Изобретение относится к области подъемно-транспортного оборудования, а именно к устройствам для очистки конвейерных лент от влажных липких капиллярно-пористых материалов.
Известно скребковое устройство для очистки конвейерных лент путем срезания прилипшего материала, содержащее скребок, плотно прижатый к поверхности ленты.
Недостаток указанного устройства - низкая эффективность очистки в связи с налипанием транспортируемого материала на ленту и скребок.
Цель изобретения - обеспечение эффективной очистки ленты конвейера при произвольной ее загрузке влажным липким капиллярно-пористым материалом.
Указанная цель достигается тем, что в устройстве для очистки конвейерной ленты от влажных липких капиллярно-пористых материалов, включающем скребок, прижатый к ленте на участке огибания его концевого барабана конвейера, механизм прижатия скребка к ленте, источник постоянного тока и электроды, электрически соединенные с положительным (анодный электрод) и отрицательным (катодный электрод) полюсами источника постоянного тока, электроды расположены на рабочей поверхности скребка и выполнены в виде пластин с невыпуклыми контурами, разделенными изоляционным зазором заданной ширины, выбираемой равной минимальной толщине слоя транспортируемого материала на поверхности скребка.
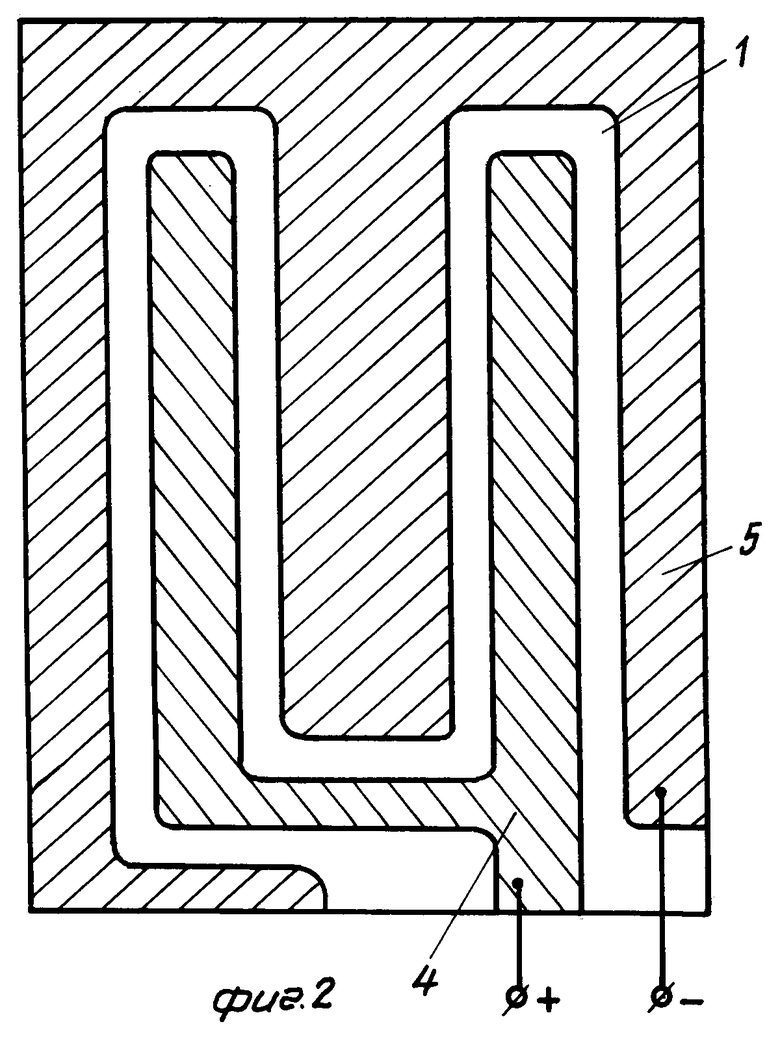
Конкретная форма контуров пластинчатых электродов выбирается при заданных параметрах транспортируемого материала, а также скорости движения ленты транспортера. В частном случае электроды выполняются в виде пластин гребенчатой формы, установленных на рабочей поверхности скребка так, что зубцы анодного и катодного электродов направлены встречно. При этом ширина зубца анодного электрода выбирается равной ширине зазора (или отличается от этой ширины не более чем в 2 раза), но в 2-5 раз меньше ширины зубцов катодного электрода.
