Изобретение относится к машиностроению и может быть использовано для определения оптимальной скорости резания. Целью предлагаемого способа является повышение точности и снижение трудоемкости в определении оптимальной скорости резания.
Сущность изобретения состоит в том, что назначают исходные параметры, характеризующие напряженно-деформированное состояние на контактных поверхностях и измеренные в процессе резания на различных скоростях. За оптимальную принимают скорость, при которой исходные параметры на задней и передней поверхностях принимают равные значения. В качестве исходного параметра используют значение средних коэффициентов трения.
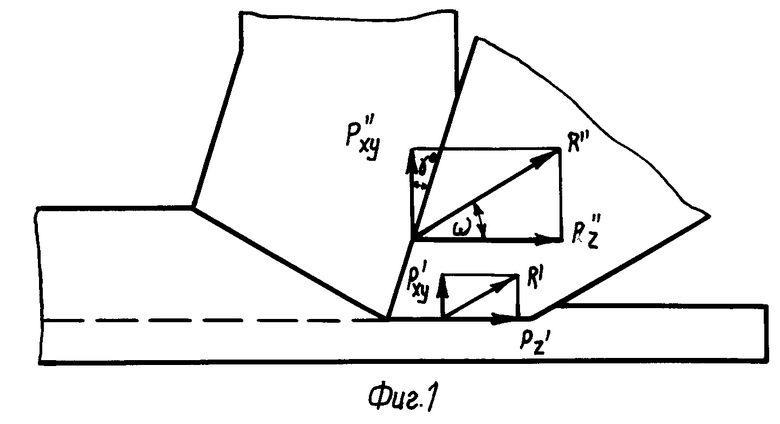
В целом способ осуществляется в следующей последовательности. Определяются с помощью динамометра горизонтальная и вертикальная проекции общей силы резания Pxy и Pz, действующей на передней и задней поверхности режущего клина при резании в зависимости от скорости. Затем находятся горизонтальные и вертикальные проекции сил, действующих на задней поверхности Pxy' и Pz' по методу экстраполяции на нулевую толщину среза при постоянной усадке стружки. Вычитанием из проекции общей силы резания проекций сил на задней поверхности получают значение горизонтальной и вертикальной проекции сил резания Pxy' и Pz' на передней поверхности. На фиг. 1 представлена схема распределения сил резания на передней и задней поверхности режущего клина. Из нее следует, что горизонтальная и вертикальная проекция общей силы при несвободном резании равны
Pxy = Pxy'' + Pxy' (1)
Pz = Pz'' + Pz' (2)
Определение сил на задней поверхности основано на положении об их независимости от толщины среза. Горизонтальная и вертикальная проекции силы резания на передней поверхности снижаются с уменьшением толщины среза. При толщине среза, стремящейся к нулю, зависимости (1) и (2) принимают вид: l
l
 Pxy = Pxy′ (3)
Pxy = Pxy′ (3) l
l
 Pz = Pz′ (4)
Pz = Pz′ (4)
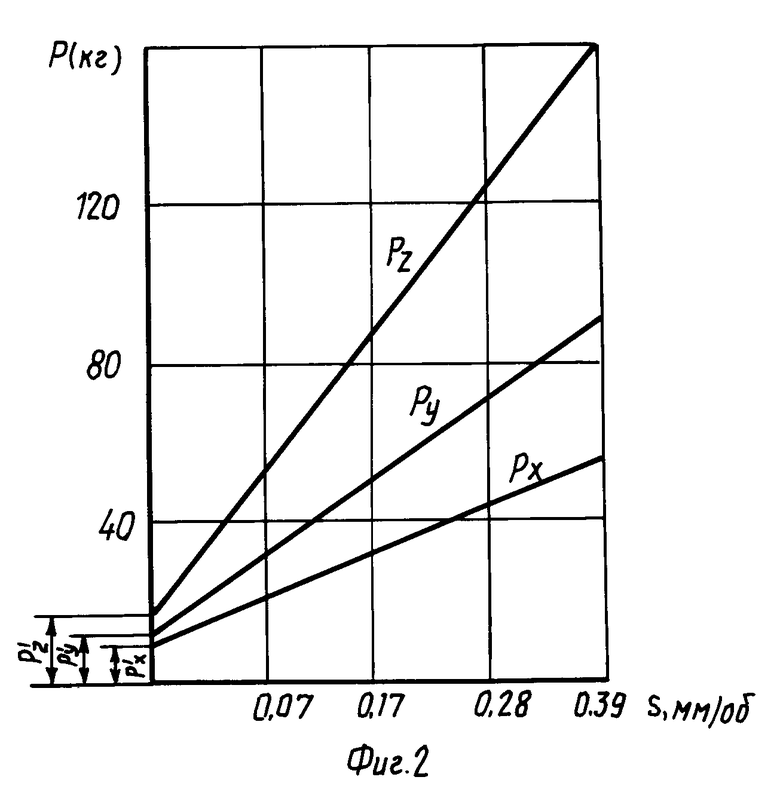
Таким образом, для получения значений проекций силы резания на задней поверхности устанавливают на графике "проекция силы резания - толщина среза" снижение силы на передней поверхности с уменьшением толщины среза и экстраполируют полученную зависимость на нулевую толщину среза. Пересечение полученной прямой с осью ординат, показанное на фиг. 2, дает величину проекции силы на задней поверхности. Рассмотренную последовательность используют в определении проекций силы резания на задней поверхности при различных скоростях резания.
