Изобретение относится к соединению деталей из пластмасс и может найти применение при изготовлении тонкой пленки с локально закрепленными фитингами, используемой в качестве тентов или изделий аналогичного назначения.
Известно устройство для изготовления тонкой пленки из термопластичного материала с локально прикрепленными фитингами для тентов или аналогичных изделий, содержащее головку экструдера с направленным вниз отверстием оформляющего канала, под которым установлены с возможностью вращения в противоположных направлениях два валка, по меньшей мере один из которых выполнен охлаждаемым, при этом валки расположены с зазором друг относительно друга для калибровки экструдированной пленки, подающий механизм с вертикальным магазином подачи для размещения ряда уложенных друг на друга фитингов, закрепленный на подающем механизме между дном механизма подачи и зазором между валками выпускной канал с выходным отверстием и направляющий механизм для подачи нижнего фитинга из магазина в выпускной канал, связанный с приводом (патент Дании N 130239, кл. B 29 D 3/00, 1975).
Недостаток известного устройства заключается в том, что оно не обеспечивает точного расположения фитинга на тонкой пленке, поскольку скорость, с которой фитинги подаются из отверстия выпускного канала, определяется главным образом скоростью хода ползуна направляющего механизма, приводимого в возвратно-поступательное движение гидравлическим или пневматическим рабочим цилиндром. При этом может иметь место выброс фитингов со скоростью, вызывающей пробивание дырки в размягченной тонкой пленке.
При использовании нескольких подающих механизмов, расположенных на одной линии вдоль оси валков, для прикрепления фитингов вдоль соответствующей линии к тонкой пленке за одну операцию локальные различия в характере поверхности охлаждаемого валка ведут к неточной подаче фитингов в зазоре между валками.
К тому же при использовании большого количества тентов для покрытия в строительных работах, когда тенты размещаются с частично совпадающими краями, указанные неточности приводят к тому, что фитинги вдоль совпадающих краев не могут располагаться напротив друг друга.
Данное устройство обеспечивает установку фитингов на тонкую пленку с высокой точностью и большей скоростью, уменьшает процент брака и безопасно в работе.
Это достигается тем, что в устройстве для изготовления тонкой пленки из термопластичного материала с локально прикрепленными фитингами для тентов или аналогичных изделий, содержащем головку экструдера с направленным вниз отверстием оформляющего канала, под которым установлены с возможностью вращения в противоположных направлениях два валка, по меньшей мере один из которых выполнен охлаждаемым, при этом валки расположены с зазором друг относительно друга для калибровки экструдированной пленки, подающий механизм с вертикальным механизмом подачи для размещения ряда уложенных друг на друга фитингов, закрепленный на подающем механизме между дном магазина подачи и зазором между валками выпускной канал с выходным отверстием и направляющий механизм для подачи нижнего фитинга из магазина в выпускной канал, связанный с приводом, согласно изобретению привод направляющего механизма выполнен в виде электродвигателя, а выпускной канал снабжен установленным у его нижнего конца, направленного в сторону зазора между валками, первым стопорным элементом с присоединенным к нему первым датчиком определения наличия фитинга для управления подачей фитингов в зазор между валками и отслеживания наличия фитингов в выпускном канале, при этом выпускной канал расположен под углом к горизонтальной плоскости для подачи фитинга из выпускного канала в зазор между валками путем свободного падения. Кроме того, выпускной канал снабжен установленным выше первого стопорного элемента вторым стопорным элементом с присоединенным к нему вторым датчиком определения наличия фитинга, связанным посредством схемы управления с приводом направляющего механизма.
Устройство снабжено также соединенным со схемой управления узлом оповещения для включения предупредительного сигнала при отсутствии фитинга у второго датчика определения наличия фитингов после нескольких включений направляющего механизма.
Выпускной канал выполнен прямолинейным и снабжен расположенной у его выходного отверстия направляющей пластиной.
Выпускной канал расположен под углом 70о к горизонтальной плоскости.
Подающий механизм с закрепленным на нем выпускным каналом установлен с возможностью осевого перемещения в сторону валков и фиксации его в заданном положении.
