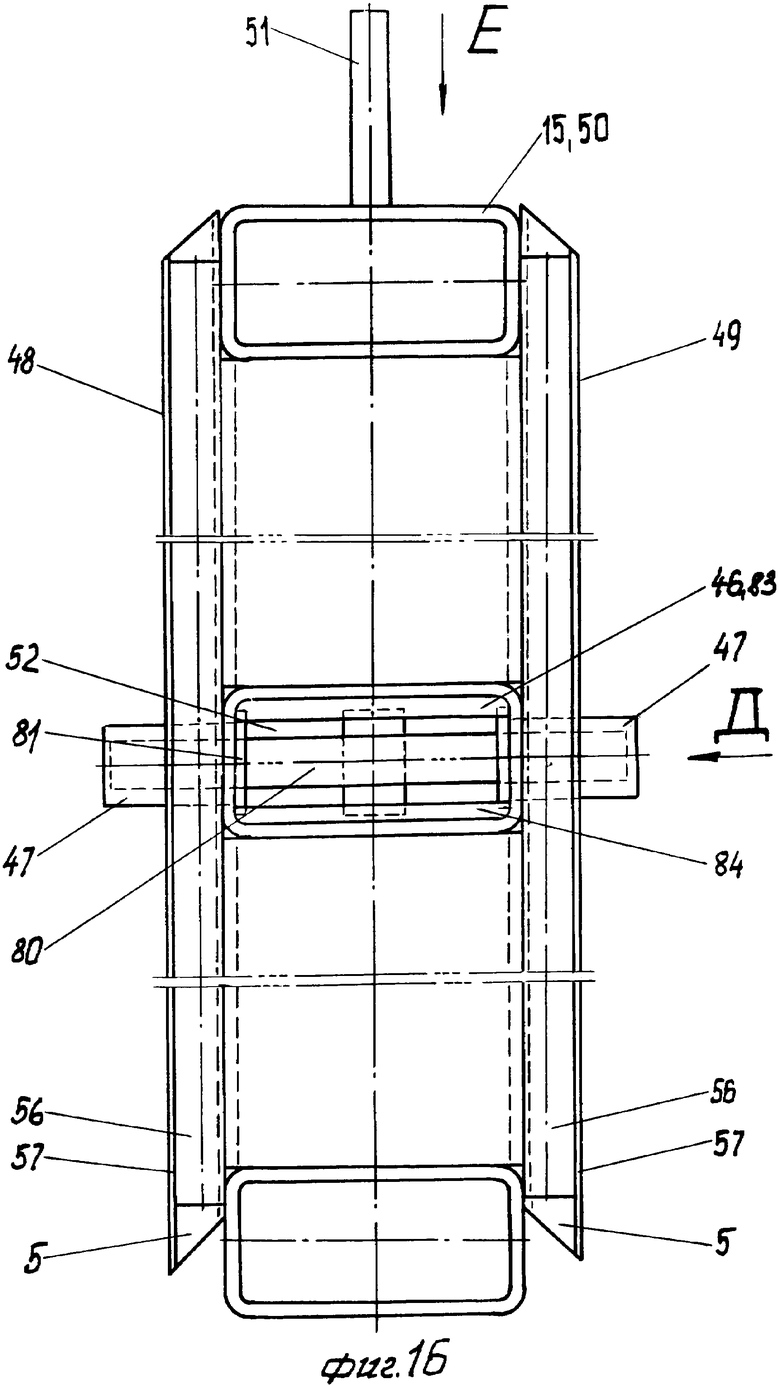
На фиг.16 представлен средний борт с вертикально и оппозитно установленными ребрами жесткости шипообразующими элементами с каркасом, образованным из профилей прямоугольного сечения, вид спереди.
На фиг.17 - вид Д на фиг.16, размещение на каркасе шипообразующих элементов для формирования вертикальных шипов в торцах группы стеновых блоков с заданными допусками по их толщине.
На фиг.18 - вид Е на фиг.16, размещение упоров на каркасе для строгой фиксации среднего борта в полости универсальной многоместной кассетной формы.
На фиг.19 - сечение Ж-Ж на фиг.18, вариант конструктивного исполнения каркаса среднего борта из стальной полосы прямоугольного сечения и пары стальных листов толщиной 1,5 мм с образованием канала для размещения механизма привода выдвижения штифтов.
На фиг.20 - сечение З-З на фиг.17, горизонтальный разрез механизма привода выдвижения штифтов среднего борта при их максимально выдвинутых положениях для образования центрирующих отверстий на торцах стеновых блоков.
На фиг.21 - сечение И-И на фиг.17, взаимодействие дисков полуобкатной передачи для осевого перемещения штифтов из полости канала в каркасе среднего борта с шевронными пазами в оппозитно размещенных рейках.
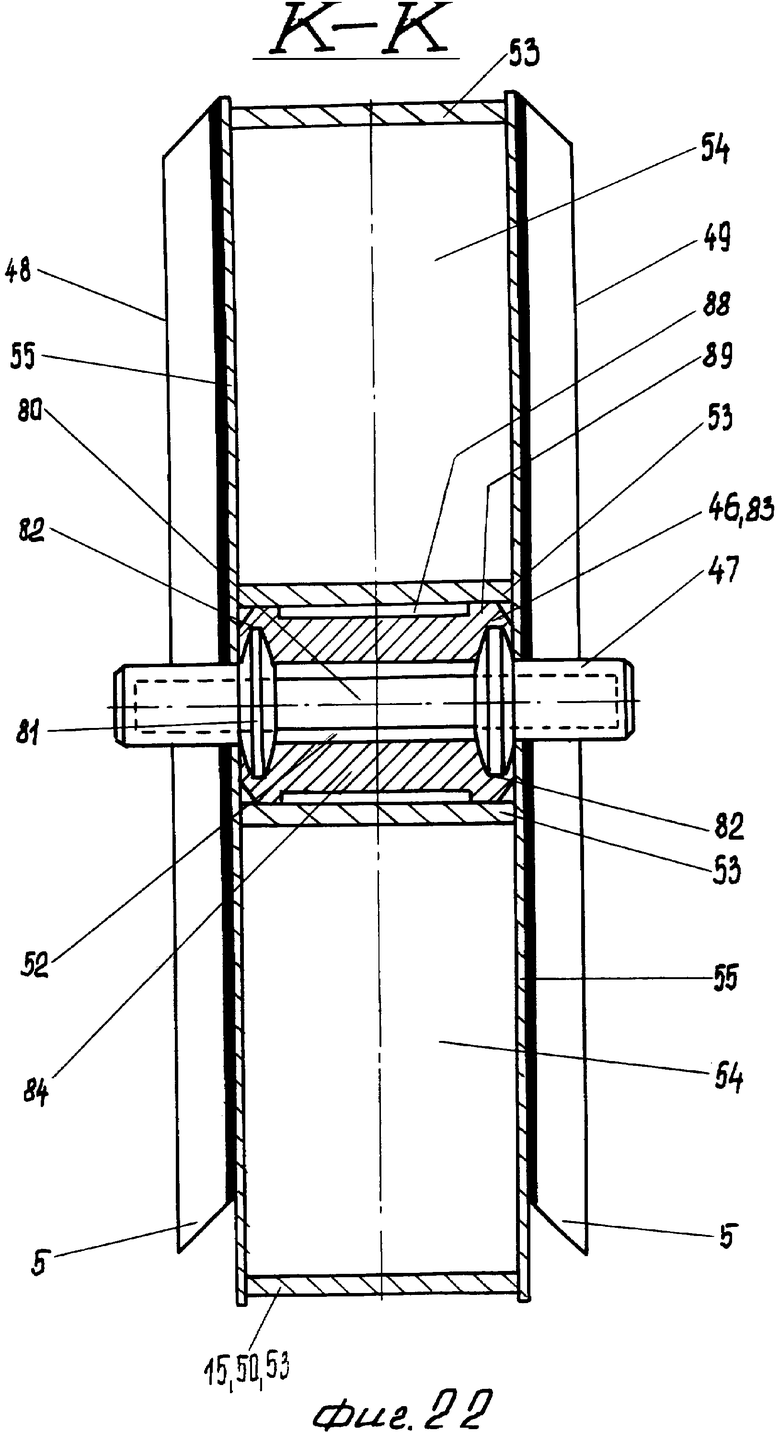
На фиг.22 - сечение К-К на фиг.17, поперечное сечение оппозитно установленных реек с шевронными пазами, дисков на концах штифтов и канала в каркасе среднего борта.
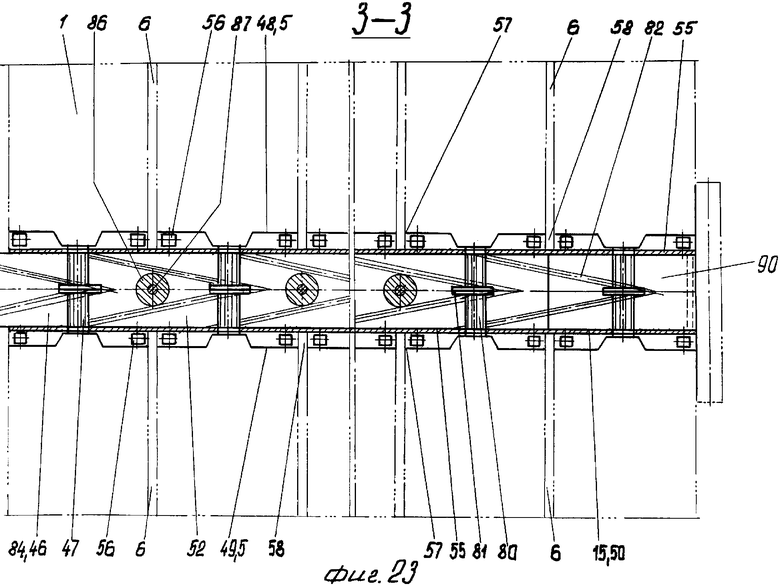
На фиг.23 - сечение З-З на фиг.17, взаимные положения дисков на нижней рейке и съемного элемента для привода рейки полуобкатной передачи для осевого смещения штифтов в полость канала в каркасе среднего борта при распалубливании универсальной многоместной кассетной формы для свободного извлечения строительных стеновых блоков после их отверждения.
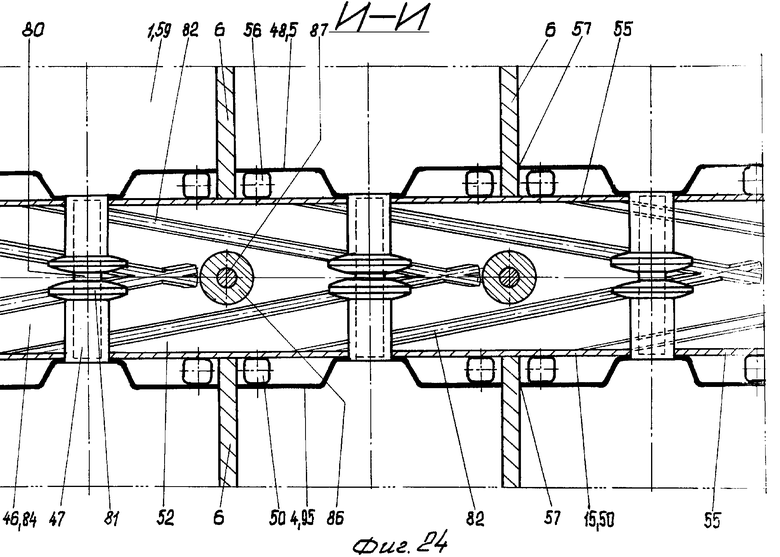
На фиг.24 - сечение И-И на фиг.17, взаимодействие шевронных канавок на поверхности нижней рейки или с плоскими, или с коническими, или со сферическими, или с эвольвентно-винтовыми боковыми поверхностями с дисками полуобкатной передачи при завершении втягивания штифтов в полость канала в каркасе среднего борта.