Средний коэффициент трения стружки с передней поверхностью при различных соотношениях горизонтальной и вертикальной проекции силы резания для ряда скоростей определяют из зависимостей
tgω =  =
=  =
= 
(5)
μ=tg(ω+γ) (6)
Средний коэффициент трения задней поверхности инструмента с обрабатываемым материалом определяют из зависимости
μ1 =  =
= 
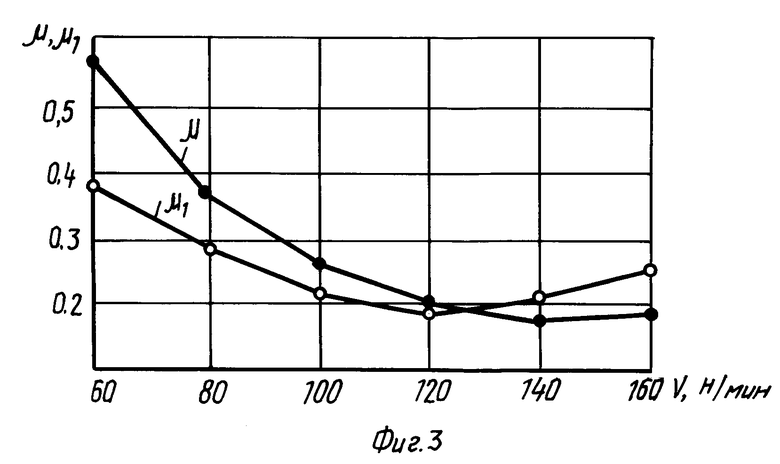
(7) После определения коэффициентов трения на передней и задней поверхностях при различных скоростях резания строятся графики зависимости изменения коэффициентов трения от скорости резания, фиг. 3. Интенсивность изменения средних коэффициентов трения на передней и задней поверхностях режущего клина не одинакова. Пересечение двух зависимостей, определяющее равенство средних коэффициентов трения на контактных поверхностях соответствует режиму работы оборудования с оптимальной скоростью резания. При низкой скорости резания длина контакта стружки с передней поверхностью, касательная сила трения, а также касательные напряжения высокие. С возрастанием скорости резания указанные факторы значительно снижаются. Это обусловлено изменением механизма пластической деформации в зоне стружкообразования, увеличением температуры и снижением жесткости сходящей стружки. В результате отношение касательных напряжений к нормальным, а следовательно и средний коэффициент трения, с увеличением скорости резания существенно снижается. С увеличением скорости резания длина контакта, касательная сила трения и касательные напряжения на задней поверхности режущего клина уменьшаются не так заметно, как на передней поверхности. Это объясняется несущественным снижением жесткости обрабатываемого материала, незначительным повышением температуры, вследствие интенсивного теплоотвода в обрабатываемый материал, а также неизменным характером механизма упруго-пластического контакта. Вследствие этого изменение отношения касательных напряжений к нормальным - среднего коэффициента трения на задней поверхности с увеличением скорости резания не столь заметно, как на передней поверхности.
Уменьшение средних коэффициентов трения на контактных поверхностях режущего клина с увеличением скорости резания приводит к снижению интенсивности его износа. Это обусловлено снижением среднего напряжения циклических нагрузок, действующих в области вершины режущей кромки. В итоге уменьшается разрушение режущего клина от действий различных видов износа.
