Изобретение относится к литейному производству и может найти применение при получении отливок в машиностроении.
Известен способ получения отливок методом направленной кристаллизации, согласно которому литейную форму помещают в нагревательную печь, заливают расплавом и опускают в ванну с жидкометаллическим охладителем по мере затвердевания отливки.
Известно устройство для направленной кристаллизации, которое содержит литейную форму, нагревательную и плавильную печи, устройство подъема и опускания формы, ванну с жидкометаллическим охладителем.
Из известных способов направленной кристаллизации наиболее близким к предлагаемому является способ, по которому литейную форму устанавливают на холодильник, помещают в нагревательную печь, заливают расплавом и перемещают относительно зоны нагрева по мере затвердевания отливки.
Из известных устройств наиболее близким к предлагаемому является устройство, которое содержит литейную форму, установленную на холодильник и помещенную в нагревательную печь, холодильник закреплен на механизме подъема и опускания формы. Для плавки и заливки расплава в форму предусмотрена тигельная индукционная печь с механизмом поворота.
Известный способ и устройство имеют высокую энергоемкость, связанную с наличием отдельной нагревательной печи.
Для уменьшения энергоемкости в предлагаемом способе расплавленный в тигле плавильной печи металл заливают в литейную форму, которую затем по мере затвердевания отливки перемещают относительно зоны нагрева, при этом перед плавлением металла литейную форму устанавливают в верхнюю часть тигля, закрепляют ее, а после расплавления металла тигель вместе с литейной формой поворачивают на 180 градусов; а в устройстве для направленной кристаллизации, содержащем литейную форму, тигельную плавильную печь, имеющую механизм поворота, и холодильник, закрепленный на механизме перемещения, который размещается на раме печи, холодильник установлен на литейную форму, размещенную в верхней части тигля плавильной печи, при этом боковая поверхность формы совпадает с боковой поверхностью верхней внутренней части тигля.
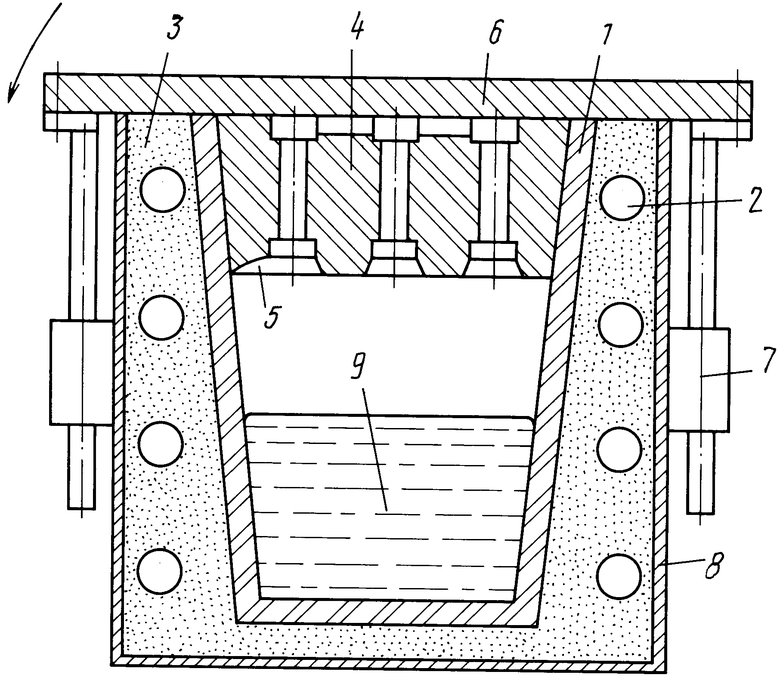
На чертеже изображено устройство, вертикальный разрез.
