Изобретение относится к электротехнической промышленности и может быть использовано при изготовлении химических источников тока, в частности щелочных биполярных аккумуляторных батарей дисковой конструкции.
Известен способ сборки биполярной аккумуляторной батареи путем помещения в корпус биполярных электродов на общей металлической перемычке, края которой армированы в стенки корпуса [1]. Недостатком такого способа является то, что он может быть использован только для сборки источников тока, корпус которых выполнен из непроводящих материалов, например свинцовых батарей, и его нельзя применить для сборки щелочных источников тока, имеющих металлический корпус, в частности для биполярных батарей дисковой конструкции, так как в этом случае из-за проводимости корпуса нарушается принцип биполярности (все электроды оказываются замкнутыми накоротко) и батарея оказывается неработоспособной.
Наиболее близким по технической сути и достигаемому результату является способ сборки химических источников тока, в частности биполярной аккумуляторной батареи [2] (прототип), путем помещения в металлический корпус биполярных электродов на общей металлической перемычке, края которой армированы в пластмассовой прокладке, сепараторов, электролита, крайних монополярных электродов, крышки и завальцовки края корпуса на концевые участки прокладки и крышки с помощью матрицы таким образом, чтобы получить гарантированное уплотнение стенки прокладки между внутренней боковой поверхностью корпуса и наружной боковой поверхностью крышки, при этом уплотнение прокладки достигается за счет радиального обжатия стенки корпуса протягиванием батареи сквозь матрицу.
Такой способ сборки, поскольку он включает операцию установки пластмассовой прокладки, в которую армированы края перемычек биполярных электродов, позволяет изготавливать аккумуляторы с металлическим корпусом, в том числе и щелочные биполярные батареи. Однако и этот способ сборки имеет существенный недостаток, заключающийся в возможности нарушения герметичности в месте соединения перемычки с пластмассовой прокладкой, что приводит к повышенному саморазряду батареи и самопроизвольному разложению воды и в итоге к снижению емкости и разрядного напряжения. Причиной нарушения герметичности в месте соединения перемычки с прокладкой является давление на внешнюю боковую поверхность прокладки в зоне ее контакта с внутренней боковой поверхностью корпуса при протягивании сквозь матрицу в процессе завальцовки. Обусловлено это тем, что в известных батарей корпус имеет одинаковый диаметр по всей высоте, поэтому при протягивании корпуса сквозь матрицу он будет подвергаться радиальному обжатию также по всей высоте, в том числе в месте контакта прокладки с корпусом, что вызывает деформацию прокладки, приводящую к нарушению герметичности в месте армирования перемычки.
Задача изобретения - повышение надежности герметизации перемычки в месте ее армирования в пластмассовой прокладке.
Решение поставленной задачи достигается тем, что в известном способе сборки биполярной аккумуляторной батареи путем помещения в дисковый металлический корпус биполярных электродов на общей металлической перемычке, края которой армированы в пластмассовой прокладке, сепараторов, электролита, крайних монополярных электродов, крышки и завальцовки, края корпуса на концевые участки прокладки и крышки с помощью матрицы наружный диаметр цилиндрической части корпуса выбирают меньшим диаметра завальцованного участка корпуса с образованием зазора между матрицей и наружной поверхностью цилиндрической части корпуса под завальцовываемым участком, а перемычку размещают в этой цилиндрической части корпуса.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что наружный диаметр цилиндрической части корпуса выбирают меньшим диаметра завальцованного участка корпуса с образованием зазора между матрицей и наружной поверхностью цилиндрической части корпуса под завальцовываемым участком, а перемычку размещают в этой цилиндрической части корпуса. Таким образом, предлагаемый способ соответствует условию патентоспособности изобретений "новизна". Сравнение заявляемого решения с другими техническими решениями в данной области техники не позволяет выявить аналогичных общедоступных источников, т. е. предложенное решение соответствует уровню патентоспособности изобретения "изобретательский уровень".