Подающий механизм снабжен установленным на магазине подачи датчиком восприятия высоты ряда фитингов. Направляющий механизм выполнен в виде установленного с возможностью возвратно-поступательного перемещения ползуна и снабжен электрически управляемым снимающим элементом, при этом ползун связан с электродвигателем через кривошипно-шатунный механизм для кратковременной установки ползуна в двух крайних положениях, захвата при этом нижнего фитинга в магазине подачи и доставки его к верхнему концу выпускного канала.
Устройство снабжено также дополнительными подающими механизмами с присоединенными к ним выпускными каналами, установленными в заданных положениях относительно валков, причем подающие механизмы связаны со схемой управления, включающей программируемый логический контролер.
Описываемое устройство помимо более точного управления направляющим механизмом обеспечивает продвижение фитингов из отверстия выпускного канала в зазор между валками независимо от движения направляющего механизма, а также от поверхности валка. При этом продвижение фитингов может регулироваться с равномерной и постоянной скоростью. При исследовании нескольких подающих механизмов разрушение тонкой пленки также не происходит. Приспособление с датчиком для определения наличия фитинга гарантирует нахождение его в выпускном канале перед включением в работу стопорного элемента.
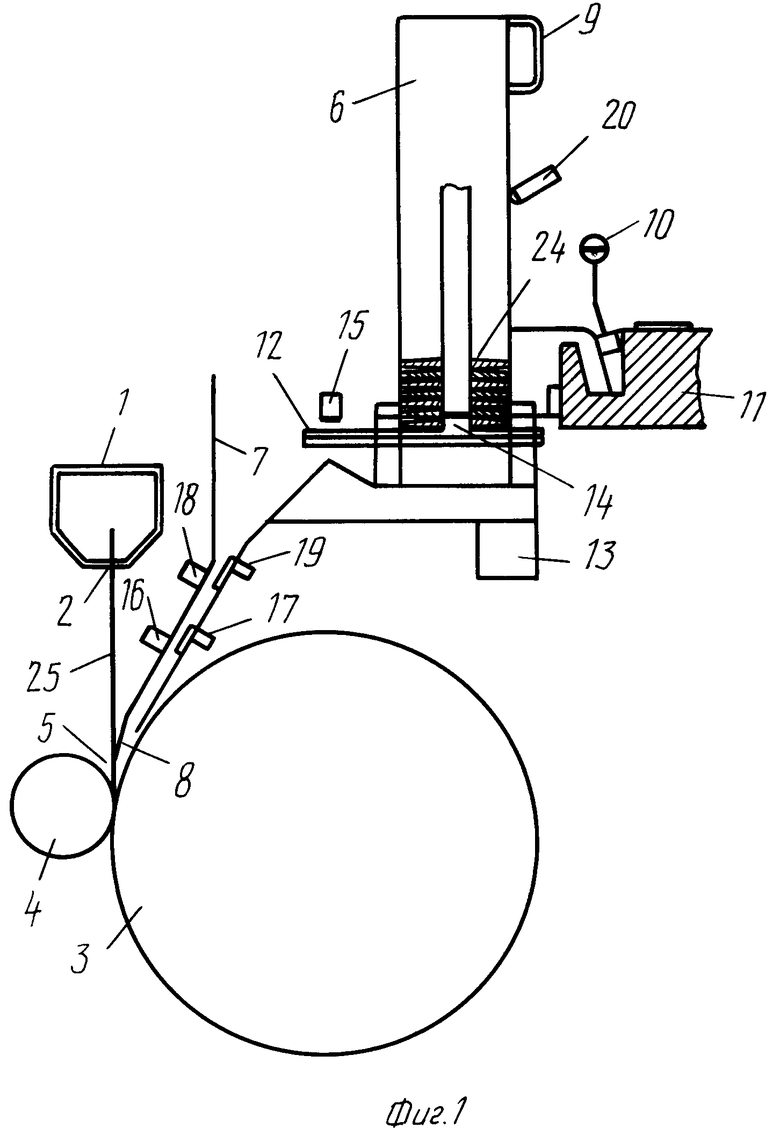
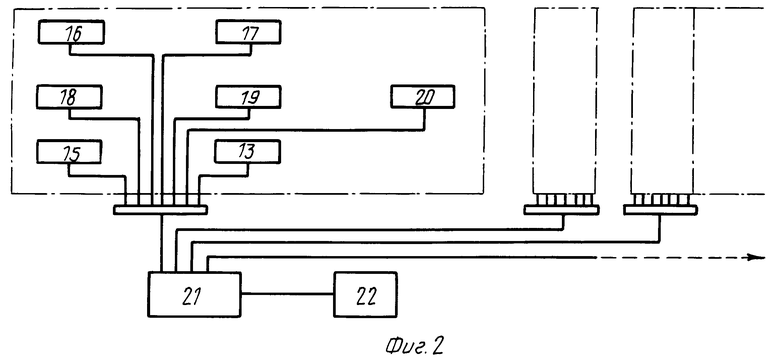