Устройство содержит тигель 1, установленный в индукторе 2 плавильной печи, имеющей механизм поворота. Тигель 1 закреплен в индукторе 2 при помощи футеровочной смеси 3. Литейная форма 4 установлена в верхней части тигля. Внутренняя боковая поверхность тигля выполнена сужающейся книзу. Это обеспечивает надежную фиксацию формы 4 в тигле 1. А то, что боковая поверхность формы 4 совпадает с боковой поверхностью верхней внутренней части тигля 1, обеспечивает плотный контакт и предотвращает выливание металла в зазор между тиглем и формой. В форме 4 предусмотрена литниковая воронка 5 для заливки в форму расплава. Сверху формы 4 расположен холодильник 6, закрепленный на механизме перемещения 7, который размещен на раме 8 индуктора 2.
Способ осуществляется следующим образом. В тигель плавильной печи загружают шихту, в верхнюю часть тигля устанавливают литейную форму, сверху форму накрывают и прижимают холодильником, который крепят к механизму перемещения. После расплавления металла в тигле, его вместе с формой переворачивают на 180 градусов и заливают металл (во время переворачивания) в рабочую полость формы. В дальнейшем, по мере затвердевания отливки, форму перемещают из тигля вниз. В процессе перемещения работает плвильная печь и, тем самым, обогревается часть формы, находящаяся в тигле. В результате, без применения дополнительной нагревательной печи, обеспечивается направленная кристаллизация отливок в литейной форме. Когда форма выйдет из тигля, ее снимают с холодильника, тигель возвращают в исходное положение и процесс повторяют.
Предлагаемое устройство работает следующим образом. В тигель 1 загружается требуемое количество шихты, в верхнюю часть тигля 1 устанавливается литейная форма 4 и начинается процесс плавки при помощи индуктора 2. После расплавления металла 9 в тигле 1, устройство поворачивается на 180 градусов в сторону литниковой воронки 5. На чертеже направление этого поворота показано стрелкой. При повороте расплав 9 заливается в форму 4, которая затем, при помощи механизма перемещения 7, вытягивается из тигля 1. При этом работает индуктор 2 и поддерживает металл формы, находящийся в зоне его действия, в жидком состоянии. Из-за крутых температурных градиентов, вызванных использованием холодильника 6 и обогревом металла в форме 4 индуктором 2, по мере перемещения формы 4 из тигля 1 в отливках формируется столбчатое макростроение. Когда форма выйдет из тигля 1, она снимается с холодильника 6, устройство возвращается в исходное положение, тигель 1 очищается и процесс повторяется снова.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026151C1 |
| УСТРОЙСТВО ДЛЯ ОБОГРЕВА МЕТАЛЛА В ЛИТЕЙНОЙ ФОРМЕ | 1992 |
|
RU2025210C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 1992 |
|
RU2026152C1 |
| СПОСОБ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1992 |
|
RU2040362C1 |
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026150C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1992 |
|
RU2065799C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ | 1991 |
|
RU2065798C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1990 |
|
SU1781927A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ | 1990 |
|
SU1812714A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1991 |
|
RU2010673C1 |
Использование: в литейном производстве при получении отливок в машиностроении, что позволит снизить энергоемкость. Сущность: расплавленный в тигле плавильной печи металл заливают в литейную форму, которую затем по мере затвердевания отливки перемещают относительно зоны нагрева, при этом перед плавлением металла литейную форму устанавливают в верхнюю часть тигля, закрепляют ее, а после расплавления металла тигель вместе с литейной формой поворачивают на 180 градусов. Устройство содержит литейную форму, тигельную плавильную печь, имеющую механизм поворота и холодильник, закрепленный на механизме перемещения, который размещается на раме печи. Холодильник установлен на литейную форму, размещенную в верхней части тигля плавильной печи, при этом боковая поверхность формы совпадает с боковой поверхностью верхней внутренней части тигля. 1 з.п. ф-лы, 1 ил.
| Драпье Ж.М | |||
| Успехи в развитии направленно закристаллизованных и эвтектических жаропрочных сплавов | |||
| Жаропрочные сплавы для газовых турбин, М.: Металлургия 1981, с.365-387. |