На фиг.25 - сечение К-К на фиг.17, взаимные положения дисков на направляющей оси при втягивании штифтов в полость канала каркаса среднего борта.
На фиг.26 - сечение П-П на фиг.18, взаимная фиксация полыми штифтами оппозитно установленных верхней и нижней реек и их крепление с винтами с потайными головками для свободного перемещения в полости канала в каркасе среднего борта.
На фиг.27 - сечение К-К на фиг.17, положения штифтов в полости канала в каркасе среднего борта при извлечении реек для выполнения технического обслуживания.
На фиг.28 изображена крышка универсальной многоместной кассетной формы для изготовления строительных плоских стеновых блоков, вид спереди.
На фиг.29 - вид М на фиг.28, вид крышки сверху.
На фиг.30 - вид Н на фиг.28, вид крышки справа.
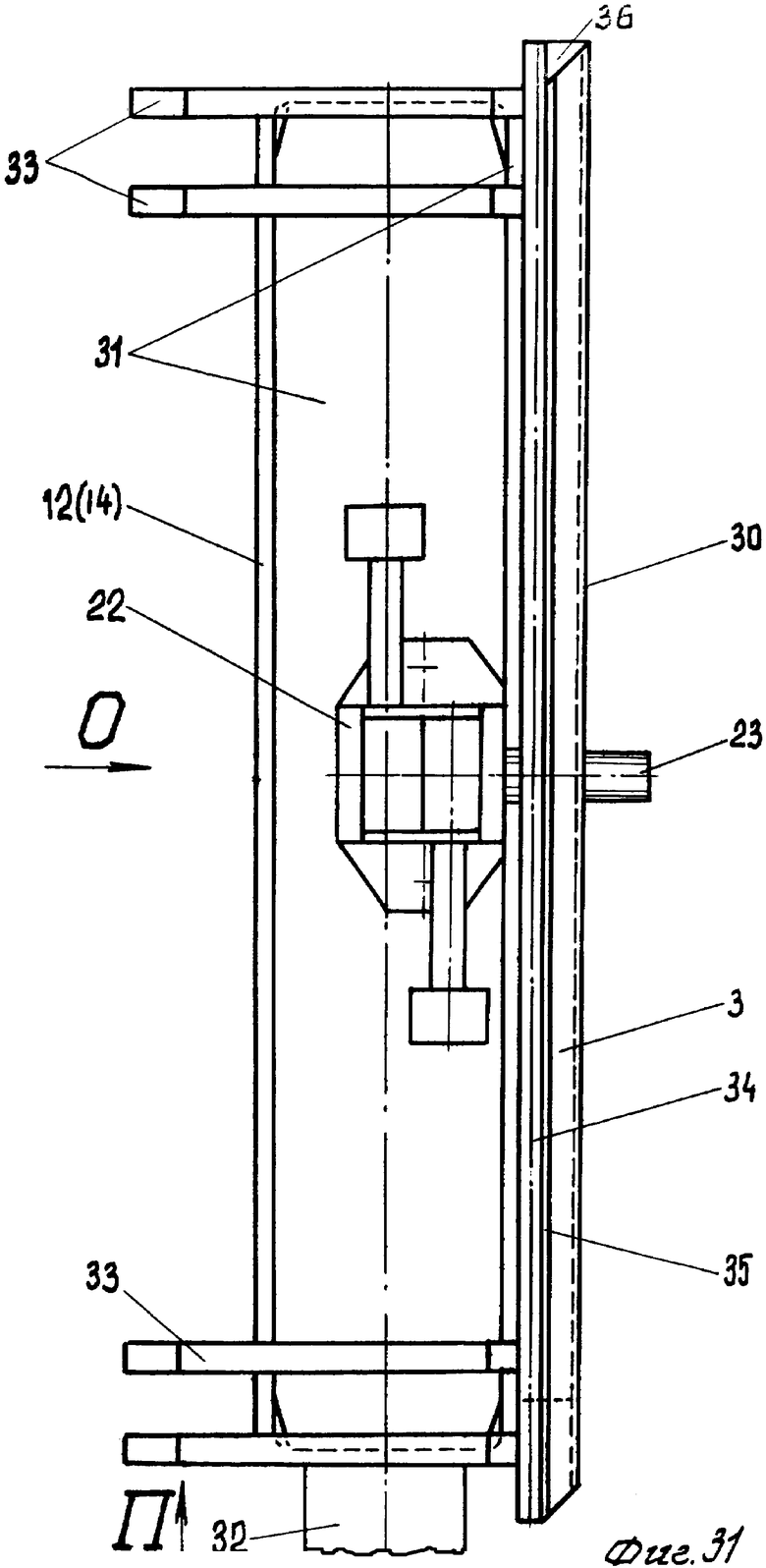
На фиг.31 представлен левый борт универсальной многоместной кассетной формы с вертикальными пазообразователями, вид спереди.
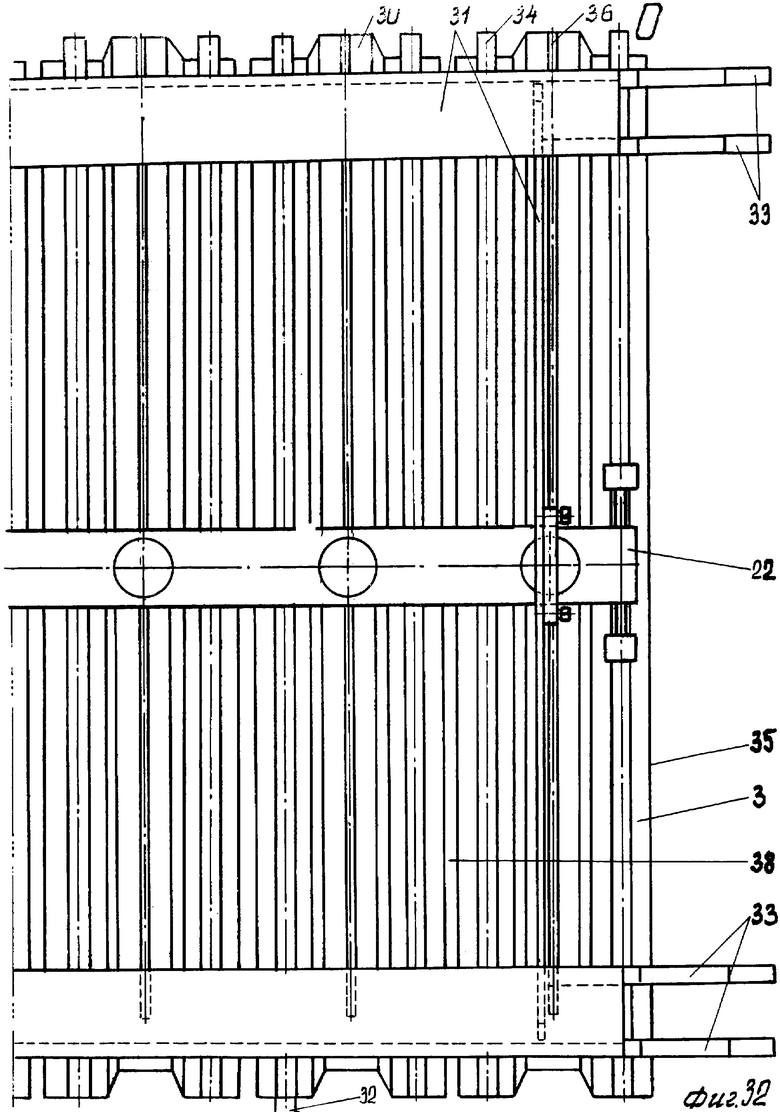
На фиг.32 - вид О на фиг.31, вид слева левого борта.
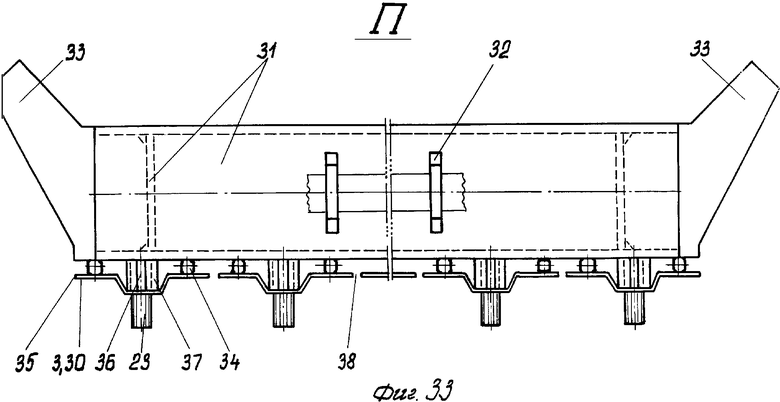
На фиг.33 - вид П на фиг.31, вид снизу на левый борт многоместной кассетной формы.
На фиг.34 приведено изображение на виде в плане днища универсальной многоместной кассетной формы для массового производства строительных стеновых блоков.
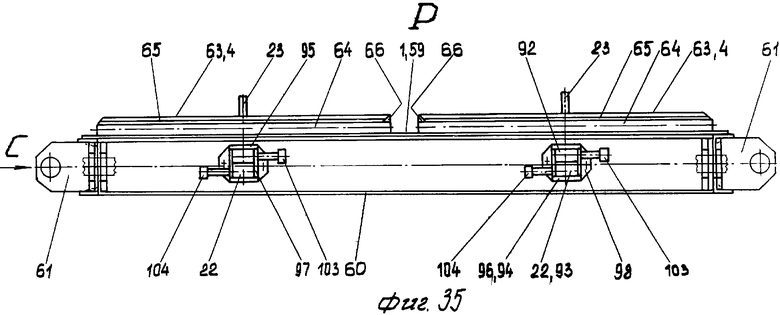
На фиг.35 - вид Р на фиг.34, вид спереди днища.
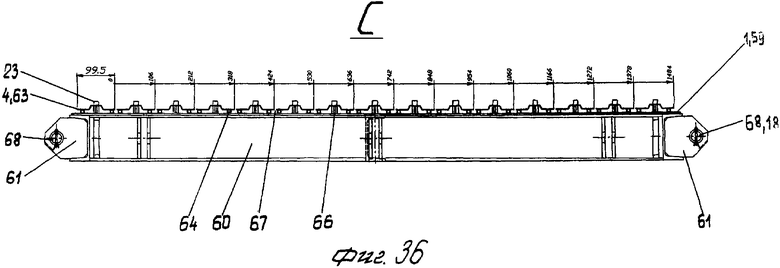
На фиг.36 - вид С на фиг.35, вид на днище сбоку.
На фиг.37 - сечение Т-Т на фиг.34, поперечно-вертикальный разрез днища с штифтами в горизонтальных пазообразующих элементах левой и правой секций универсальной многоместной кассетной формы.
