Изобретение относится к электрохимической промышленности и может быть использовано при изготовлении химических источников тока, в частности щелочных биполярных аккумуляторных батарей дисковой конструкции.
Известен способ сборки биполярной аккумуляторной батареи путем помещения в корпус биполярных электродов на общей металлической перемычке, края которой армированы в стенки корпуса [1]. Однако этот способ может быть использован только для сборки источников тока, корпус которых выполнен из непроводящих материалов, например свинцовых батарей, и его нельзя применять для сборки щелочных источников тока, имеющих металлический корпус, в частности для биполярных батарей дисковой конструкции, так как в этом случае из-за проводимости корпуса нарушается принцип биполярности (все электроды оказываются замкнутыми накоротко) и батарея оказывается неработоспособной.
Наиболее близким по технической сущности и достигаемому результату является способ сборки химических источников тока, в частности биполярной аккумуляторной батареи [2], состоящий из отдельных камер, герметично изолированных одна от другой, путем помещения в дисковый металлический корпус биполярных электродов на общей металлической перемычке, края которой армированы в пластмассовой прокладке, сепараторов, электролита, крайних монополярных электродов, крышки и завальцовки края корпуса на концевые участки прокладки и крышки. При этом завальцовка осуществляется радиальным обжатием стенки корпуса протягиванием батареи сквозь матрицу, за счет чего достигается уплотнение стенки прокладки между внутренней боковой поверхностью корпуса и наружной боковой поверхностью крышки.
Однако и этот способ сборки имеет существенный недостаток, заключающийся в возможности нарушения герметичности в месте соединения перемычки с пластмассовой прокладкой, что приводит к перетоку электролита и утечки тока между отдельными камерами биполярной батареи и в итоге к снижению емкости и разрядного напряжения. Причиной нарушения герметичности в месте соединения перемычки с прокладкой является деформация прокладки в месте контакта наружной боковой поверхности прокладки и внутренней боковой поверхности корпуса в процессе установки армированной прокладки в корпус, а также при протягивании батареи сквозь матрицу.
Кроме того, при таком способе сборки не созданы условия для удаления излишнего воздуха из камеры, прилегающей к дну корпуса, во время установки прокладки, армированной перемычкой, из-за чего не обеспечивается надежная посадка прокладки на дно корпуса, а на наружной поверхности прокладки образуются царапины, нарушающие герметичность батареи в зоне завальцовки.
Задача, которую решает изобретение, заключается в устранении перечисленных выше недостатков, обеспечение надежности герметизации перемычки в месте ее армирования в пластмассовой прокладке, обеспечении надежной посадки прокладки на дно корпуса и повышении надежности герметизации в узле завальцовки.
Решение поставленной задачи достигается тем, что в известном способе сборки биполярной аккумуляторной батареи путем помещения в дисковый металлический корпус биполярных электродов на общей металлической перемычке, края которой армированы в пластмассовой прокладке, сепараторов, электролита, крайних монополярных электродов, крышки и завальцовки края корпуса на концевые участки прокладки и крышки между наружной поверхностью прокладки и внутренней боковой поверхностью корпуса оставляют радиальный зазор.
Сопоставительный анализ заявляемого решения с прототипом показывает, что предлагаемый способ отличается от известного тем, что между наружной поверхностью прокладки и внутренней боковой поверхностью корпуса оставляют радиальный зазор. Таким образом, предлагаемый способ соответствует условию патентоспособности изобретений "новизна". Сравнение заявляемого решения с другими техническими решениями в данной области техники не позволило выявить аналогичных общедоступных источников, что позволяет сделать вывод о том, что предложенное решение соответствует уровню патентоспособности изобретения "изобретательский уровень".
На чертеже представлен для иллюстрации способа поперечный разрез биполярной аккумуляторной батареи.
В металлический корпус 1 устанавливают электроды 2 и 3 на общей перемычке 4, края которой армируются в прокладку 5, крайние электроды 6 и сепаратор 7. В порах сепаратора и электродов размещен электролит 8. Прокладка 5 выполнена таким образом, что между ее наружной Б и внутренней В поверхностями имеется радиальный зазор δрад как в цилиндрической, так и в конической части А корпуса 1. Устанавливают крышки 9 и производят закальцовку края корпуса 1 на концевые участки прокладки 5 и крышки 9. Благодаря наличию зазора δрад при установке прокладки, армированной перемычкой в корпус батареи, воздух из нижней камеры свободно удаляется наружу и прокладка надежно устанавливается на дно корпуса, устраняется возможность деформации прокладки в месте армирования ее перемычкой и нарушения герметичности между камерами, предотвращается возможность появления царапин на поверхности прокладки за счет трения о стенку корпуса, что повышает надежность герметизации батареи в узле завальцовки.
Были изготовлены опытные образцы дисковой биполярной аккумуляторной батареи емкостью 0,1 А.ч. В стальной корпус с наружным диаметром в цилиндрической части 22,0 мм и толщиной стенки 0,35 мм устанавливают положительные оксидноникелевые электроды в виде таблеток диаметром 19,2 мм и высотой 1,6 мм и отрицательные кадмиевые электроды диаметром 17,8 мм и высотой 1,5 мм, сепаратор из капроновой ткани толщиной 0,3 мм и прокладку из полиамида, армированную перемычкой из стальной ленты толщины 0,15 мм и диаметром 20,5 мм. Толщина стенки прокладки 0,9 мм, а ее наружный диаметр 21,1 мм. Таким образом между стенкой корпуса и прокладкой был обеспечен радиальный зазор δрад равный 0,1 мм. После сборки всех деталей в корпус устанавливают крышку из стали толщиной 0,35 мм и диаметром 20,7 мм и завальцовывают батарею протягиванием сквозь матрицу диаметром 22,0 мм, обеспечивая таким образом диаметр 22,0 мм батареи по всей высоте.