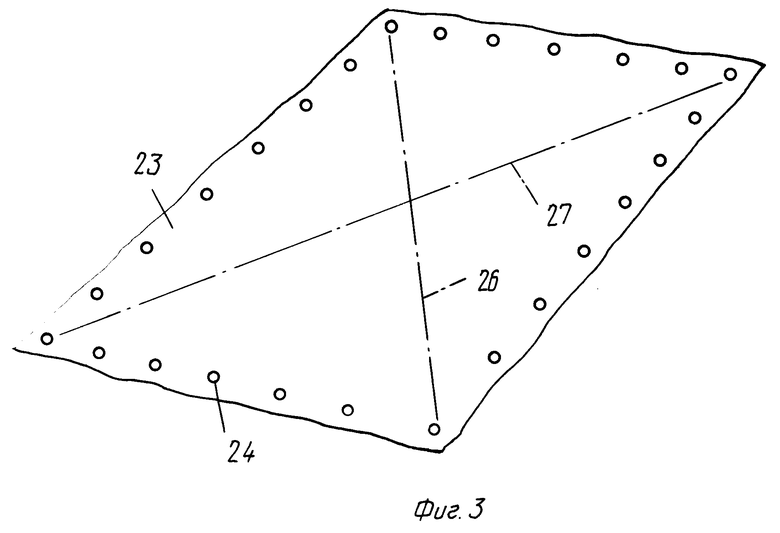
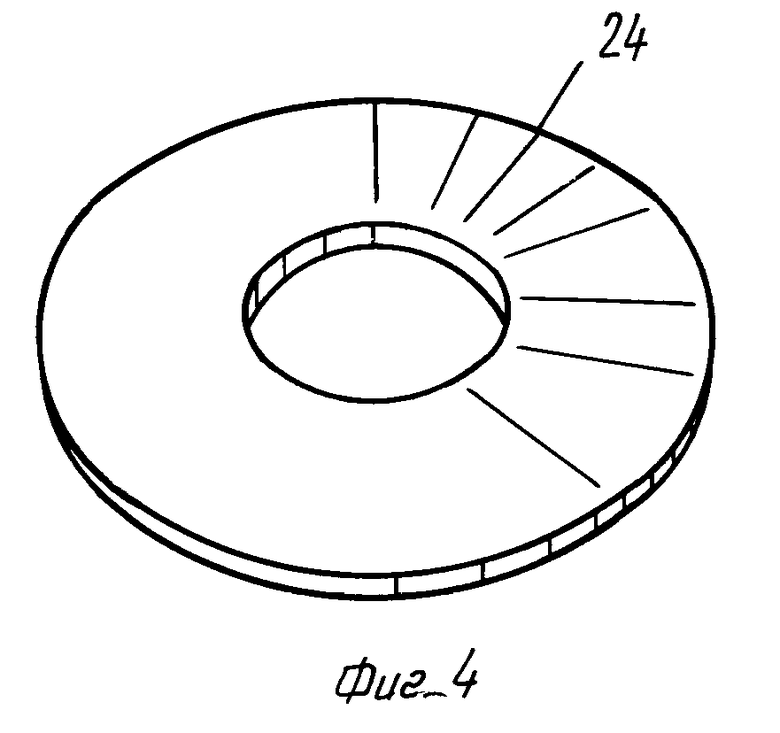
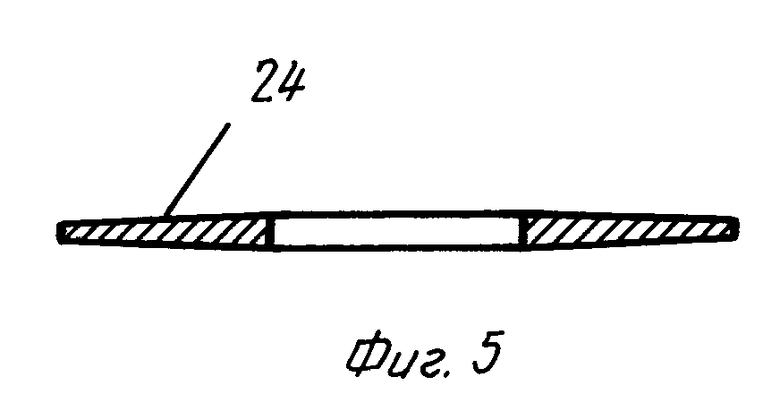
На фиг. 1 изображен общий вид устройства; на фиг.2 - схема управления; на фиг. 3 - пример выполнения тента с локально прикрепленными ушками, отрезанного от армированной термопластичной тонкой пленки; на фиг.4, 5 - пример выполнения фитинга в форме ушка.
Устройство для изготовления тонкой пленки из термопластичного материала с локально прикрепленными фитингами для тентов или аналогичных изделий содержит (фиг. 1) головку экструдера 1 с направленным вниз отверстием оформляющего канала 2, под которым установлены с возможностью вращения в противоположных направлениях два валка 3,4. Валки расположены с зазором 5 друг относительно друга для калибровки экструдированной пленки. По меньшей мере один валок 3 является охлаждаемым. Устройство содержит также подающий механизм с трубчатым вертикальным магазином подачи 6 для размещения ряда уложенных друг на друга фитингов, расположенный выше охлаждаемого валка 3.
На подающем механизме закреплен выпускной канал 7 с выходным отверстием, расположенным выше зазора 5 между валками 3, 4. Выпускной канал 7 установлен между дном магазина подачи 6 и зазором 5 между валками. Выпускной канал 7 выполнен прямолинейным и снабжен расположенной у его выходного отверстия направляющей пластиной 8. Выпускной канал 7 установлен под углом 70о к горизонтальной плоскости для подачи фитинга из