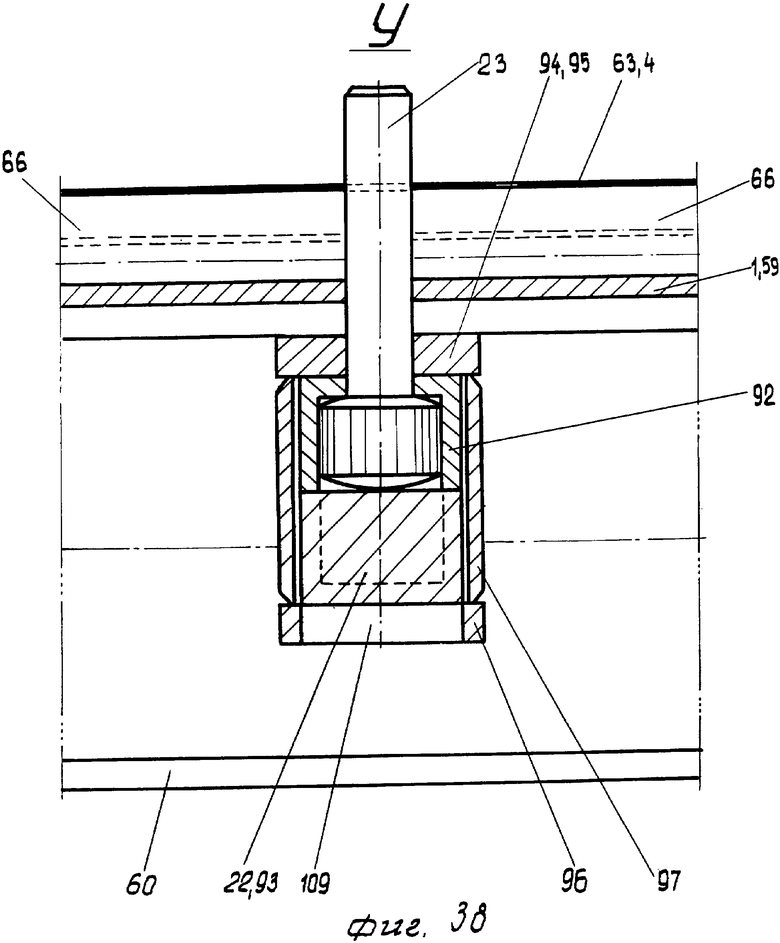
На фиг.38 - место У на фиг.37, поперечно-вертикальное сечение механизма синхронного смещения формообразующих штифтов для поделки центрирующих отверстий в пазах на торцах плоских стеновых блоков.
На фиг.39 - сечение Ф-Ф на фиг.34, продольно-вертикальный разрез механизма синхронного смещения формообразующих штифтов в правой секции универсальной многоместной кассетной формы перед заливкой строительной смеси.
На фиг.40 - то же, положения формообразующих штифтов перед съемом стеновых блоков.
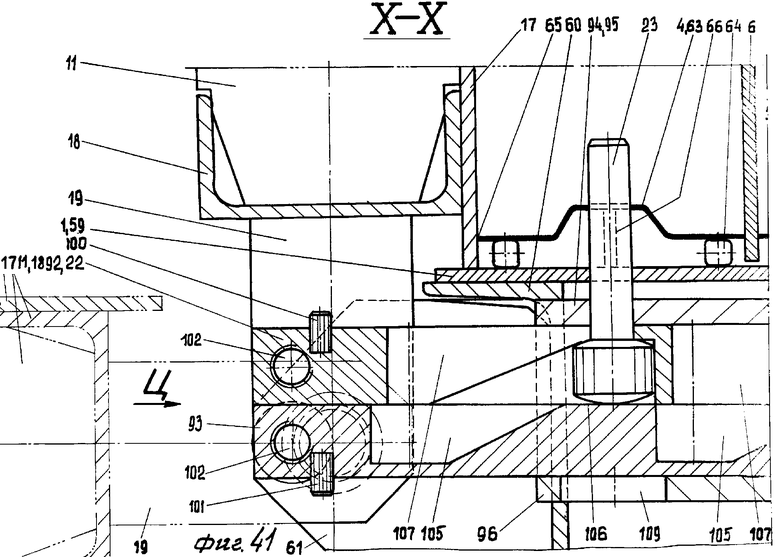
На фиг.41 - сечение Х-Х на фиг.1, положения ограничивающих перемещения штифтов на концах верхней и нижней штанг механизма синхронного смещения формообразующих штифтов в левой секции универсальной многоместной кассетной формы.
На фиг.42 - вид Ц на фиг.41, положения ручек управления на концах верхней и нижней штанг механизма синхронного смещения формообразующих штифтов.
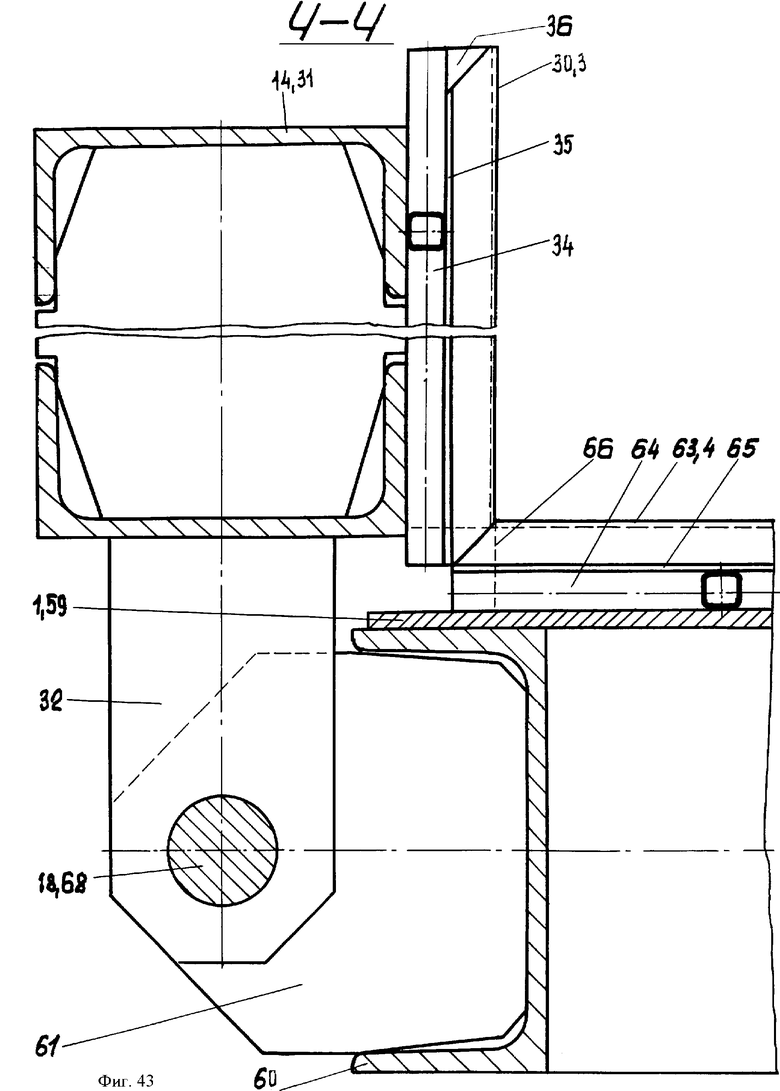
На фиг.43 - сечение Ч-Ч на фиг.2, шарнирное соединение правого борта с днищем многоместной кассетной формы для производства строительных плоских стеновых блоков, вертикальный разрез.
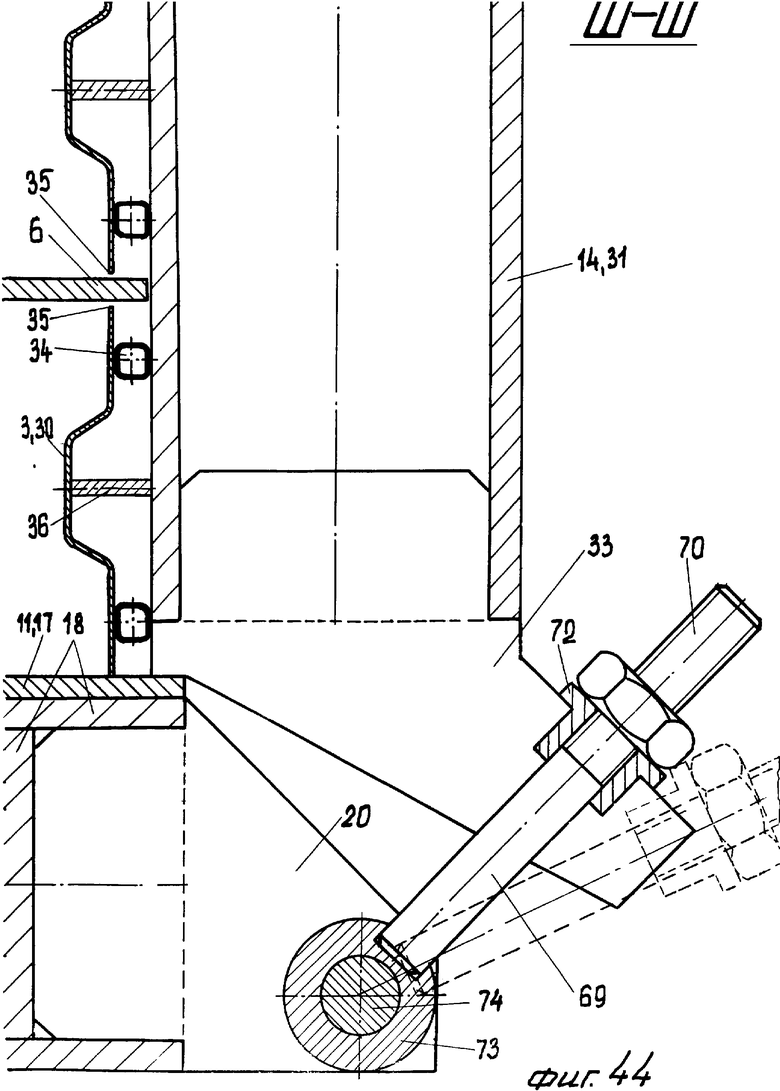
На фиг.44 - сечение Ш-Ш на фиг.2, горизонтальный разрез верхнего зажимного устройства для сопряжения переднего борта с правым бортом.
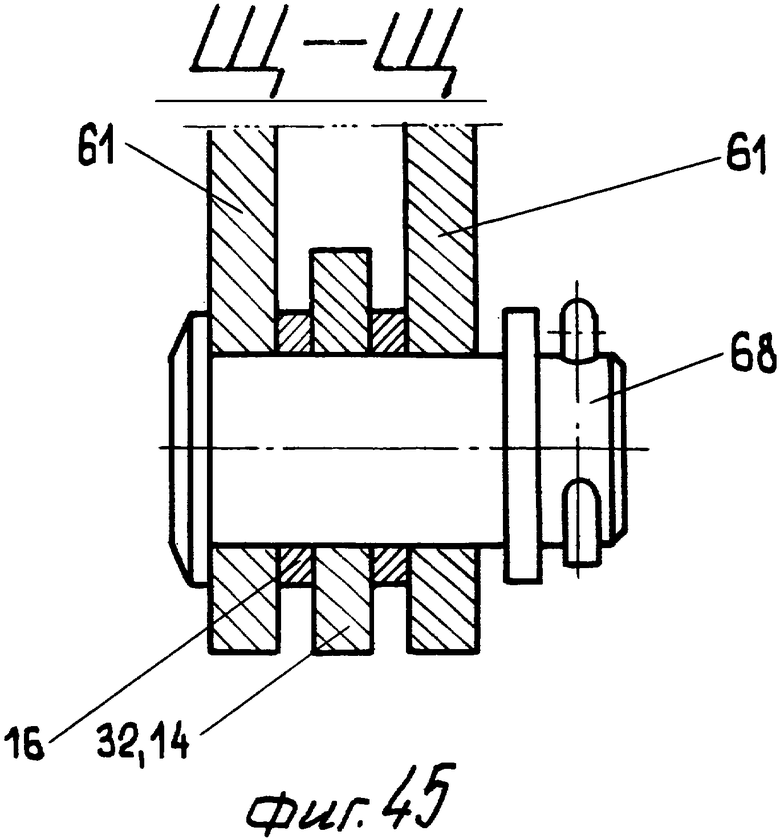
На фиг.45 - сечение Щ-Щ на фиг.2, сопряжение общей осью кронштейна правого борта с кронштейнами днища.
