Известные устройства для автоматической сборки микромодулей содержат поворотный стол, соединенный редуктором с дриводным двигателем, .магазины с микроэлементамИ, снабженный вакуумными присосами механизм пюдачи микроэле1ментов в зону сборки, механизм установки микроэлементов в рабочее положение и узел лрипайки соединительных проводников к микромодулям и не обеспечивают ВЫСОКОГО качества сборки.
В описываемом устройстве иовышение .производительности работы устройства и улучшение качества сборки достигнуто иапользованием управляемых кулачками ползунов с шарнирно закрепленными «а них вилкам,и, служащи1ми для совмещеп-ия соединительных проводников с лужеными пазами микроэлементов, штока, управляющего вакуумными присосами, онабжбнного двумя опирающимися на шарики конусами, установленными во втулке штока, а для фиксации положения соединительных проводни.ков использован спутник с раздвижными губками, снабженными для обрезки проводников.
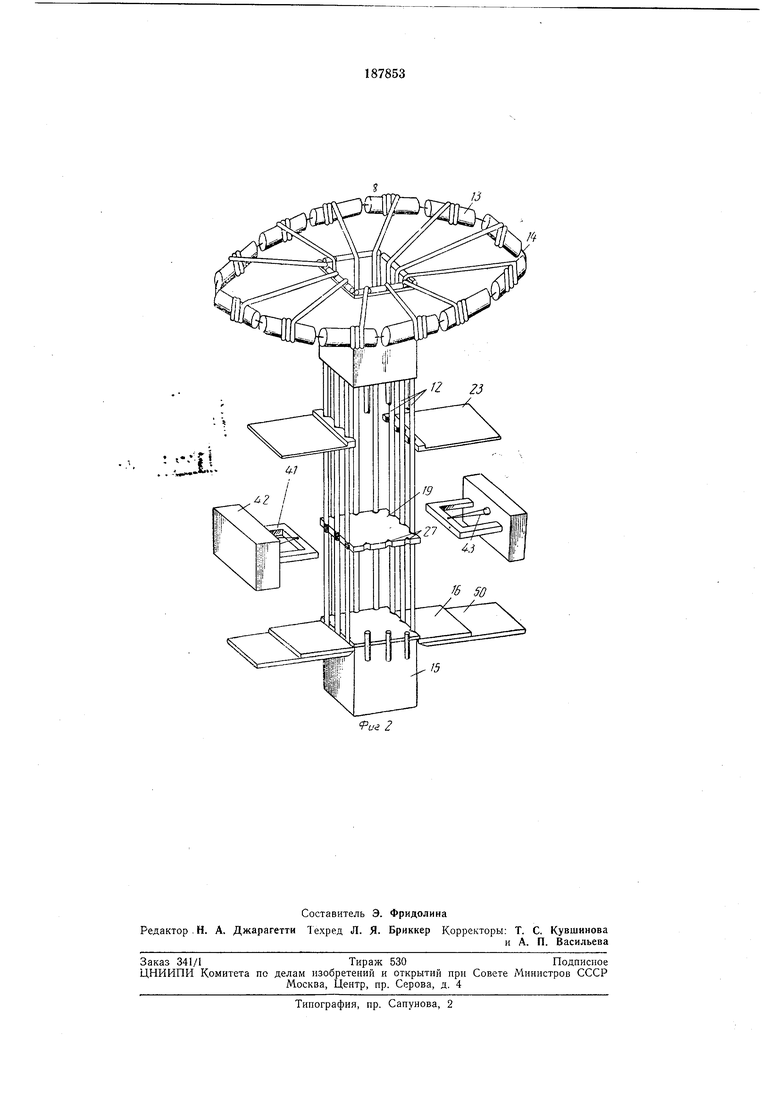
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - схема сборки и пайки микромодулей.
буемом положении и последовательности микроэлементами.