выпускного канала в зазор между валками путем свободного падения. Подающий механизм снабжен рукояткой 9 для перемещения его вручную в осевом направлении в сторону валков. С помощью фиксирующего механизма 10 подающий механизм может закрепляться в любом заданном положении вдоль кронштейна 11, проходящего параллельно оси валков 3, 4. На другой стороне кронштейна 11 может крепиться измерительная рейка (на черт. не показана) для точного позиционирования целого ряда дополнительных подающих механизмов (на черт. не показаны) рядом друг с другом по линии, параллельной оси валков. Дополнительные подающие механизмы установлены в заданных положениях относительно валков и снабжены выпускными каналами. Подающие механизмы расположены на кронштейне 11 настолько близко, как позволяет ширина каждого подающего механизма, например, на расстоянии между ними, равном 14 см. Устройство содержит направляющий механизм для подачи нижнего фитинга из магазина 6 в выпускной канал 7. Направляющий механизм выполнен в виде установленного с возможностью возвратно-поступательного перемещения ползуна 12. Привод ползуна выполнен в виде электродвигателя 13.
Ползун связан с электродвигателем 13 и присоединенным к нему редуктором (на черт. не показан) через кривошипно-шатунный механизм (на черт. не показан) для кратковременной установки ползуна в двух крайних положениях, захвата при этом нижнего фитинга в магазине подачи и доставки его к верхнему концу выпускного канала.