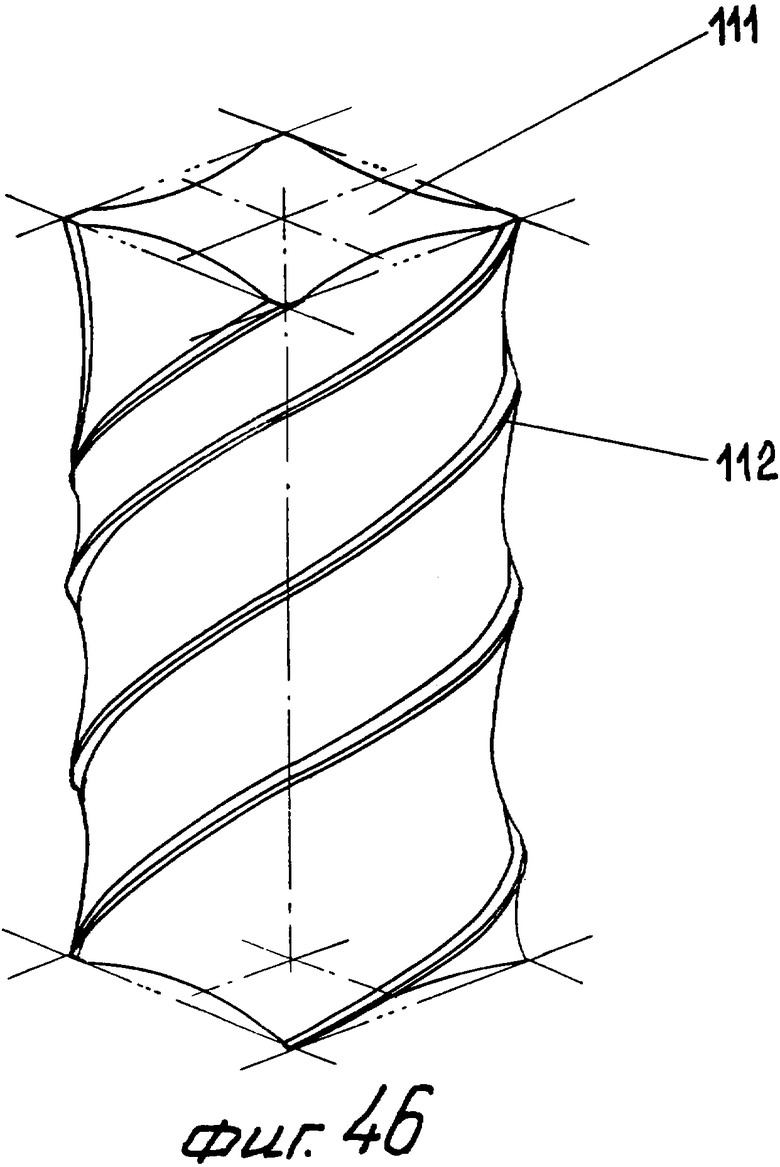
На фиг.46 в аксонометрическом изображении представлен центрирующий штифт в виде крученого квадратного стержня и с большим углом подъема кромок.
На фиг.47 - сечение Э-Э на фиг.21, изображено поперечное сечение канавки с наклонными стенками и с коническими поверхностями дисков.
На фиг.48 - то же, с вертикальными стенками канавки.
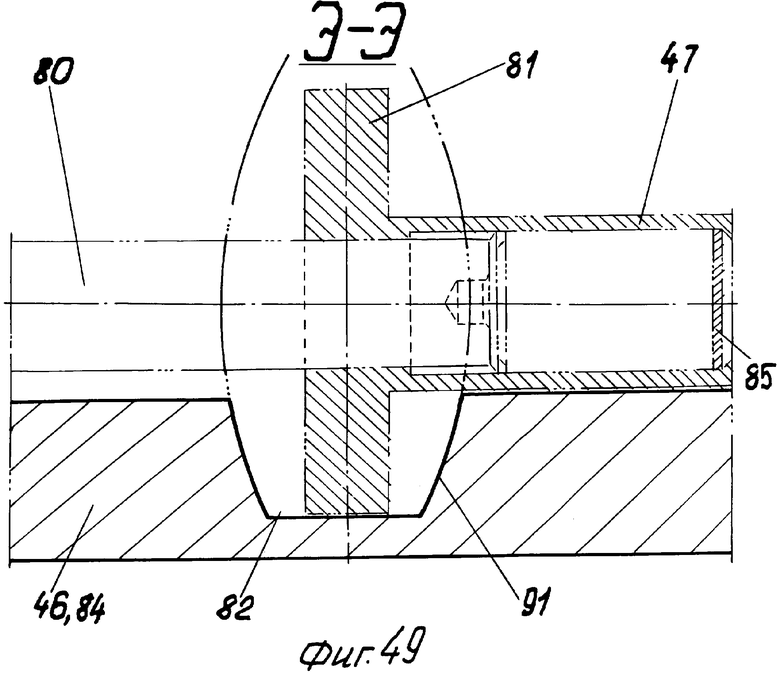
На фиг.49 - то же, со сферическими поверхностями дисков и канавок на рабочих поверхностях реек.
На фиг.50 - то же, с эвольвентно-винтовыми поверхностями дисков и канавок на поверхности реек.
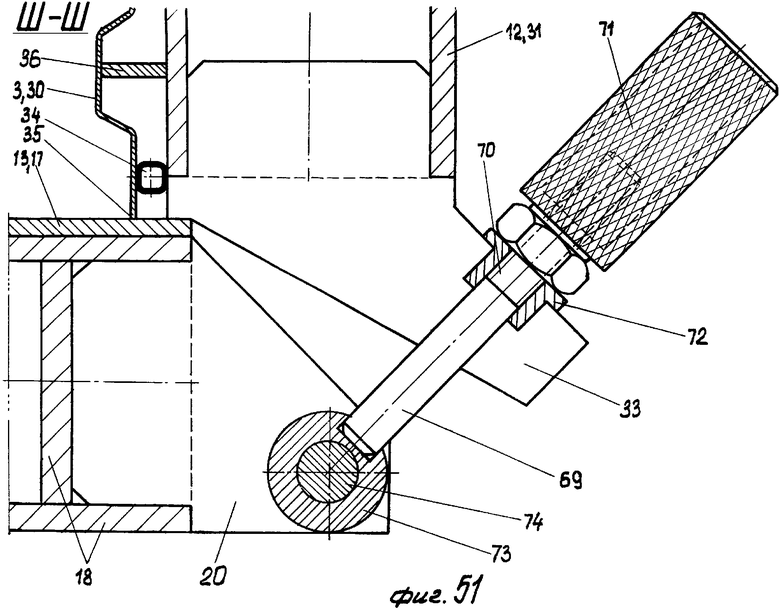
На фиг.51 - сечение Ш-Ш на фиг.2, горизонтальный разрез верхнего зажимного устройства для сопряжения переднего борта с правым бортом, вариант конструктивного исполнения.
Сведения, подтверждающие возможность реализации заявленного изобретения, заключаются в следующем.
Универсальная многоместная кассетная форма для изготовления строительных плоских стеновых блоков из композиционных смесей (см. фиг.1-3) содержит днище 1, формообразующие элементы 2, 3, 4, 5 (см. фиг.9), пакет вертикально установленных стенок 6 из листового металла повышенной плоскостности с размерами 521×688×5 мм в количестве 28 штук, размещаемых между формообразующими элементами 2-5, и зажимные устройства 7 (см. фиг.2, 3, 44 и 51).
Универсальная многоместная кассетная форма снабжена отъемными крышками 8 (см. фиг.1, 2, 28, 29 и 30), размещенными над левой секцией 9 и правой секцией 10 (см. фиг.3) и образованными передним торцевым бортом 11 (см. фиг.1-3, 13, 14, 15, 41, 44 и 51), левым боковым бортом 12 (см. фиг.1-3, 31, 32 и 33), задним торцевым бортом 13 (см. фиг.2 и 3) и правым боковым бортом 14 (см. фиг.1-3 и 43) и средним бортом 15 (см. фиг.3, 10, 11, 16-27).
Передний торцевой борт 11, левый боковой борт 12, задний торцевой борт 13 и правый боковой борт 14 шарнирно соединены с днищем 1 с возможностью поворота вокруг шарниров (см. фиг.1, 2, 13, 14, 15, 31, 32, 33, 34, 35, 36, 37, 41, 43 и 45) с вертикальных положений в горизонтальные положения. Средний борт 15 сопряжен с днищем 1 нижней гранью и торцами с передним торцевым бортом и задним торцевым бортом 13. В местах сопряжений - при вертикальных положениях переднего торцевого борта 11, левого бокового борта 12, заднего торцевого борта 13 и правого бокового борта 14 - левого и правого боковых бортов 12, 14 с передним и задним торцевыми бортами 11, 13 ярусно размещены зажимные устройства 7.
Каждый торцевой борт 11 (13) (см. фиг.13-15) сварной конструкции, выполненный в кондукторе для обеспечения заданных конструктивных размеров и допусков, образован рабочей поверхностью 17, силовым каркасом 18, кронштейнами 19 для шарнирного соединения с днищем 1, кронштейнами 20 для размещения зажимных устройств 7, кронштейнами 21 для фиксации в вертикальном положении среднего борта 15.
Силовой каркас 18 имеет оппозитно размещенные желобами внутрь швеллеры №10 длиной 1126-1 мм и ребра жесткости между ними в виде стальных полос сечением 10×92 мм и длиной 641 мм в количестве четырех штук, взаимно соединенных сварными швами с катетом 5 мм.
Пары кронштейнов 20 для размещения зажимных устройств 7 размещены на торцах швеллеров силового каркаса 18 параллельно широким полкам и соединены с ними сварными швами. Кронштейны 19 для шарнирного соединения с днищем 1 сварными швами закреплены на широкой полке нижнего швеллера силового каркаса 18 по его краям. Пара кронштейнов 21 для фиксации в вертикальном положении среднего борта 15 смонтирована в средней части верхнего швеллера на его широкой полке.
Рабочая поверхность 17 торцевого борта 11 (13) образована листовым металлом повышенной плоскостности и соединена сварными швами с ребрами жесткости и короткими полками силового каркаса 18. Размеры листа - 688×1126×5 мм.
Торцевые борта 11 и 13 после завершения сварных работ подвергают грунтовке и окраске кислотостойкими красками. Отверстия ⊘ 20 мм в кронштейнах 20, отверстия ⊘ 28 мм в кронштейнах 19 и рабочую поверхность 17, обращенную в сторону секции 9 и 10, покрывают защитным слоем, снимаемым перед эксплуатацией многоместной кассетной формы.
Снабженный индивидуальным механизмом 22 (см. фиг.38-42) группового привода выдвижения штифтов 23 для формирования центрирующих отверстий 24 на торцах 25, 26, 27, 28 плоских строительных стеновых блоков 29 (см. фиг.4, 5, 6, 7, 8) с размерами В=670 мм × Н=500 мм × t=100 мм) каждый боковой борт 12 (14) (см. фиг.31-33) сварной конструкции образован рабочей поверхностью 30, силовым каркасом 31, кронштейнами 32 для шарнирного соединения с днищем 1 и кронштейнами 33 для размещения зажимных устройств 7.
Силовой каркас 31 бокового борта 12 (14) имеет оппозитно размещенные желобами внутрь швеллеры №10 длиной 1554 мм и ребра жестко прямоугольного сечения (93×10 мм) длиной 626 мм в количестве пяти штук, взаимно соединенные сварными швами катетом 5 мм. Пары кронштейнов 33 для размещения зажимных устройств 7 размещены на торцах швеллеров №10 силового каркаса 31 параллельно широким полкам. Кронштейны 32 для шарнирного соединения с днищем 1 сварными швами закреплены на широкой полке нижнего швеллера силового каркаса 31.