Присос 4 движется к магазину 3, где и присасывает микроэлемент, лежащий в его гнезде, а затем снова поднимается. Заняв верхнее положение, присос 4 с забранным микроэлементом останавливается. После этого установка переключается ,на автоматический режим работы.
Включается полуоборотная муфта 5 и начинает вращаться распределительный вал 6.
Движение присосу 4 передается через пару конических шестерен 7, кулак 8, зубчатый сектор 9, шестерню 10 и рейку 11.
Присос 4, двигаясь вниз, вводит микроэлемент в 12-проводниковую проволочную Обойму, образованную проводниками 12, сматываемыми с катушек 13, сидящих на общей обойме 14. Концы проводников закреплены
между стенками спутника 15 и четырьмя губками 16, размещенными в механизме 17 зажима и обреэки.
Присос 4 останавливается в зоне механизма /5 принудительного совмещения проводников
12 с пазами .микроэлементов 19.
При этом от кулака 20 через рычаг 21, который поБорачиВает диск 22, получают поступательное двилчввие четыре ползуна 23 с щарнирно закрепленными в них вилками 24. зя по пазам 26 диска 22, надвигают ,в.илки 24 на натянутые нроводники 12. При этом .проводники под действием вилок с натягол прижимаются к сторонам микроэлемента 19 и западают в V-образные лунки 27 луженых пазов микроэлементов 19. Проводники, не запавшие в лунки 27 .при поступательном движении .вилок 24, западают туда при их колебательном движении вдоль боковых сторон микроэлементов с амплитудой колебаний порядка 0,25 мм. Это перекрьшает возможную погрешность относительного смеш,ения проводника 12 и луженого паза (лунки 27) микроэлемента 19. Колебательное движение на вилки 24 передается через кулак 28, рычаг 29 диск 30 и пальцы /. Одновременно с движением лрисоса 4 Б.низ включается электродвигатель 32, который через муфту 33, шестерню 54-и рейку 35 .передает движение механизму зажима и обрезки. Последний, опускаясь, упирается в первый винто.вой упо.р 561 механизма 37 ограничения шага, после чего электродвигатель 32 останавливается. При этом между спутником 15 и первым мнкроэлементо.л -19 образуется зазор. После совмеш;ения проводников 12 с лунками 27 микроэлементов 19 вилки 24 остаются сведенными, а присос 4 подается ,в зону пайки и останавливается. Включается однооборотиая муфта 38 и лри враш,ении шестерли 39 и кулака 40 к микроэлементу 19 подходит первая пара противоположно ра.сполол ;енных паяльников 41. Проводники 12 припаиваются к двум сторонам микроэлемента 19. Выдержка В|ре.Л1ени на припайку осуществляется в зависимости от толш,ины микроэлемента с помощью реле времени, не .показанного на чертеже. По окончании выдержки времени вновь включается однооборотная муфта 38, первая пара паяльников 41 возвращается в исходное положение, а вторая .пара подводится для иайки. После припайки проводников второй парой паяльников поступает сигнал от реле времени на однооборотную муфту 38, последняя включается и вторая лара паяльников 4J возвращается в исходное положение. Зона пайки закрыта стеклянным колпаком (па чертеже .не показан) для обр:азования герметичного объема, куда подается инертный газ. Пайка в инертном газе предотвращает повышенное окисление иаяных швов и исключает необходимость флюса. Для контроля и регулирования температуры паяния паяльники снабжены автоматическими .приборами 42 ко нтроля и регулировки температуры. В качестве датчиков применяют хромель-копелевые термопары 43. После окончания процесса пайки .вилки 24 возвращаются в исходное положение, и присос 4 поворачивается на постоянный угол механизма ограничения шага 37. Механизм 44 шаговой подачи вместе со спутниюол 15 и запаянными микроэлементами 19 перемещается на шаг, сматывая с катушек 13 проводники 12 и образуя непрерывную 12-проводниковую обойму. При подходе пр.