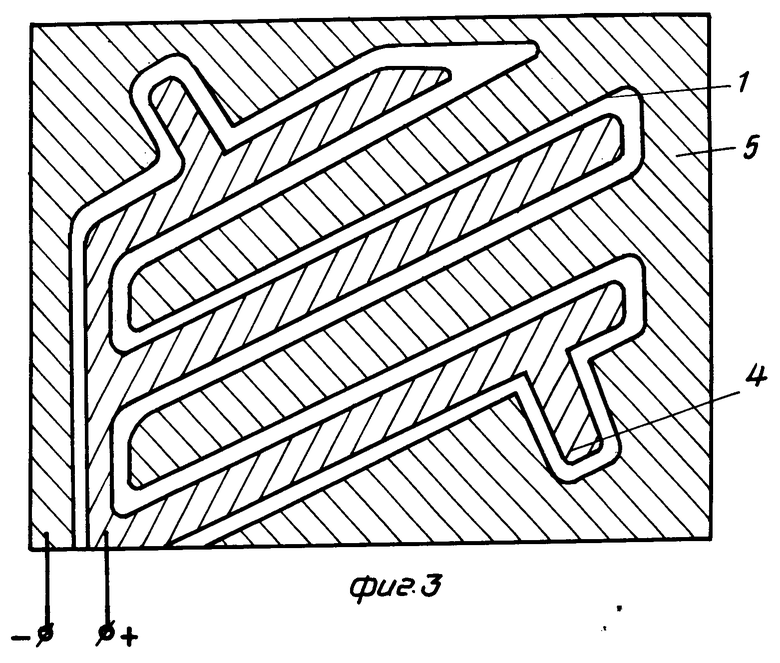
Гребенчатые электроды на поверхности скребка могут быть установлены так, чтобы их зубцы были направлены по направлению движения материала или под углом к этому направлению (в последнем случае обеспечивается смачивание поверхности анодов и изоляционных зазоров между анодами и катодами влагой, выделяющейся в результате электроосмоса на поверхности катодов).
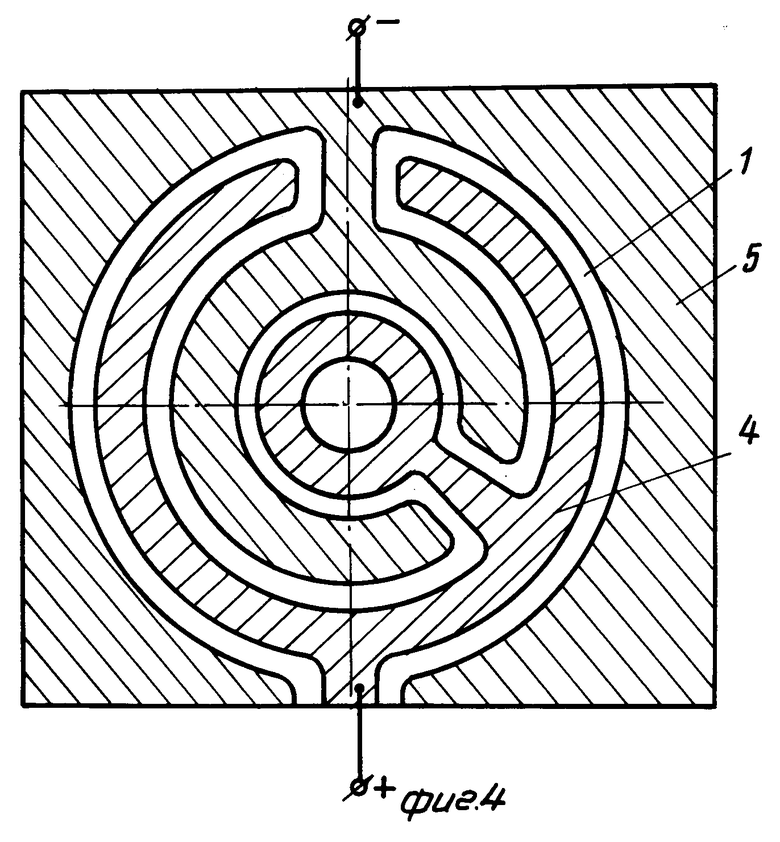
В другом частном случае электроды выполняются в форме пластин, контуры которых образованы дугами концентрических окружностей и отрезками лучей, исходящих из общего центра этих окружностей, причем периферийные поверхности пластин являются частями катодного электрода (это способствует переносу влаги, выделяющейся на катоде в результате электроосмотического процесса или протекании через материал постоянного тока, на поверхность анода и изоляционного зазора между электродами).