Рабочая поверхность 30 боковых бортов 12 и 14 образована пазообразующими элементами 3 (см. фиг.1 и 9). Каждый пазообразующий элемент 3 соединен посредством контактной сварки с вертикально установленными парами полых ребер жесткости 34 квадратного сечения (10×10×1,5 мм) длиной 676 - 0,5 мм со смещением на 3 мм вдоль кромок 35 под пазообразующий элемент 3 и ребром жесткости 36 прямоугольного сечения (22×4 мм) длиной 328 мм ± 0,5 мм в количестве 30 штук. Каждая пара ребер жесткости 36 прямоугольного сечения (22×4 мм) в местах контакта с штифтами 23 (см. фиг.33) для образования центрирующих отверстий 24 на торцах 28 плоских строительных стеновых блоков 29 (см. фиг.4-8) усилена переходной втулкой 37 с размерами d1=20 мм; d2=16 мм; Н=22 мм.
Пазообразующие элементы 3 кромками 35 смещены друг относительно друга с образованием пазов 38 шириной 6,5 мм для свободного размещения пакета формообразующих разделительных стенок 6 из листового металла с размерами 521×688×5 мм.
Указанные ребра жесткости 34 и 36 квадратного и прямоугольного сечений контактной сваркой соединены с короткими полками швеллеров силового каркаса 31.
Сварочные работы при производстве боковых бортов 12 и 14 производят на стапели. Порядок уложения швов электродуговой сварки и последовательность выполнения соединений контактной сварки вместе с конструктивными элементами стапелей обеспечивают идентичность конструкций боковых бортов 12, 14, их взаимозаменяемость и соответствие требованиям технического задания на массовое изготовление универсальной многоместной кассетной формы. За исключением отверстий ⊘ 28 мм в кронштейнах 32 и рабочих поверхностей формообразующих элементов 3 производят грунтовку и окраску кислостойкой краской.
Снабженная индивидуальным механизмом 22 (см. фиг.38-42) группового привода штифтов 23 для формирования центрирующих отверстий 24 в торцах 27 плоских строительных стеновых блоков 29 (см. фиг.4-8) каждая отъемная крышка 8 (см. фиг.1, 2 и 28, 29, 30) сварной конструкции образована рабочей поверхностью 39 и силовым каркасом 40. Силовой каркас 40 имеет оппозитно размещенные желобами внутрь швеллеры №10 длиной 1634 мм и ребра жесткости прямоугольного сечения (84×10 мм) длиной 464 мм в количестве пяти штук. Швеллеры и ребра жесткости силового каркаса 40 взаимно соединены сварными швами с катетами 6 мм.
Рабочая поверхность 39 отъемной крышки 8 образована шипообразующими элементами 2 (см. фиг.9 и 1). Шипообразующие элементы 2 соединены посредством контактной сварки с горизонтально установленными парами ребер жесткости 41 квадратного сечения (10×10×1,5 мм) длиной 513 мм вдоль кромок 42 шипообразующих элементов 2. Концы указанных ребер жесткости 41 и шипообразующих элементов 2 контактной сваркой соединены с короткими полками швеллеров силового каркаса 40 (верхней) отъемной крышки 8. Указанные шипообразующие элементы 2 смещены друг относительно друга с образованием пазов 43 шириной 6,5 мм для свободного размещения пакета формообразующих разделительных стенок 6 из листового металла толщиной 5 мм. В каждом шипообразующем элементе 2 на верхней горизонтальной полке 44 выполнено окно 45 для подачи в полость секции 9, 10 композиционной строительной смеси. Рабочие поверхности 39 шипообразующих элементов 2 покрывают защитной смазкой, а остальные поверхности подвергают грунтовке и окраске кислотостойкой краской.
Снабженный механизмом 46 синхронного выдвижения штифтов 47 для образования центрирующих отверстий 24 в торцах 27 плоских строительных стеновых блоков 29 средний борт 15 образован двумя выполненными в зеркальном отражении рабочими поверхностями 48 и 49, силовым каркасом 50 и установленными на верхней грани силового каркаса 50 кронштейнами 51 для фиксации в вертикальном положении на переднем и заднем торцевых бортах 11, 13. Силовой каркас 50 (см. фиг.16-27), имеющий сквозной канал 52 прямоугольного (квадратного сечения) вдоль продольной оси симметрии, образован или тремя продольными полыми профилями прямоугольного сечения (30×60×2,0 мм) длиной 1584 мм и ребрами жесткости из тех же профилей (30×60×2,0 мм) длиной 298 мм в количестве 10 штук между продольными профилями. Как вариант конструктивного исполнения силовой каркас 50 (см. фиг.19) может быть выполнен четырьмя продольными полосами 53 сечением 4×57 мм длиной 298 мм в количестве 10 штук и промежуточными плоскостями 55 из тонкой листовой стали с размерами 686×1584×1,5 мм в количестве двух. Промежуточные плоскости 55 закреплены по бокам продольных полос 53 и ребер жесткости 54 контактной сваркой, образуя силовой каркас 50.
Каждая рабочая поверхность 48 (49) образована шипообразующими элементами 5 (см. фиг.9), соединенными посредством контактной сварки с вертикально установленными парами ребер жесткости 56 квадратного сечения (10×10×1,5 мм) длиной 653 мм каждая.
Ребра жесткости 56 размещены вдоль кромок 57 шипообразующих элементов 5 смещением внутрь не менее чем на 3 мм. Ребра жесткости 56 и шипообразующие элементы 5 контактной сваркой сначала могут быть соединены с промежуточными плоскостями 55. Шипообразующие элементы 5 своими кромками 57 смещены друг относительно друга с образованием пазов 58 шириной 6,5 мм для свободного размещения пакета формообразующих разделительных стенок 6 толщиной 5 мм. Рабочие поверхности 48 и 49 среднего борта 15 покрывают защитным слоем, а остальные поверхности борта 15 грунтуют и окрашивают кислотоупорной краской.
Снабженное парой индивидуальных механизмов 22 (см. фиг.38-42) группового привода выдвижения штифтов 23 для формирования центрирующих отверстий 24 в торцах плоских строительных стеновых блоков 29 (см. фиг.4-8) днище 1 имеет промежуточную плоскость 59 из листовой стали повышенной плоскости толщиной 5 мм и размерами 1614×1136 мм, силовой каркас 60, кронштейны 61 для шарнирного соединения с передним и задним торцевыми бортами 11, 13 и с левым и правым боковыми бортами 12, 14, грузозахватными кронштейнами 62 по углам силового каркаса 60 и рабочую поверхность 63, образованную оппозитно установленными и взаимно разнесенными на толщину среднего борта 15 относительно продольно-вертикальной плоскости симметрии универсальной кассетной формы пазообразующими элементами 4, соединенными посредством контактной сварки с горизонтально установленными парами ребер жесткости 64 квадратного сечения (10×10×1,5 мм) длиной 513 мм вдоль кромок 65 пазообразующего элемента и ребром жесткости 66 прямоугольного сечения (4×22 мм) длиной 242 мм в количестве 60 штук. Указанные ребра жесткости 64 и 66 квадратного и прямоугольных сечений контактной сваркой и электродуговыми сварными швами соединены с поверхностью промежуточной плоскости 59. Каждое ребро жесткости 64 смещено внутрь от кромки 65 на расстояние не менее 3 мм. Пазообразующие элементы 4 продольными кромками 65 смещены друг относительно друга с образованием пазов 67 для свободного размещения пакета формообразующих разделительных стенок 6.
Силовой каркас 60 днища 1 выполнен из пары продольных швеллеров №12 с параллельными полками длиной 1520 мм и двух поперечных швеллеров №12 длиной 1146 мм и одного швеллера №12 длиной 1042 мм. В парах швеллеров желоба полками обращены наружу по периметру силового каркаса 60. Промежуточная плоскость 59 размещена на коротких полках швеллеров и с ними соединена прерывистыми сварными швами катетом 4 мм. В желобах продольных и поперечных швеллеров размещены парами кронштейны 61 с отверстиями ⊘ 28 мм для шарнирного соединения осями 68 (см. фиг.45) с бортами 11-14. На промежуточной плоскости 59 и рабочей поверхности 63 выполнены два ряда группы соосных отверстий ⊘ 16+0,5 мм для размещения штифтов 23 указанных выше индивидуальных механизмов 22. Кронштейны 61 и 62 с полками швеллеров силового каркаса соединены сварными швами катетов не менее 6 мм. Рабочую поверхность 63 днища 1 и отверстия ⊘ 28 мм в кронштейнах 61 покрывают защитной смазкой, а днище 1 грунтуют и окрашивают кислотоупорной краской.
Каждое зажимное устройство 7 (см. фиг.44 и 51) выполнено в виде цилиндрического штока 69 с резьбовым наконечником 70, ручки 71 с резьбовой втулкой или стандартной гайки M16, ступенчатой втулки 72 и втулки 73, размещенной на оси 74. Ступенчатая втулка 72 имеет возможность периодического сопряжения с парами кронштейнов 33 левого и правого боковых бортов 12, 14. Втулка 73 установлена перпендикулярно на другом конце штока 69. Втулка 73 размещена с возможность свободного поворота на оси 74. Ось 74 смонтирована в соосных отверстиях ⊘ 20 мм в паре кронштейнов 20 переднего и заднего торцевых бортов 11, 13. На цилиндрической поверхности ручки 71 выполнена накатка для удобства ввинчивания рукой на резьбовой наконечник 70. С одного конца ручка 71 имеет либо лыски, либо шестигранник под размер зева рожкового ключа для силового нагружения бортов 11-12, 12-13, 13-14, 14-11 по углом кассетной формы. Оси 74 в кронштейнах 20 зафиксированы шайбами и шплинтами. Поверхности деталей зажимного устройства 7 покрыты защитным слоев хрома толщиной 0,1-0,2 мм, за исключением резьбовых поверхностей. Ступенчатая втулка 72 исключает повреждение резьбового наконечника 70 на штоке 69 и обеспечивает надежное фиксирование бортов 12, 14 посредством фасонных кронштейнов 33 по углам бортов 12, 14.
Формообразующие элементы 2, 3, 4, 5 (см. фиг.9-12) составлены парами вертикально установленных стенок 6 толщиной 5 мм и ортогонально установленными парами пазообразующих элементов 3, 4 и шипообразующих элементов 2, 5 (см. фиг.9). Сопряжение шипообразующих элементов 2 и 5 под углом 45°-15' к торцам 26 и 27 плоского строительного стенового блока 29 образует выступающие части шипов 75 и 76 (см. фиг.4) трапецеидального сечения с параметрами трапеции b1-h2-b2 (см. фиг.11 и 12).
Сопряжение пазообразующих элементов 3 и 4 под углом 45°-15' к другим торцам 25 и 28 плоского строительного блока 29 формирует пазы (впадины) 78 трапецеидального сечения (см. фиг.4) с параметрами трапеции а1-h2-а2 (см. фиг.11 и 12). Площадь поперечного сечения [(b2+b1)·0,5 h2] внешнего контура каждого шипообразующего элемента 2 (5) меньше площади поперечного сечения [(a2+a1)·0,5 h1] внутреннего контура каждого пазообразующего элемента 3 (4). Каждый паз 77, 78 при сборке плоских стеновых блоков 29 седлает шип 75, 76 другого, смежного блока 29 (см. фиг.8). В средней части на выступающих плоских гранях 44 пазо - и шипообразующих элементов 3, 4 и 5 выполнены отверстия 79 диаметром 16+0,5 мм под размер центрирующих отверстий 24 в торцах 25, 27 и 28 плоских строительных блоков 29. На плоской грани 44 шипообразующего элемента 2 выполнено окно 45 (см. фиг.9).