исоса 4 от верхнего положения к магазину 3 для забора очередного микроэлемента кронштейн 45 с диском / пружиной 46 возвращается в исходное положение. В конце поворота «ронщтейна 45 фиксируется диск /. В исходном положении кронштейн 45 устанавливается таким образом, что следующее гнездо с микроэлементами магазина 3 точно располагается против присоса 4. Он заб.ирает очередной микроэлемент и двигается вверх. При этом кронштейн 45 с диском / и магазином 3 отклоняется пуансоном 47 на вторую половину угла поворота и диск / поворачивается на шаг, чем обеспечивается подготов,ка для очередной выборки микроэлемента. Цикл сборки микроэлемента повторяется. После сборки .последнего микроэлемента подается команда на перемещение механизма 44 щаговой подачи до упора для образования свободных выводов у собранного м.икромодуля. Поворотом рукоятки 48 разжимаются, губки 16 И освобождается спутник 15, который по каналу 49 падает на стол устройства. Затем устройство включают на наладочный режи.м и возвращают в исходное положение механизм 37 ограничения шага, механизм 44 шаговой подачи с (раскрытыми губками 16 и присос 4. Второй спутник 15 устанавливается на присое 4 и вручную вводится в раскрытые губки 16. Поворотом рукоятки 48 закрепляют 12 проводников 12 между спутником 15 и губками 16 с одновременной обрезкой ножами 50 ранее собранного микромодуля. Цикл сборки следующего микромодуля повторяется. Для сборки микромодулей из разнотолщинных микроэлементов 19 применен механизм 51 подачи микроэлементов. 0,н забирает разнотолщинные микроэлементы из магазина 3 и располагает их нижними плоскостями в одной горизонтальной плоскости в зоне пайки. Вакуумным присосом 4 управляют при помощи штока 52, снабженного двумя опирающимися на шарики 53 конусами 54, установлен;ными во втулке 55 штока. Отсос воздуха из нижней полости присоса 4 осуществляется вакуумным насосом, не показанным на чертеже, через шток 52 и гибкий шланг 56. Предмет изобретения Устройство для автоматической сборки микромодулей, содержащее поворотный стол, соединенный редуктором с приводным двигателем, магазины с микроэлементами, .снабженный вакуумными присосами механиз1м понизм установки микроэлементов в рабочее положение и узел припайки соединительных проводников к микромодулям, отличающееся тем, что, с целью ПОБЫшения производительности работы устройства и улучшения качества сборки, в нем использованы управляемые кулачками ползуны с шарнирно закрепленными на них вилками, служащими для совмещения соединительных проводников с лужеными пазами микроэлементов, шток, управляющий вакуумными присосами, снабжен двумя опирающ,имися ла шарики конусами, установленнымИ во втулке штока, а для фиксации положения соединительных проводников использо.ван спутник с раздвижными губками, снабженными ножами для обрезки проводников.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ МИКРОМОДУЛЕЙ ЭТАЖЕРОЧНОГО ТИПА | 1969 |
|
SU236581A1 |
| Полуавтомат для сборки, склейки и пайки монтажных проводов со звуковой катушкой в динамических головках | 1988 |
|
SU1663669A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ ПЛОСКИХ КОНДЕНСАТОРОВ И ПРИПАЙКИ К НИМ ВЫВОДОВ | 1967 |
|
SU205959A1 |
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ МИКРОМОДУЛЕЙ | 1965 |
|
SU169607A1 |
| ВСШОЮЗИАЯ [!:^Т::?п'но-таш4?:|1/ | 1973 |
|
SU372754A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Устройство для сборки и подготовки к монтажу электролитических конденсаторов | 1972 |
|
SU481078A1 |
| Устройство для автоматической пайки выводов плоских конденсаторов | 1979 |
|
SU862253A1 |
| Устройство лужения и пайки монтажных соединений | 1984 |
|
SU1225730A1 |

Lfi/i