Ползун 12 имеет направленный вверх выступ 14, совпадающий с центральным отверстием фитингов. Ползун 12 снабжен электрически управляемым снимающим элементом 15.
У нижнего конца выпускного канала 7, направленного в сторону зазора между валками 3, 4, установлен первый стопорный элемент 16 с электрическим управлением. Выше элемента 16 расположен соединенный с ним первый датчик 17 определения наличия фитинга для управления подачей фитингов в зазор между валками 3, 4 и отслеживания фитингов в выпускном канале 7. Выше первого стопорного элемента 16 в канале 7 установлен второй стопорный элемент 18 с электрическим управлением, к которому присоединен второй датчик 19 определения наличия фитинга в выпускном канале. Для восприятия высоты установленного в магазине ряда фитингов служит датчик 20. Управление несколькими подающими механизмами может осуществляться с помощью общего электронного управляющего прибора 21 (фиг.2), такого как схема управления с программируемым логическим контроллером, принимающего сигналы от датчиков 17, 19, 20 в каждом подающем механизме и генерирующего сигналы включения для электродвигателя 12 и снимающего элемента 15 и для освобождения стопорных элементов 16, 18 в ответ на такие сигналы. К управляющему прибору 21 может присоединяться узел оповещения 22 для формирования визуальных или звуковых предупредительных сигналов, когда высота ряда фитингов в магазине подачи 6 подающего механизма опускается ниже уровня, соответствующего положению датчика 20.
Узел оповещения 22 формирует также предупредительный сигнал, если ни один фитинг не достигает второго стопорного элемента 18 и второго датчика 19 определения наличия фитинга после нескольких включений электродвигателя 13 и снимающего элемента 15 направляющего механизма. Управляющий прибор 21 может программироваться для точного позиционирования фитингов на тонкой пленке в любой желаемой конфигурации.
Получение возвратно-поступательного движения ползуна 12 с помощью кривошипно-шатунного механизма обеспечивает высокую степень безопасности для ползуна, захват самого нижнего фитинга в ряду в магазине подачи 6 в течение каждого хода и снятие этого фитинга с помощью снимающего элемента 15, поскольку крайние положения ползуна соответствуют мертвым точкам в движении кривошипно-шатунного механизма. Безопасность устройства обеспечивается с помощью управляющего прибора, разработанного с таким расчетом, чтобы электродвигатель 13 мог работать с короткими остановками ротора в диаметрально противоположных позициях, соответствующих указанным крайним положениям. Может быть использован электродвигатель постоянного тока или шаговый электродвигатель, причем в последнем случае может быть получена высокая точность за счет регулировки формы и частоты управляющих импульсов.
На фиг.3 показан пример выполнения тента 23, отрезанного от армированного сеткой листа термопластичной пленки, в частности полиэтиленовой пленки, имеющего прямоугольную форму и снабженного фитингами 24 в виде ушек, прикрепленных отдельно вдоль всех краев тента. На фиг.4, 5 показан пример выполнения фитинга в виде ушка, имеющего форму плоского круглого диска с центральным отверстием, выполненным с диаметром, равным приблизительно одной трети диаметра диска. Толщина диска уменьшается к внешней окружности диска. Фитинг 24 в виде ушка предпочтительно изготавливается из формуемых литьем пластмасс. В качестве других возможных форм фитингов, изготовленных из металла или других материалов, могут быть использованы скобы, пряжки или крючки.
Устройство работает следующим образом.