На чертеже представлена иллюстрация предложенного способа (поперечный разрез биполярной аккумуляторной батареи).
В дисковый металлический корпус 1 помещают биполярные электроды 2 на общей металлической перемычке 3, края которой армированы в пластмассовой прокладке 4, сепараторы 5, электролит 6, заполняющий поры электродов и сепаратора, крайние монополярные электроды 7 и крышку 8. У корпуса 1 наружный диаметр D1 в зоне А, имеющей цилиндрическую форму, выполняют меньшего размера, чем диаметр D2, который приобретает корпус после завальцовки, на величину δ , достаточную, чтобы при протягивании сквозь матрицу, которая также имеет диаметр D2, в процессе завальцовки обеспечить гарантированный зазор 0,5 δ между внутренней боковой поверхностью матрицы и наружной боковой поверхностью корпуса в зоне А, а перемычку 3 армируют в прокладке 4 таким образом, чтобы место армирования находилось в пределах зоны А. В результате в месте армирования прокладка 4 не подвергается деформации при завальцовке, что предотвращает опасность нарушения герметичности между камерами батареи и тем самым увеличивает надежность узла герметизации и повышает надежность батареи в работе.
Для осуществления способа согласно изобретению были изготовлены опытные образцы дисковой биполярной аккумуляторной батареи емкостью 0,1 А.ч. Для батарей используют положительные оксидноникелевые электроды в виде таблеток диаметром 19,2 мм и высотой 1,6 мм и отрицательные кадмиевые электроды диаметром 17,8 мм и высотой 1,5 мм. Перемычку, разделяющую батарею на две отдельные камеры, выполняют из стальной ленты толщиной 0,15 мм. Она имеет форму тарелки диаметром 20,7 мм, отогнутый край которой на глубину 0,5 мм армируют в стенку полиамидной прокладки. Толщина стенки прокладки в месте армирования перемычки 0,9 мм. Все детали устанавливают в стальной корпус, выполненный из ленты толщиной 0,35 мм. Наружный диаметр цилиндрической части корпуса в месте армирования прокладки (на высоту 4 мм от дна корпуса) 21,8 мм. Наружный диаметр корпуса в зоне завальцовки 22,4 мм. После сборки всех деталей в корпус устанавливают крышку из стали толщиной 0,35 мм и диаметром 20,7 мм и завальцовывают батарею протягиванием сквозь матрицу диаметром 22,0 мм. Таким образом, после завальцовки наружный диаметр батареи в зоне завальцовки 22,0 мм, а в зоне армирования перемычки в прокладке неизменен, т. е. 21,8 мм, благодаря чему прокладка в зоне армирования при завальцовке не подвергается деформации. Для сравнения изготавливают партию батарей в соответствии с прототипом. Для этого используют корпус с наружным диаметром, одинаковым по всей высоте, таким образом зазор между матрицей и наружной поверхностью цилиндрической части корпуса в месте, где расположена перемычка, отсутствует.
Сравнительные испытания показали, что опытные образцы батареи имеют емкость 0,1 А. ч. и среднее разрядное напряжение 2,5 В. Батареи, изготовленные в соответствии с прототипом, имеют емкость 0,85 - 0,9 А.ч и среднее разрядное напряжение 2,3 В. Анализ показал, что причиной снижения показателей в последнем случае является деформация прокладки в месте армирования перемычки, благодаря чему наблюдаются переток электролита и утечки тока между отдельными камерами батареи.