Скорость резания, при которой устанавливается равенство средних коэффициентов трения на передней и задней поверхности, существенным образом влияет на снижение величины амплитуды циклических нагрузок, действующих как на отдельные зерна, так и на континиум зерен в районе вершины режущей коронки в целом. Вследствие этого уменьшается вероятность зарождения и распространения трещин, а следовательно и разупрочняющего расшатывания зерен структуры режущей части инструментального материала. Снижается интенсивность вырывания разупрочненных микрообъемов материала вершины режущей кромки, а также ускоренное распространение износа на переднюю и заднюю поверхность режущего клина. Суммарный износ режущего инструмента при работе на оптимальной скорости резания, соответствующий равенству средних коэффициентов трения на передней и задней поверхности существенно снижается.
П р и м е р. Силы резания для каждой скорости 60, 80, 100, 120, 140, 160 м/мин и для подач 0,07; 0,17; 0,28; 0,39 мм/об определяют в процессе точения на станке мод. 163 стали 40ХН2МА с помощью трехкомпонентного динамометра УДМ600. Методом экстраполяции на нулевую толщину среза определяют силы на задней поверхности на каждой из вышеуказанной скорости резания. Путем вычитания из общей силы резания - для подачи 0,17 мм/об сил на задней поверхности - определяют силы на передней поверхности. Затем с помощью выше рассмотренных зависимостей (1, 2, 3, 4, 5, 6, 7) - определяют значения средних коэффициентов трения на передней и задней поверхности в зависимости от скорости резания.
Для исследований используют 4-гранные твердосплавные пластинки из Т5К10 с передним углом γ = 0о, задним α = 10о, углом в плане ϕ = 45о, вспомогательным углом в плане ϕ1 = 45о. Сравнение средних коэффициентов трения на передней и задней поверхностях производят при постоянной подаче, равной 0,17 мм/об. Глубину резания во всех опытах берут 2 мм. Исследования проводят без охлаждения. Скорость резания изменяют от 60 до 160 м/мин.
На основании проведенных исследований строят зависимости изменения средних коэффициентов трения на передней и задней поверхности режущего клина в зависимости от изменения скорости резания.
Значение скорости резания, при которой соблюдается равенство средних коэффициентов на передней и задней поверхности является оптимальной. В данном примере она оказалась равной 118 м/мин. Средние коэффициенты трения на контактных поверхностях в данном примере равняются 0,2. Оптимальная скорость резания, определенная по способу, предлагаемому в прототипе, оказалась равной 135 м/мин. Для сравнения полученных результатов были проведены стойкостные испытания пластинок при резании стали 40ХН2МА с подачей 0,17 мм/об и глубиной 2 мм в зависимости от скорости резания.
Установлено, что максимальная стойкость и минимальная интенсивность износа режущего инструмента соответствует скорости, равной 120 м/мин. При этом ошибка в определении величины скорости резания по предлагаемому способу в сравнении с методом стойкостных испытаний составляет менее 2%, а ошибка в определении оптимальной скорости резания с методом стойкостных испытаний составляет более 10%.
Таким образом, точность предлагаемого способа выше, а трудоемкость ниже по сравнению как с прототипом, так и с методом стойкостных испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 1999 |
|
RU2168394C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2002 |
|
RU2230630C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2001 |
|
RU2189887C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2000 |
|
RU2179910C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2257565C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2249198C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2008 |
|
RU2374040C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЁРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2001 |
|
RU2209413C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2011 |
|
RU2465985C1 |
Изобретение относится к машиностроению и может быть использовано при оптимизации режимов резания. Сущность изобретения заключается в том, что назначают исходные параметры, характеризующие напряженно-деформированное состояние на контактных поверхностях и измеренные в процессе резания на различных скоростях. За оптимальную принимают скорость, при которой исходные параметры на задней и передней поверхностях принимают равные значения. В качестве исходного параметра используют значения средних коэффициентов трения. 3 ил.
СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ, согласно которому на передней и задней поверхностях инструмента назначают исходные параметры, характеризующие напряженно-деформированное состояние на контактных поверхностях и измеренные в процессе резания на различных скоростях, а за оптимальную принимают скорость, при которой исходные параметры на задней и передней поверхностях принимают равные значения, отличающийся тем, что в качестве исходного параметра используют значение средних коэффициентов трения.
| Способ определения оптимальной скорости резания | 1985 |
|
SU1266659A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
