Изобретение относится к литейному производству и может найти применение при получении отливок в машиностроении.
Известен способ литья с направленнной кристаллизацией, по которому литейную форму устанавливают на холодильник и помещают в нагревательную зону, форму заливают расплавом и перемещают относительно зоны нагрева со скоростью, обеспечивающей направленную кристаллизацию отливки.
Известен способ, согласно которому в плавильную полость тигля загружают шихту и расплавляют ее, для доводки металла через верх плавильной полости вводят модификатор, в сквозную полость тигля помещают литейную форму, которую крепят к корпусу подвижной части плавильной печи. Затем подвижную часть плавильной печи отклоняют в сторону сливного носика тигля, заливают форму расплавом и возвращают подвижную часть плавильной печи в исходное положение. Процесс затвердевания отливки регулируют путем вытягивания формы из сквозной полости тигля, при этом работает плавильная печь и обогревает прибыльную часть формы, остающуюся в сквозной полости тигля.
При использовании известного способа при плавке и заливке на воздухе металл окисляется. Это приводит к снижению качества литых изделий.
Для предотвращения окисления металла в предлагаемом способе в плавильную полость тигля загружают шихту, расплавляют ее, для доводки металла вводят модификатор, в сквозную полость тигля помещают литейную форму и прикрепляют ее к корпусу подвижной части плавильной печи, которую затем отклоняют в сторону сливного носика тигля, заливают форму, возвращают подвижную часть плавильной печи в исходное положение, в процессе затвердевания отливки металл в прибыли формы поддерживают в жидком состоянии, при этом перед расплавлением шихты тигель закрывают крышкой, а модификатор вводят через сквозную полость тигля, при этом в процессе плавки шихты, заливки формы и затвердевания отливки в плавильную полость через отверстия в крышке подают инертный газ.
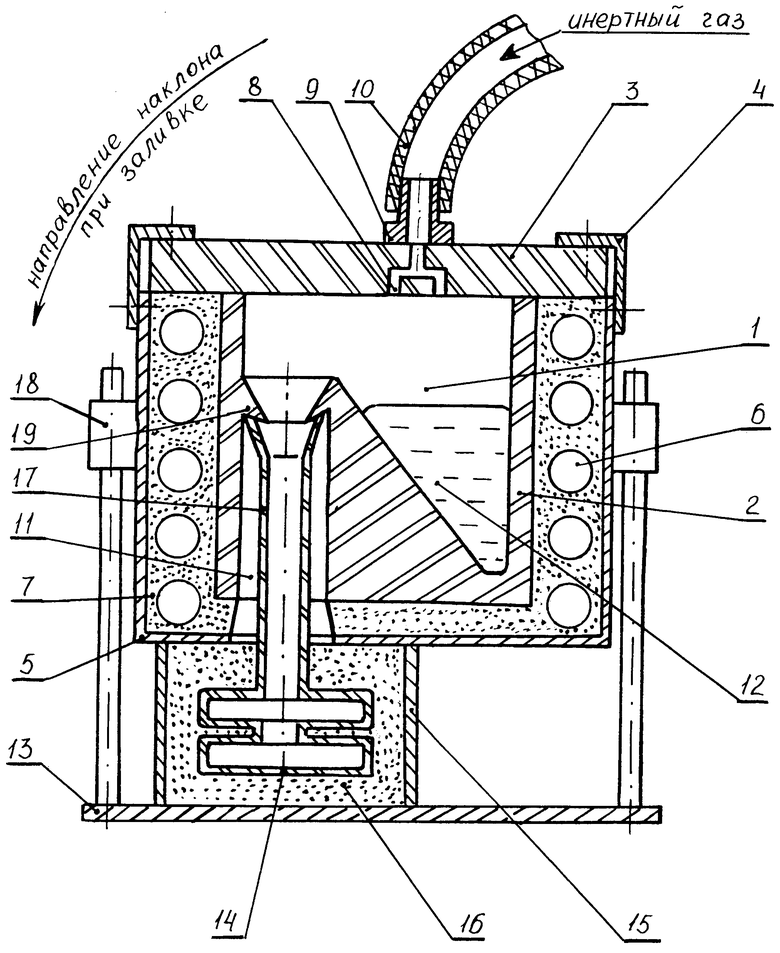
На чертеже изображена принципиальная схема осуществления предлагаемого способа.
Способ осуществляют следующим образом.