Применение предлагаемого способа позволяет создать производство биполярных аккумуляторных батарей, отличающихся высокими техническими показателями и надежностью в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ БИПОЛЯРНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ | 1992 |
|
RU2024999C1 |
| ГЕРМЕТИЧНЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1992 |
|
RU2025834C1 |
| ДАТЧИК ДЕТОНАЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2125719C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИЗА | 1995 |
|
RU2095475C1 |
| ЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1992 |
|
RU2024115C1 |
| МАЛОГАБАРИТНЫЙ ГЕРМЕТИЧНЫЙ ЦИЛИНДРИЧЕСКИЙ ЩЕЛОЧНОЙ АККУМУЛЯТОР | 1993 |
|
RU2041534C1 |
| КРЫШКА АККУМУЛЯТОРНОЙ БАТАРЕИ | 1996 |
|
RU2098890C1 |
| СПОСОБ СБОРКИ ПЛОСКОГО АККУМУЛЯТОРА | 1994 |
|
RU2066902C1 |
| ГЕРМЕТИЗИРОВАННЫЙ СВИНЦОВО-КИСЛОТНЫЙ АККУМУЛЯТОР | 1999 |
|
RU2180976C2 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ (ВАРИАНТ) | 1996 |
|
RU2086052C1 |
Использование: в производстве химических источников тока. Сущность изобретения: в дисковый металлический корпус 1 устанавливают по образующей пластмассовую прокладку 4 и биполярные электроды 2 на общей металлической перемычке 3, сепараторы 5, крайние монополярные электроды 7 и крышку 8. Электролит 6 находится в порах электродов 2 и 7 и сепараторов 5. Края металлической перемычки 3 армированы материалом пластмассовой прокладки 4. Собранную батарею устанавливают в матрицу и завальцовывают края металлического корпуса 1 на концевые участки пластмассовой прокладки 4 и крышки 8. Металлическую перемычку 3 размещают под завальцовываемым участком, наружный диаметр которого больше наружного диаметра цилиндрической части металлического корпуса 1, что позволяет создать зазор между матрицей и этой частью и повысить надежность герметизации. 1 ил.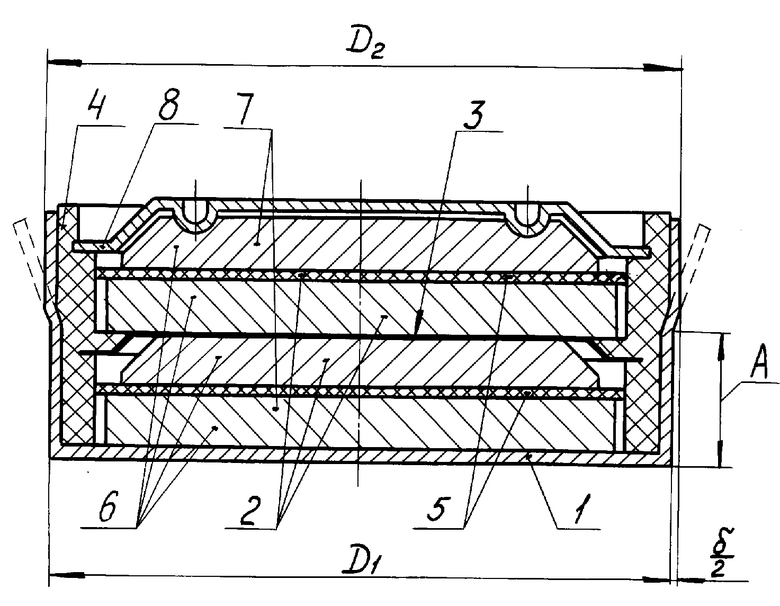
СПОСОБ СБОРКИ БИПОЛЯРНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ путем помещения в дисковый металлический корпус биполярных электродов на общей металлической перемычке, края которой армированы в пластмассовой прокладке, сепараторов, электролита, крайних монополярных электродов, крышки и завальцовки края корпуса на концевые участки прокладки и крышки с помощью матрицы, отличающийся тем, что наружный диаметр цилиндрической части корпуса выбирают меньшим диаметра завальцованного участка корпуса с образованием зазора между матрицей и наружной поверхностью цилиндрической части корпуса под завальцовываемым участком, а перемычку размещают в этой цилиндрической части корпуса.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ МОСКОВСКИЕ С КРАСНЫМ ОСНОВНЫМ СОУСОМ" | 2008 |
|
RU2355220C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