Размещенный с возможностью перемещения вдоль оси сквозного канала 52 среднего борта 15 механизм 46 синхронного привода выдвижения полых штифтов 47 среднего борта 15 для образования центрирующих отверстий на торцах 27 плоского строительного стенового блока 29 (см. фиг.4, 6-27) снабжен группой оппозитно и попарно установленных на направляющей оси 80 полых штифтов 47 с дисками 81. Каждый полый штифт 47 и диск 81 выполнены единой деталью. Внешний диаметр штифта 47 равен 16 мм. Диаметр направляющей оси 80 равен 10 мм. Штифты 47 на направляющей оси 80 имеют возможность взаимного торцевого сопряжения дисками 81 и перекатывания в V-образных канавках 82 верхней 83 и нижней 84 реек полуобкатной передачи в сторону рабочих поверхностей 48 и 49 среднего борта 15. Осевое перемещение полых штифтов 47 на направляющей оси 80 ограничено развальцованными концами направляющих осей 80. Торцы полых штифтов 47 закрыты заглушками 85 (см. фиг.49). Верхняя рейка 83 и нижняя рейка 84 взаимно зафиксированы полыми штифтами 86 и средствами крепления 87, например винтами с потайными головками (см. фиг.20, 21, 23, 24 и 26). На верхней рейке 83 и нижней рейке 84 выполнены пазы 88 с образованием выступов 89 для снижения сил трения при перемещении реек 83 и 84 в сквозном канале 52 среднего борта 15 и сняты соответствующие фаски (см. фиг.22, 25-27). Полые штифты 86 размещены в углублениях реек 83 и 84, а средства крепления 87 проходят сквозь рейки 83, 84 и полые штифты 86. Длина сопряженных верхней 83 и нижней 84 реек короче длины сквозного канала 52 на величину шага (106 мм) размещения штифтов 47 для формирования центрирующих отверстий 79 в рабочих поверхностях 48 и 49 среднего борта 15.
При размещении в сборе верхней и нижней реек 83, 84 с направляющими осями 80, полыми штифтами 47 с дисками 81 в сквозном канале 52 среднего борта 15 их перемещение ограничено вкладышем 90 (см. фиг.20 и 23). Боковые стенки 91 (см. фиг.47-53) V-образных канавок 82 в оппозитно установленных верхней 83 и нижней 84 рейках выполнены либо вертикально плоскими (см. фиг.48), либо коническими (см. фиг.47), либо сферическими (см. фиг.49), либо эвольвентно-винтовыми (см. фиг.50) и обеспечивают качение дисков 81 по донным частям канавок 82 и перемещение вдоль указанных боковых стенок 91.
Рейки 83 и 84 в сборе имеют возможность полного выдвижения из сквозного канала 52 среднего борта 15 при проведении технического обслуживания (см. фиг.27). Поверхности реек 83 и 84, направляющих осей 80, полых выдвигаемых штифтов 47 с дисками 81, полых центрирующих штифтов 86 и средств крепления 87 покрыты антикоррозионным материалом.
Снабженный возможностью демонтажа из днища 1, отъемных крышек 8 и боковых бортов 12 и 14 каждый механизм 22 группового привода выдвижения штифтов 23 для формирования центрирующих отверстий 24 в торцах 26, 25 и 28 плоских строительных стеновых блоков 29 (см. фиг.35, 37, 38, 39, 40, 41 и 42) выполнен в виде взаимно сдвигаемых и фиксируемых в крайних положениях утолщенными и утонченными частями ступенчатых штифтов 23, верхней штанги 92 и нижней штанги 93. Ступенчатые штифты 23, верхняя штанга 92 и нижняя штанга 93 установлены с возможностью перемещения вдоль сквозного канала прямоугольного сечения в каркасе 94. Последний образован верхним 95 и нижним 96 стальными полосами сечением 10×50 мм и попарно установленными вдоль полос ребрами 97 сечением 56×40×5 мм. Одним концом каркас 94 зафиксирован фланцем 98 в желобе поперечного швеллера №12 силового каркаса 60 или днища 1, или в ребрах жесткости между швеллерами №10 силового каркаса 40 в каждой отъемной крышке 8 и, аналогично, в каждом боковом борте 12, 14 и средствами крепления 99 (см. фиг.42). В верхней стальной полосе 95 каркаса 94 выполнены отверстия ⊘ 16,5 мм и шагом 106 мм, а в нижней стальной полосе 96 каркаса 94 - отверстия ⊘ 40 мм с тем же шагом.
На концах верхней штанги 92 и нижней штанги 93 (см. фиг.42 и 41) в вертикальных глухих отверстиях размещены штифты 100 и 101, ограничивающие перемещения штанг 92, 93 в полость сквозного канала каркаса 94. Каркас 94 выполнен отъемным благодаря прямоугольным отверстиям сечением 50×76 мм в поперечных швеллерах силового каркаса 60 днища 1. В горизонтальных резьбовых отверстиях 102 на тех же концах штанг 92, 93 смонтированы ручки 103, 104 управления (см. фиг.41 и 42). В нижней штанге 93 с шагом 106 мм выполнены глухие наклонные пазы 105, шириной, равной диаметру утолщения на нижнем конце штифта 23 (см. фиг.38-41). Пазы 105 смещены друг от друга вдоль нижней штанги 93 с образованием упорной площадки 106 площадью 30×40 мм2 (см. фиг.39-41).
В верхней штанге 92 выполнены сквозные пазы 107 (см. фиг.38, 39, 40, 41), шириной, равной диаметру утонченной части штифта 23. Узкая часть паза 107 сопряжена с уширенной частью 108 паза 107 (см. фиг.40). Ширина уширенной части паза 108 равна диаметру утолщенной части штифта 23 (см. фиг.38-41).
Каждый торец утолщенной части ступенчатого штифта 23 и переход утончения и утолщения имеют сферические поверхности с радиусом сферы не более 35 мм.
Монтажепригодность ступенчатых штифтов 23 в каркасе 94 механизма 22 обеспечивают ряд отверстий ⊘ 16+0,5 мм с шагом 106 мм, равным шагу размещения отверстий 79 на рабочих 63 и промежуточной 59 поверхностях днища 1, на рабочей поверхности 39 отъемной крышки 8 и рабочих поверхностях 30 боковых бортов 12, 14. Диаметр этих отверстий 79 равен диаметрам утонченной части каждого штифта 23. В нижней стальной полосе 96 каркаса 94 с тем же шагом (106 мм) выполнены соосные отверстия 109 диаметром на 2...5 мм больше, чем диаметр утолщенной части штифта 28.
В выполненные глухие центрирующие отверстия 24 в плоских стеновых строительных блоках 29 при сборке устанавливают либо цилиндрические штифты 110, изготовленные из твердых пород древесины (см. фиг.8, 7, 6), либо из стального проката с последующим кручением тела штифта 111 (см. фиг.46) и образованием винтовых кромок 112.
Точность производства строительных плоских стеновых блоков 29 из композиционных строительных смесей достигается тем, что пакет вертикальных стенок 6 из листового металла повышенной плоскостности распускают на гильотине с припуском в 1 мм на сторону и вырубается в размер 522,0×689,0. Далее пакет из тридцати листов общей толщиной 150 мм устанавливается на фрезерный станок и обрабатывается в размере 521±0,1 и 688±0,2 мм с выполнением перпендикулярности сторон в пределах 1,0 к базовой поверхности. Далее с кромок стенок 6 удаляют заусенцы. Поверхности кромок и стенок 6 покрывают защитной смазкой.
Формообразующие элементы 2-5 изготавливают (формируют) в два этапа. Сначала на прессе отрубают из листовой стали ст.3 ГОСТ 1577-81 толщиной 1,5 мм по ГОСТ 19903-74 плоские заготовки шириной развертки 114,5 мм для изготовления пазообразующих элементов 3 и 4 соответствующей длины (676 мм и 523 мм) и заготовки шириной 112,2 мм для изготовления шипообразующих элементов 2 и 5 соответствующей длины (513 мм и 676 мм). Радиус сопряжений горизонтальных полок 44 (см. фиг.9) элементов 2-5 с наклонными полками выдерживают в пределах 0,5...1,5 мм. На горизонтальных полках 44 просекают либо отверстия 79⊘16,5 мм (элементы 3-5), либо продолговатые окна 45 шириной 23 мм на пазообразующем элементе 2. На втором этапе в матрицах пуансонами выполняют заданную форму, используя отверстия ⊘ 16,5 мм и окна 45 на полках 44 в качестве базовой поверхности и этим обеспечивают допуски в заданном диапазоне. При формировании рабочих поверхностей 48, 49, 39, 30 и 63 заусенцы и острые кромки должны быть обращены в сторону бортов 11-15 (см. фиг.10).
Универсальная многоместная кассетная форма для изготовления строительных плоских блоков и доборных элементов для стеновых панелей из строительных композиционных смесей работает следующим образом.
В зависимости от условий работы и наличия грузоподъемных средств днище 1 устанавливают либо на деревянные бруски (шпалы) сечением 200×300 мм и длиной 3150 мм для горизонтального раскрытия переднего торцевого борта 11, днище 1 и заднего торцевого борта 13 и двух брусков того же сечения длиной 1580 мм для укладки в той же горизонтальной плоскости левого бокового борта 12 и правого бокового борта 14 путем поворота бортов 11-14 вокруг шарниров 18, либо на основание с размерами 1200×1500 мм и высотой 850 мм для обеспечения поворота вокруг шарниров 18 на угол 180° от исходного вертикального положения. Как в первом случае, так и во втором случае пакет из пятнадцати плоских стеновых строительных блоков 29 вместе с промежуточными разделительными стенками 6 поднимается вверх сначала из секции 9, а затем - из секции 10. Каждый пакет из пятнадцати плоских строительных стеновых блоков 29 устанавливают для дозревания, а разделительные стенки 6 извлекают из пакета либо сразу, либо при окончательной укладке блоков 29 для поставки заказчику.
Далее с днища 1 снимают средний борт 15.
Средний борт 15 к работе готовят следующим образом (см. фиг.16-27). Для обеспечения положений тридцати полых штифтов 47, показанных на фиг.18, используют механизм 46 синхронного выдвижения штифтов 47 из сквозного канала 52 среднего борта 15. С заднего торца среднего борта 15, сопрягаемого с рабочей поверхностью 17 заднего борта 13, вводят в канал 52 на уровне нижней рейки 84 вкладыш 90. Вкладышем 90 сдвигают в канале 52 нижнюю рейку 84 совместно с верхней рейкой 83. При движении реек 83 и 84 боковые поверхности 91 (см. фиг.47-50) V-образных канавок 82 взаимодействуют с дисками 81 полуобкатной передачи. Каждый диск 81 совместно с полым штифтом 47 начинает сложное движение: качение по дну канавки 82 вокруг направляющей оси 80 и смещение вдоль нее в сторону рабочей поверхности 48 (49), образованной из шипообразующих элементов 5. Каждый полый штифт 47 выдвигается из отверстия 79 над вертикальной полкой шипообразующего элемента 5. При качении диска 81 по дну V-образной канавки 82 диск 81 доходит до упора к внутренней вертикальной поверхности (стенки) канала 52. При перемещении верхней и нижней реек 83, 84 механизма 46 на величину 106 мм, равной шагу размещения пазообразующих элементов 5 с отверстиями 79 в них, каждый штифт 47 на рабочих поверхностях 48 и 49 занимает строго зафиксированное рабочее положение. Таким образом, над рабочей поверхностью 48 (49) штифты ⊘ 16 мм полностью выдвинуты наружу на 23 мм.
При откинутых (раскрытых) переднем торцевом, левом боковом, заднем торцевом и правом боковом бортах 11-14 приступают к подготовке к работе днища 1. Сначала выдвинутые штифты 23 индивидуальными механизмами 22 группового привода выдвижения вдвигают в отверстия 76 пазообразующих элементов 4 на рабочих поверхностях 63 в левой 9 и правой 10 секций и в отверстиях промежуточной поверхности 59 на силовом каркасе 60 днища 1. Удаляют сор из пазов 67 вдоль кромок 65 пазообразующих элементов 4 и осматривают состояние самих рабочих поверхностей 63.