Тонкая пленка 25 из термопластичного материала экструдируется из головки экструдера 1 в зазор между валками 3, 4. Самый нижний фитинг 24 направляется из магазина подачи 6 на ползун 12, снимается с него при помощи снимающего элемента 15 и при возвратном движении ползуна падает вниз на верхний конец выпускного канала 7. Из канала 7 фитинг попадает в зазор между валками 3, 4 путем свободного падения. Фитинг соединяется с термопластичной пленкой 25. Управляющий прибор 21 обеспечивает точное расположение фитингов на тонкой пленке в любой желаемой конфигурации, в том числе и вдоль диагональных линий 26, 27 (фиг.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ЗАСОРИВШИХСЯ ОТВЕРСТИЙ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2082511C1 |
| СПОСОБ ОТБОРА ДОЗИРОВАННЫХ ПРОБ И ПРОВЕДЕНИЯ АНАЛИЗОВ НАД ПРОБНЫМ МАТЕРИАЛОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2061212C1 |
| ДОЗИРУЮЩАЯ СИСТЕМА | 2001 |
|
RU2280769C2 |
| Силовая установка | 1988 |
|
SU1746898A3 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОЛА | 2004 |
|
RU2361503C2 |
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ ПРЯМОУГОЛЬНЫХ УПАКОВОК | 1997 |
|
RU2109664C1 |
| АВТОМАТИЗИРОВАННОЕ РАЗДАТОЧНОЕ УСТРОЙСТВО ДЛЯ БУМАЖНЫХ САЛФЕТОК | 2007 |
|
RU2455916C2 |
| СПОСОБ НАНЕСЕНИЯ СЛОЯ БЕТОНА НА НАРУЖНУЮ ПОВЕРХНОСТЬ СЕКЦИИ ПОДВОДНОГО ТРУБОПРОВОДА ИЛИ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2074333C1 |
| ВИХРЕВАЯ ГОРЕЛКА | 1992 |
|
RU2091668C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ МИКРОМОДУЛЕЙ | 1966 |
|
SU187853A1 |
Использование: изобретение относится к соединению деталей и может найти применение при изготовлении тонкой пленки с локально закрепленными фитингами, используемой в качестве тентов или изделий аналогичного назначения. Сущность изобретения: в устройстве для изготовления тонкой пленки из термопластичного материала с локально прикрепленными фитингами для тентов или аналогичных изделий привод направляющего механизма выполнен в виде электродвигателя. Выпускной канал снабжен первым стопорным элементом с присоединенным к нему первым датчиком определения наличия фитинга для управления подачей фитингов в зазор между валками и отслеживания наличия фитинга в выпускном канале. Первый стопорный элемент установлен у нижнего конца выпускного канала, направленного в сторону зазора между валками. Выпускной канал расположен под углом к горизонтальной плоскости для подачи фитинга из выпускного канала в зазор между валками путем свободного падения. Выпускной канал снабжен установленным выше первого стопорного элемента вторым стопорным элементом с присоединенным к нему вторым датчиком определения наличия фитинга, связанным посредством схемы управления с приводом направляющего механизма. Устройство снабжено также соединенным со схемой управления узлом оповещения для включения предупредительного сигнала при отсутствии фитинга у второго датчика определения наличия фитингов после нескольких включений направляющего механизма. Выпускной канал выполнен прямолинейным и снабжен расположенной у его выходного отверстия направляющей пластиной. Выпускной канал расположен под углом 70° к горизонтальной плоскости. Подающий механизм с закрепленным на нем выпускным каналом установлен с возможностью осевого перемещения в сторону валков и фиксации его в заданном положении. Подающий механизм снабжен установленным на магазине подачи датчиком восприятия высоты ряда фитингов. Направляющий механизм выполнен в виде установленного с возможностью возвратно-поступательного перемещения ползуна. Направляющий механизм снабжен электрически управляемым снимающим элементом. Ползун связан с электродвигателем через кривошипно-шатунный механизм для кратковременной остановки ползуна в двух крайних положениях, захвата при этом нижнего фитинга в магазине подачи и доставки его к верхнему концу выпускного канала. Устройство снабжено дополнительными подающими механизмами с присоединенными к ним выпускными каналами, установленными в заданных положениях относительно валков. Подающие механизмы связаны со схемой управления, включающей программируемый логический контролер. 8 з.п.ф-лы, 5 ил.
| Ферротранзисторная логическая схема "запрет" | 1959 |
|
SU130239A1 |
| Солесос | 1922 |
|
SU29A1 |