В плавильную полость 1 тигля 2 загружают шихту, тигель 2 закрывают крышкой 3, которую прикрепляют струбцинами 4 к корпусу 5 подвижной части плавильной печи, содержащей индуктор 6, в котором закреплен тигель 2 при помощи футеровки 7. В плавильную полость 1 подают под избыточным давлением инертный газ. Для этого используют систему каналов 8 в крышке 3, штуцер 9 и гибкий шланг 10, который соединяют с баллоном с сжатым инертным газом. Благодаря избыточному давлению газ вытесняет воздух из плавильной полости 1. При этом газ уходит в атмосферу через сквозную полость 11 и зазоры в крышке 3. В результате создается проток инертного газа. Для надежной защиты металла от окисления достаточно небольшого превышения давления инертного газа над атмосферным давлением. Например, для аргона это 5...10%. После подачи инертного газа в плавильную полость 1 включают индуктор 6 и расплавляют шихту. Окончательно доводят расплавленный металл 12 в плавильной полости 1 модифицированием. Для этого модификатор, закрепленный в захвате на конце штатива, вводят снизу вверх через сквозную подлость 11. Несложное приспособление обеспечивает раскрытие захвата и попадание кусков модификатора на зеркало расплавленного металла 12. Эта операция позволяет не открывать крышку 3 и тем самым предохраняет металл от окисления. После модифицирования на поддон 13 устанавливают литейную форму 14, которая находится в обечайке 15 с опорным наполнителем 16. Заливочный стояк 17 (он же выполняет роль прибыли) выступает над обечайкой 15 на высоту сквозной полости 11 тигля 2. При помощи механизма 18 перемещения заливочный стояк 17 помещают в сквозную полость 11, а обечайку 15 прижимают к корпусу 5. При этом литниковая чаша заливочного стояка 17 охватывает сливной носик 19 тигля 2. В дальнейшем подвижную часть плавильной печи отклоняют в сторону сливного носика 19 (направление наклона показано стрелкой), заливают литейную форму 14 и возвращают подвижную часть плавильной печи в исходное положение. В процессе затвердевания отливки металл в заливочном стояке 17 поддерживают в жидком состоянии при помощи индуктора 6. В процессе заливки формы и затвердевания отливки подают в плавильную полость 1 инертный газ. В результате металл не окисляется, и это наряду с направленным затвердеванием отливки обеспечивает литому изделию высокие свойства. В дальнейшем, после затвердевания отливки, форму 14 удаляют из сквозной полости 11, подачу газа прекращают, крышку 3 открывают, тигель 2 чистят и процесс повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026150C1 |
| УСТРОЙСТВО ДЛЯ ОБОГРЕВА МЕТАЛЛА В ЛИТЕЙНОЙ ФОРМЕ | 1992 |
|
RU2025210C1 |
| СПОСОБ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1992 |
|
RU2040362C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1992 |
|
RU2065799C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1991 |
|
RU2010673C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 1992 |
|
RU2026152C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ | 1991 |
|
RU2065798C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1990 |
|
SU1781927A1 |
| СПОСОБ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2015834C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1991 |
|
RU2050223C1 |
Использование: в литейном производстве при получении отливок в машиностроении. Сущность изобретения: в плавильную полость тигля загружают шихту, расплавляют ее, для доводки металла вводят модификатор, в сквозную полость тигля помещают литейную форму и прикрепляют ее к корпусу подвижной части плавильной печи, которую затем отклоняют в сторону сливного носика тигля, заливают форму, возвращают подвижную часть печи в исходное положение, в процессе затвердевания отливки металл в прибыли формы поддерживают в жидком состоянии. Перед расплавлением шихты тигель закрывают крышкой, а модификатор вводят через сквозную полость тигля, при этом в процессе плавки шихты, заливки формы и затвердевания отливки в плавильную полость через отверстия в крышке под избыточным давлением подают инертный газ. 1 ил.
СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК,включающий загрузку шихты в плавильную полость тигля, имеющего механизм поворота и сливной носик, расплавление шихты, заливку расплава в литейную форму и поддержание металла в прибыльной части литейной формы в процессе затвердевания отливки в жидком состоянии, отличающийся тем, что тигель используют с внутренней перегородкой, разделяющей его на плавильную полость и сквозную полость, в которой размещают литейную форму, перед расплавлением шихты тигель закрывают крышкой с технологическими отверстиями, для доводки металла в расплав вводят модификатор снизу через сквозную полость тигля под литейную форму, заливку литейной формы ведут поворотом тигля в сторону его сливного носика, после чего возвращают тигель в исходное положение, при этом в процессе плавления шихты, заливки литейной формы и затвердевания отливки в плавильную полость через технологические отверстия крышки под избыточным давлением подают инертный газ.
| Драпье Ж.М | |||
| Успехи в развитии направленно-закристаллизованных и эвтектических жаропрочных сплавов | |||
| Жаропрочные сплавы для газовых турбин | |||
| Пер | |||
| с англ | |||
| М.: Металлургия, 1981, с.365 - 387. |