Это положение штифтов 23 изображено на фиг.40. Для изменения положения штифтов 23 и приведения их в рабочее состояние (см. фиг.35, 36, 37, 38 и 39) ручкой 103 верхнюю штангу 92 механизма 22 выдвигают наружу из каркаса 94 (см. последовательно фиг.40, 39, 38 и 41). В этом случае каждая штанга 92 узким пазом 107 смещается по утонченной части штифта 23 и, доходя до упора на другом конце от ручки 103 штифта 100, устанавливается уширенной частью 108 паза 107 над утолщением в нижней части штифта 23. Далее нижнюю рейку 93 механизма 22 выдвигают в том же направлении (см. фиг.40, 39 и 41), переместив ее ручкой 104 до соприкосновения заднего штифта 101 до фланца 98, закрепленного в желобе заднего швеллера силового каркаса 60. Каждый штифт 23 сферической поверхностью на нижнем торце штифта 23 скользит по наклонной поверхности широкого глухого паза 105 в нижней штанге 93. Каждый штифт 23 поднимается вертикально в соосных отверстиях ⊘ 16+0,5 мм в промежуточной плоскости 59 силового каркаса 60 и в отверстиях 79 пазообразующих элементов 4, выдвигаясь вверх над рабочими поверхностями 63 в формируемых из бортов 11-15 секциях 9 и 10.
Манипулируя аналогичным образом ручками 103 и 104 в каждом механизме 22, размещенных в силовых каркасах 40 и 31, соответственно, в верхних отъемных крышках 8 и левом и правом боковых бортах 12 и 14 группы по пятнадцати штифтов 23 выдвигают над рабочими поверхностями 39 и 30 на 23±0,5 мм.
Далее средний борт 15 нижней плоской гранью вводят в паз между концами оппозитно установленных пазообразующих элементов 4 на промежуточной поверхности 59 днища 1 (см. фиг.35). Придерживая рукой средний борт 15, в пазы 58 среднего борта 15 и в крайние пазы 67 днища 1 устанавливают вертикально в левой секции 9 и правой секции 10 по одной разделительной стенке 6. При горизонтальных положениях вокруг днища 1 раскрытых переднего торцевого борта 11, левого бокового борта 12, заднего торцевого борта 13, правого бокового борта 14 и перевернутых крышках 8 и выдвинутых штифтами 23 над рабочими поверхностями 39 указанные рабочие поверхности с заранее удаленной защитной смазкой покрывают мелкодисперсным распылом подогретого до температуры +80,0...+100°С рассолом природного минерала бишофита формулы MgCl2·6Н2О плотностью 1,2-1,4 т/м3. Распыл рассола бишофита проводят под давлением 0,6...0,8 МПа, используя бытовой (садовый) опрыскиватель для образования туманно-образной воздушно-жидкостной смеси с размером капелек 200...300 мкм (микрон). Даже в летнее время при окружающей температуре воздуха +30...35°С, парафинсодержащие компоненты из рассола бишофита образуют тонкую защитную пленку. Далее поднимают левый боковой борт 12 и передний торцевой борт 11 с горизонтальных положений в вертикальное положение и их взаимно фиксируют верхним зажимным устройством 7 (см. фиг.1- 3). Кронштейн 51 среднего борта 15 устанавливают между кронштейнами 21 на верхнем швеллере силового каркаса 18 переднего борта 11. Затем задний торцевой борт 13 устанавливают в вертикальное положение, размещая кронштейны 51 и 21 в надлежащем порядке. Образование секций 9 и 10 завершают подъемом правого бокового борта 14.
В каждой секции 9 (10) последовательно в пазы 38 в левом боковом борту 12, в пазы 58 среднего борта 15 и в пазы 67 днища 1 сверху вниз вводят четырнадцать разделительных стенок 6. Секции 9 и 10 закрывают отъемными крышками 8, соблюдая размещение стенок 6 в пазах 43 верхних отъемных крышек 8.
Каждое зажимное устройство 7 (см. фиг.2, 3, 44 и 51), отвернув предварительно ручку 71 на резьбовом хвостовике 70, сначала втулку 74 со штоком 69 поворачивают вокруг оси 74 от бокового борта 12 (14). Далее ступенчатую втулку 72 вместе со штоком 69 вводят в паз между парами кронштейнов 33. Вращением ручки 71 от руки подводят втулку 70 до упоров кронштейна 33. На каждом углу бортов 11 и 12, 12 и 13, 13 и 14, 14 и 11 сначала нижнее зажимное устройство 7 рожковым ключом, поворачивая по часовой стрелке либо гайку M16, либо ручку 71 за ее лыски, приводят в напряженное состояние и этим исключают зазоры между днищем 1 и бортами 11-14. Далее верхними зажимными устройствами 7 в каждом углу бортов 11-14 исключают зазоры между отъемными крышками 8, средним бортом 15 и верхними кромками бортов 11-14. Рабочие поверхности вертикально устанавливаемых стенок 6 покрывают окунанием в горячий рассол бишофита в специальной плоской емкости.
Подготовленную строительную смесь из необходимых компонентов заполняют в образовавшиеся полости между стенками 6 и бортами 11, 13 через окна 45. Объем каждого строительного блока 29 после отверждения в секциях 9 и 10 составляет 33,5 л и при плотности строительной смеси 0,8...1,2 т/м3 масса строительного блока составляет 26,8...40,2 кг. При снятии с многоместной кассетной формы тридцати строительных блоков 29 воздвигается стена площадью 10,05 м2. В зависимости от текучести строительной смеси для полного заполнения формы используют отъемный переносной вибратор.
После отверждения строительной смеси приступают к распалубливанию.
В каждой отъемной крышке 8, левом боковом борту 12, правом боковом борту 14 и в днище 1 ручками 103 и 104 в нужной последовательности перемещением верхней и нижней штанг 92 и 93 механизма 22 в полость каркаса 94 до упора штифтов 100 и 101 во фланец 98 штифты 28 опускают вниз (для днища 1) из центрирующих отверстий 24 на торцах 28, 27 и 26 (см. фиг.4) строительных блоков 29.
Далее беспрепятственно подъемом вверх снимают верхние отъемные крышки 8, не нарушая центровочные отверстия 24 на торце 26 строительного блока 29. Затем освобождают зажимные устройства 7 и открывают задний торцовый борт 13. Перемещением вкладыша 90 в полость сквозного канала 52 вдвигают верхнюю рейку 83 и нижнюю рейку 84. При движении реек 83 и 84 диски 81 с полыми штифтами 47 вдвигаются вдоль направляющих осей 80 в полость канала 52, освобождая отверстия 79 в шипообразующих элементах 5. Таким образом, рабочие поверхности 48 и 49 готовы к отъему пакета из пятнадцати плоских строительных стеновых блоков 29. Борта 11, 12 и 14 приводят в горизонтальное положение, поворотом вокруг осей 68 в шарнирах 16 (см. фиг.1-3 и 45).
В каждом месяце универсальную многоместную кассетную форму подвергают ревизии и техническому обслуживанию. Снимают с бортов 11, 13 отъемные крышки 8. Из шарниров 16 извлекают оси 68 и разъединяют борта 11-14 от днища 1.
В среднем борте 15 из сквозного канала 52 извлекают механизм 46 при положении дисков 81, изображенных на фиг.27. Освобождают винты 87 из отверстий в рейках 83 и 84 и полых штифтах 86. Затем из V-образных канавок 82 удаляют пыль и грязь. Смазывают направляющие оси 80 и производят сборку реек 83, 84, направляющих осей 80, полых штифтов 47 и 86 и средств крепления 87 в обратном порядке.
Средний борт 15 опускают в специальный плоский поддон высотой 200 мм с размерами 1500×1800 мм, заполненный 50% раствором ортофосфорной кислоты (Н3PO4) и выдерживают в течение 0,5-1,0 часа. При взаимодействии раствора ортофосфорной кислоты окислы металлов и строительной смеси со сложных рабочих поверхностей 48 и 49 среднего борта 15 и из пазов 58 выпадают в осадок. Далее средний борт 15 помещают в емкость с водопроводной водой.
После высыхания поверхностей среднего борта 15 смазывают полость канала 52 и устанавливают механизм 46 в исходное положение.
Аналогичным образом поступают с механизмами 22 в отъемных крышках 8, в левом и правом боковых бортах 12, 14 и днище 1.
Отъемные крышки 8, левый и правый борт 12, 14 и днище 1 также помещают в раствор ортофосфорной кислоты. Рабочие поверхности 17 переднего и заднего торцовых бортов 11, 13 протирают ортофосфорной кислотой и снимают окисную пленку.
Указанным приемом добиваются необходимой чистоты рабочих поверхностей среднего борта 15, торцевых бортов 11 и 13, боковых бортов 12 и 14 и днища 1, не искажая геометрию и конструктивные параметры многоместной кассетной формы. Этим достигается высокая точность и идентичность формы и геометрии плоских строительных блоков 29, шипов 75 и 76 на торцах 26 и 27, а также пазов 77 и 78 на торцах 25 и 28.
При сборке стеновых панелей (см. фиг.6 и 7) с использованием целых плоских строительных блоков 29 с образованием вертикальных швов (см. фиг.6) используют либо цилиндрические штифты 110, размещаемые в центрирующих отверстиях 24 на торцах 25 и 27 смежных строительных блоков 29 (см. фиг.8).
На фиг.7 представлена стеновая панель, собираемая парами штифтов 110 на гранях 26 и 28 и необходимостью доборных стеновых панелей. Последние формируют путем несложной переналадки описанной выше универсальной кассетной формы.
Штифтами 111, изображенными на фиг.46, производится особо высокая центровка смежных плоских строительных стеновых блоков 29. Штифты 111, полученные кручением нагретого стального проката (полоса, круг, шестигранник, квадрат и др.), ввинчивают острыми винтовыми кромками 112 в каждое центрирующее отверстие 24. При этом кромки 112 при ввинчивании в отверстие 24 работают так же, как развертки для получения чистовых отверстий в машиностроении. При этом любой сор из отверстий 24 выводится за пределы блока 29. Следующий блок 29 методом седлания шипа 75 на торце 26 накрывают пазом 78 на грани 28 верхнего ряда строительных плоских блоков 29.
Сопряжение только шипов 76 и пазов 77 позволяет сдвигать в один блок 29 относительно другого блока 29 в пределах 6-7 мм. При ведении кладки фасадной плоскости без выступов, на тыльной стороне образуются впадины до 7...8 мм. Это требует существенных затрат для финишных отделочных работ и приведения поверхностей либо под покраску панелей, либо под побелку, либо наклеивание обоев. Цилиндрические штифты 110 неплоскостность стеновых панелей при сборке из строительных блоков 29 с отверстиями 24 доводят до перепадов 0,5...0,6 мм.