Для сравнения изготавливают партию батарей в соответствии с прототипом. Для этого используют корпус с внутренним диаметром 21,1 мм, равным наружному диаметру прокладки. Таким образом радиальный зазор между корпусом и прокладкой отсутствует. Диаметр крышки был уменьшен до 20,5 мм. Остальные детали были такие же, как при изготовлении опытных образцов в соответствии с предлагаемым способом сборки.
Сравнительные испытания показали, что опытные образцы батареи имеют емкость 0,1 А. ч. и среднее разрядное напряжение 2,5 В. Брак по течи электролита в узле завальцовки отсутствует. Батареи, изготовленные в соответствии с прототипом, имеют емкость 0,80-0,85 А.ч. и среднее разрядное напряжение 2,2 В. Причиной снижения емкости и напряжения является нарушение изоляции друг от друга отдельных камер батареи в месте армирования перемычки в прокладке из-за деформации перемычки. У 10% батарей наблюдается течь электролита в узле завальцовки вследствие появления царапин на наружной поверхности стенки прокладки. В ряде случаев при установке прокладки в корпус не удается достичь ее фиксации на дне корпуса из-за того, что воздух не удаляется из замкнутого объема нижней камеры.
Таким образом необходимое качество батарей обеспечивает только такой способ сборки, который выполняется в соответствии с отличительными особенностями изобретения. Применение предлагаемого способа позволяет создать производство биполярных аккумуляторных батарей, отличающихся высокими техническими и эксплуатационными показателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ БИПОЛЯРНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ | 1992 |
|
RU2025000C1 |
| ГЕРМЕТИЧНЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1992 |
|
RU2025834C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИЗА | 1995 |
|
RU2095475C1 |
| МАЛОГАБАРИТНЫЙ ГЕРМЕТИЧНЫЙ ЦИЛИНДРИЧЕСКИЙ ЩЕЛОЧНОЙ АККУМУЛЯТОР | 1993 |
|
RU2041534C1 |
| ДАТЧИК ДЕТОНАЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2125719C1 |
| КРЫШКА АККУМУЛЯТОРНОЙ БАТАРЕИ | 1996 |
|
RU2098890C1 |
| СПОСОБ СБОРКИ ПЛОСКОГО АККУМУЛЯТОРА | 1994 |
|
RU2066902C1 |
| ЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1992 |
|
RU2024115C1 |
| ГЕРМЕТИЗИРОВАННЫЙ СВИНЦОВО-КИСЛОТНЫЙ АККУМУЛЯТОР | 1999 |
|
RU2180976C2 |
| СВИНЦОВАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2006 |
|
RU2299501C1 |
Использование: в производстве химических источников тока. Сущность изобретения: в дисковый металлический корпус 1 устанавливают с зазором прокладку 5, на дно корпуса 1 помещают биполярные электроды 3 и 2, крайние монополярные электроды 6, сепараторы 7, закрывают корпус 1 крышкой 9 и завальцовывают края корпуса 1 на концевые участки пластмассовой прокладки 5 и крышки 9. Электролит 8 находится в порах электродов 2,3 и 6 и сепараторов 7. Края металлической перемычки 4 биполярных электродов 2, 3 армированы материалом прокладки 5, что повышает надежность герметизации. 1 ил.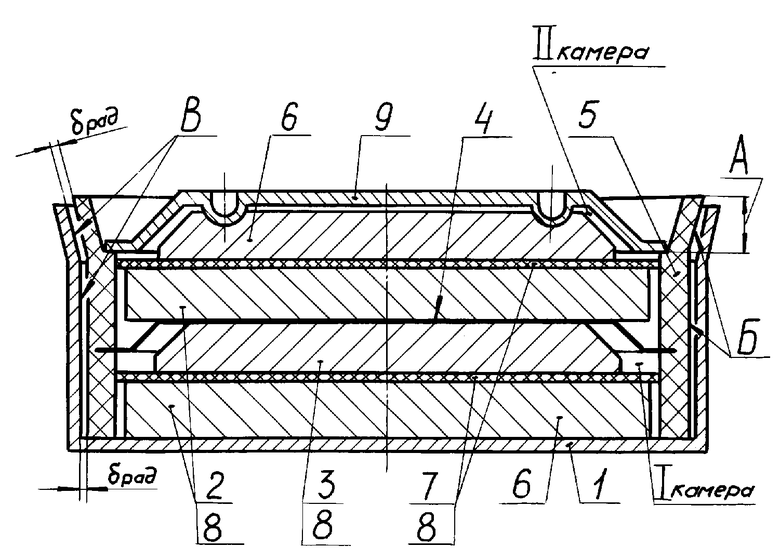
СПОСОБ СБОРКИ БИПОЛЯРНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ путем помещения в дисковый металлический корпус биполярных электродов на общей металлической перемычке, края которой армированы в пластмассовой прокладке, сепараторов, электролита, крайних монополярных электродов, крышки и завальцовки края корпуса на концевые участки прокладки и крышки, отличающийся тем, что между наружной поверхностью прокладки и внутренней боковой поверхностью корпуса оставляют радиальный зазор.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ МОСКОВСКИЕ С КРАСНЫМ ОСНОВНЫМ СОУСОМ" | 2008 |
|
RU2355220C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