Универсальная многоместная кассетная форма позволит из быстротвердеющих строительных композиционных смесей получать 30 однородных плоских строительных блоков 29, имеющих высокую монтажепригодность, обеспечивающие точность сборки, высокую степень выравненности стеновых панелей. Сборка из описанных блоков 29 обеспечивает снижение материальных затрат на финишной стадии отделочных работ, сокращает время возведения стеновых перегородок, их фиксирование торцами на капитальных стенах и в полу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЗАМКОВЫХ БЛОКОВ | 2001 |
|
RU2206449C1 |
| ПУНКТ ПРИЕМКИ И КОНТРОЛЯ КАЧЕСТВА ЛАКРИЧНОГО СЫРЬЯ В ПРЕССОВАННЫХ КИПАХ И УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ КОРНЕВОЙ МАССЫ СОЛОДКИ ИЗ ПРЕССОВАННЫХ КИП | 2000 |
|
RU2180750C2 |
| УСТРОЙСТВО ДЛЯ ДЕМОНСТРАЦИИ ЭКСПОНАТОВ РАСТЕНИЕВОДСТВА И САДОВОДСТВА | 1994 |
|
RU2092411C1 |
| ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО | 1993 |
|
RU2079118C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
| ПОДЪЕМНИК | 2003 |
|
RU2263624C2 |
| ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО НА ТРАНСПОРТНОМ СРЕДСТВЕ | 1993 |
|
RU2079117C1 |
| СЕЛЬСКОХОЗЯЙСТВЕННЫЙ МАНИПУЛЯТОР | 2000 |
|
RU2178961C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ, ПРЕИМУЩЕСТВЕННО ИЗ КОРНЕЙ И КОРНЕВИЩ ЛАКРИЦЫ | 1999 |
|
RU2161090C1 |
| УСТРОЙСТВО ДЛЯ ПОГРУЗКИ КИП СПРЕССОВАННОГО ЛЕКАРСТВЕННОГО СЫРЬЯ В КРУПНО-, СРЕДНЕ- И МАЛОТОННАЖНЫЕ КОНТЕЙНЕРЫ | 1999 |
|
RU2150394C1 |





























Изобретение относится к строительству и производству строительных изделий. Универсальная многоместная кассетная форма для изготовления строительных плоских стеновых блоков из композиционных смесей содержит днище, формообразующие элементы, пакет вертикально установленных разделительных стенок, размещаемых между формообразующими элементами, и зажимные устройства. Кроме того, она снабжена отъемными крышками, размещенными над левой и правой секциями, образованными передним торцевым, левым боковым, задним торцевым и правым боковым бортами, шарнирно соединенными с днищем с возможностью поворота вокруг шарниров и средним бортом. Технический результат заключается в повышении производительности. 51 ил.
Универсальная многоместная кассетная форма для изготовления строительных плоских стеновых блоков из композиционных смесей, содержащая днище, формообразующие элементы, пакет вертикально установленных разделительных стенок, размещаемых между формообразующими элементами, и зажимные устройства, отличающаяся тем, что она снабжена отъемными крышками, размещенными над левой и правой секциями, образованными передним торцевым, левым боковым, задним торцевым и правым боковым бортами, шарнирно соединенными с днищем с возможностью поворота вокруг шарниров с вертикальных положений в горизонтальные положения и средним бортом, сопряженным с днищем нижней гранью и торцами с передним и задним торцевыми бортами, при этом в местах сопряжении левого и правого боковых бортов с передним и задним торцевыми бортами ярусно размещены зажимные устройства, каждый торцевой борт образован рабочей поверхностью, силовым каркасом, кронштейнами для шарнирного соединения с днищем, для размещения зажимных устройств и фиксации в вертикальном положении среднего борта, при этом силовой каркас имеет оппозитно размещенные желобами внутрь швеллеры и ребра жесткости между ними, взаимно соединенные сварными швами, пары кронштейнов для размещения зажимных устройств размещены на торцах швеллеров параллельно широким полкам, кронштейны для шарнирного соединения с днищем сварными швами закреплены на широкой полке нижнего швеллера по его краям, пара кронштейнов для фиксации в вертикальном положении среднего борта смонтирована в средней части верхнего швеллера на его широкой полке, а рабочая поверхность торцевого борта образована листовым металлом повышенной плоскостности и соединена сварными швами с ребрами жесткости и короткими полками швеллеров, снабженный механизмом группового привода выдвижения штифтов каждый боковой борт образован рабочей поверхностью, силовым каркасом, кронштейнами для шарнирного соединения с днищем и размещения зажимных устройств, при этом силовой каркас имеет оппозитно размещенные желобами внутрь швеллеры и ребра жесткости между ними, взаимно соединенные сварными швами, пары кронштейнов для размещения зажимных устройств размещены на торцах швеллеров параллельно широким полкам, кронштейны для шарнирного соединения с днищем сварными швами закреплены на широкой полке нижнего швеллера, а рабочая поверхность образована пазообразующими элементами, соединенными посредством контактной сварки с вертикально установленными парами ребер жесткости квадратного сечения вдоль кромок пазообразующего элемента и ребром жесткости прямоугольного сечения вдоль оси симметрии пазообразующего элемента, к тому же указанные ребра квадратного и прямоугольного сечений контактной сваркой соединены с короткими полками швеллеров силового каркаса, а каждая пара ребер жесткости прямоугольного сечения в местах контакта со штифтами для образования центрирующих отверстий на торцах плоских строительных стеновых блоков усилена переходной втулкой, при этом пазообразующие элементы смещены относительно друг друга с образованием пазов для свободного размещения пакета формообразующих разделительных стенок, снабженная индивидуальным механизмом группового привода выдвижения штифтов каждая крышка образована рабочей поверхностью и силовым каркасом, при этом силовой каркас имеет оппозитно размещенные желобами внутрь швеллеры и ребра жесткости между ними, взаимно соединенные сварными швами, а рабочая поверхность образована шипообразующими элементами, соединенными посредством контактной сварки с горизонтально установленными парами ребер жесткости квадратного сечения вдоль кромок шипообразующих элементов, при этом концы указанных ребер жесткости и шипообразующих элементов контактной сваркой соединены с короткими полками швеллеров силового каркаса, указанные шипообразующие элементы смещены относительно друг друга с образованием пазов для свободного размещения пакета формообразующих разделительных стенок, а в каждом шипообразующем элементе выполнено окно для подачи в полость секций композиционной строительной смеси, снабженный механизмом синхронного привода выдвижения штифтов средний борт образован двумя выполненными в зеркальном отражении рабочими поверхностями, силовым каркасом и установленными на верхней грани силового каркаса кронштейнами для фиксации в вертикальном положении на переднем и заднем торцевых бортах, при этом силовой каркас, имеющий сквозной канал прямоугольного сечения образован или тремя продольными полыми профилями прямоугольного сечения и ребрами жесткости из тех же профилей между ними, или четырьмя продольными полосами, ребрами жесткости из тех же профилей между ними и промежуточными плоскостями из тонкой листовой стали, закрепленными по бокам продольных полос и ребер жесткости каркаса, а каждая рабочая поверхность образована шипообразующими элементами, соединенными посредством контактной сварки с вертикально установленными парами ребер жесткости квадратного сечения вдоль кромок шипообразующего элемента и либо с короткими полками профилей прямоугольного сечения, либо с промежуточными плоскостями, при этом шипообразующие элементы смещены относительно друг друга с образованием пазов для свободного размещения пакета формообразующих разделительных стенок, снабженное индивидуальными механизмами группового привода выдвижения штифтов для формирования центрирующих отверстий днище имеет промежуточную плоскость из листовой стали повышенной плоскостности, силовой каркас, кронштейны для шарнирного соединения с передним и задним торцевыми бортами и с левым и правым боковыми бортами, грузозахватными кронштейнами по углам силового каркаса и рабочую поверхность, образованную оппозитно установленными и взаимно разнесенными относительно продольно-вертикальной плоскости симметрии универсальной кассетной формы пазообразующими элементами, соединенными посредством контактной сварки с горизонтально установленными парами ребер жесткости квадратного сечения вдоль кромок пазообразующего элемента и ребром жесткости прямоугольного сечения вдоль оси симметрии пазообразующего элемента, к тому же указанные ребра квадратного и прямоугольного сечений контактной и электродуговой сварными швами соединены с поверхностью промежуточной плоскости, при этом пазообразующие элементы продольными кромками смещены относительно друга друг с образованием пазов для свободного размещения пакета формообразующих разделительных стенок, силовой каркас днища выполнен из пары продольных швеллеров и трех поперечных швеллеров, обращенных желобами наружу, промежуточная плоскость размещена на коротких полках швеллеров и с ними соединена сварными швами, в желобах продольных и поперечных швеллеров размещены парами кронштейны для шарнирного соединения с бортами, а на промежуточной плоскости и рабочей поверхности выполнены два ряда группы соосных отверстий для размещения штифтов указанных выше индивидуальных механизмов, каждое зажимное устройство выполнено в виде штока с резьбовым наконечником, ручки с резьбовой втулкой или гайки, имеющая возможность периодического сопряжения, с парами кронштейнов левого и правого боковых бортов ступенчатой втулки, размещенной на штоке со стороны резьбового наконечника, и втулки, установленной перпендикулярно на другом конце штока и размещенной с возможностью поворота на оси, смонтированной в соосных отверстиях в паре кронштейнов переднего и заднего торцевых бортов, формообразующие элементы для образования плоского строительного блока составлены парами вертикально установленных разделительных стенок и ортогонально установленными парами пазообразующих элементов и шипообразующих элементов, при этом сопряжение шипообразующих элементов под углом 45° к торцам плоского строительного блока образует выступающие части шипов трапецеидального сечения, а сопряжение пазообразующих элементов под углом 45° к другим торцам плоского строительного блока формирует впадины трапецеидального сечения, при этом площадь поперечного сечения внешнего контура каждого шипообразующего элемента меньше площади поперечного сечения внутреннего контура каждого пазообразующего элемента, а в средней части на выступающих плоских гранях пазо- и шипообразующих элементов выполнены отверстия под размер центрирующих отверстий в торцах плоского строительного блока, размещенный с возможностью перемещения вдоль оси сквозного канала среднего борта механизм синхронного привода выдвижения штифтов среднего борта для образования центрирующих отверстий на торцах плоского строительного стенового блока снабжен группой оппозитно и попарно установленных на направляющей оси полых штифтов с дисками, выполненными с полыми штифтами едиными деталями и имеющими возможность взаимного торцевого сопряжения дисками и перекатывания в V-образных канавках верхней и нижней реек полуобкатной передачи в сторону рабочих поверхностей, ограниченными развальцованными концами направляющих осей, при этом верхняя и нижняя рейки взаимно зафиксированы полыми штифтами и средствами крепления, проходящими сквозь рейки и полые штифты, причем длина сопряженных верхней и нижней реек короче длины сквозного канала на величину шага размещения штифтов для формирования центрирующих отверстий в рабочих поверхностях среднего борта, при этом перемещение верхней и нижней реек в сквозном канале среднего борта ограничено вкладышем, а боковые стенки V-образных канавок в рейках выполнены либо плоскими, либо коническими, либо сферическими, либо эвольвентно-винтовыми, снабженный возможностью демонтажа из днища, отъемных крышек и боковых бортов, каждый механизм группового привода выдвижения штифтов выполнен в виде взаимно сдвигаемых и фиксируемых в крайних положениях утолщенными и утонченными частями штифтов верхней и нижней штанг, установленных с возможностью перемещения вдоль канала прямоугольного сечения в каркасе, образованного верхней и нижней стальными полосами и попарно установленными вдоль полос ребрами, причем одним концом каркас зафиксирован в желобе поперечного швеллера силового каркаса или днища, или в ребрах жесткости между швеллерами силового каркаса в каждой отъемной крышке и аналогично в каждом боковом борте, на концах верхней и нижней штанг в вертикальных глухих отверстиях размещены штифты, ограничивающие перемещения штанг в полость канала каркаса, а в горизонтальных резьбовых отверстиях на концах штанг смонтированы ручки управления, при этом в нижней штанге выполнены глухие наклонные пазы, шириной, равной диаметру утолщения на нижнем конце штифта, причем пазы смещены друг от друга вдоль штанги с образованием упорной площадки, а в верхней штанге выполнены сквозные пазы, шириной, равной диаметру утонченной части штифта, и уширенной частью паза, шириной, равной диаметру утолщенной части штифта, сопряженной со сквозным узким пазом, в верхней стальной полосе каркаса с шагом размещения в рядах соосных отверстий для штифтов в днище, отъемных крышек и боковых бортов выполнены отверстия с диаметром, равным диаметром в утонченной части штифтов, а в нижней стальной полосе каркаса с тем же шагом выполнены соосные отверстия с диаметром на 2...5 мм больше, чем диаметр утолщенной части штифта, к тому же каждый торец утолщенной части штифта и переход утончения и утолщения имеют сферические поверхности.
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЗАМКОВЫХ БЛОКОВ | 2001 |
|
RU2206449C1 |
| МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1990 |
|
RU2021111C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| US 3815851 A, 11.06.1974. | |||