На фиг. 1 изображено устройство для очистки конвейерной ленты; на фиг. 2-4 - варианты размещения электродов на рабочей поверхности скребка.
Устройство содержит скребок из изоляционного материала 1, источник постоянного тока 2, токопроводы 3, а также электроды 4 и 5 (анод 4 и катод 5). Электроды 4 и 5 электрически соединены с положительным (анод) и отрицательным (катод) полюсами источника постоянного тока 2 и соприкасаются с материалом 6 на рабочей поверхности скребка 1. Скребок 1 с помощью узла крепления 7 установлен на раме конвейера и прижат к поверхности ленты 8 с помощью механизма 9.
Устройство работает следующим образом. При транспортировке влажного капиллярно-пористого материала замыкается цепь постоянного тока: положительный полюс источника тока 2, токопровод 3, анод 4, слой транспортируемого материала на поверхности скребка 6, катод 5, токопровод 3, отрицательный полюс источника 2. По указанной цепи протекает постоянный ток, вызывающий во влажном капиллярно-пористом материале явление электроосмоса. На поверхности катода выделяется пленка влаги, обеспечивающая уменьшение сил адгезии материала к поверхности и эффективную очистку скребка и ленты. Конфигурация электродов, один из вариантов которой изображен на фиг. 2, и указанное соотношение их размеров способствуют смачиванию большей части поверхности скребка и позволяют обеспечить надежный электрический контакт и эффективный режим электроосмотической обработки при любой загрузке ленты конвейера, в том числе и при переменной толщине слоя транспортируемого материала. В связи с этим ширина зубцов анодного электрода выбирается приблизительно равной минимальной толщине слоя материала на скребке и ширине изоляционного зазора между электродами (или отличается от нее не более чем в 2 раза). Ширина зубцов катодного электрода выбирается в 2-5 раз большей ширины зубцов анода и определяется из условия обеспечения минимальных затрат энергии, необходимой для электроосмотической очистки скребка. Количество электричества, а тем самым и ток, необходимые для обеспечения требуемого снижения сил адгезии материала на поверхности скребка за счет электроосмотического увлажнения поверхности катода, определяются экспериментально.
Расположение зубцов гребенчатых электродов по направлению движения материала на поверхности скребка (фиг. 2) обеспечивает увеличение времени непрерывной электроосмотической обработки материала (при фиксированных размерах скребка).
Расположение зубцов под углом к направлению движения материала на поверхности скребка (фиг. 3) обеспечивает смачивание поверхности анода и изоляционных прокладок между электродами влагой, выделяющейся при электроосмосе на поверхности катода. Тот же эффект достигается и при использовании электродов, конфигурация которых представлена на фиг. 4.
П р и м е р. Работоспособность устройства проверялась на макете ленточного конвейера, конструкция которого, а также схема включения и конфигурация электродов представлены на фиг. 1 и 2.
Основные данные макета:
- габаритные размеры - 1300 х 1000 х 800 мм;
- длина и ширины рабочей поверхности резиновой ленты - 2500 х 220 мм;
- мощность двигателя постоянного тока - 1 кВт;
- коэффициент передачи редуктора - 1-200;
- скорость перемещения ленты - 5 см/с;
- габаритные размеры скребка - 200 х 150 мм;
- соотношение ширины зубцов анода и катода - 0,4;
- соотношение ширины зубца анода и зазора между электродами - 1,2.
В процессе испытаний рабочая поверхность ленты покрывалась слоем влажного липкого материала толщиной 10-20 мм. В качестве материала использовали мергель с абсолютной влажностью 45-50% и липкостью 30 кПа 300 г/см2. С помощью механизма прижатия скребок плотно прижимался к ленте. При отключенном источнике постоянного тока происходило накапливание мергеля на скребке (без сброса), заклинивание ленты и пробуксовывание ведущего барабана.
При включении источника питания мергель сходил со скребка непрерывным слоем без обрывов. При остановке транспортера на поверхностях катода и соприкасающегося с ним материала визуально наблюдалась выделившаяся влага. Электроосмотическая обработка проводилась в режиме стабилизации напряжения, при этом изменения тока регистрировались прибором. Количество электричества, необходимое для эффективной электроосмотической очистки скребка и ленты, в процессе опыта изменялись в пределах от 1,5 до 20 Кл/м2, при этом сила тока не превышала 1 А.
Предлагаемое устройство обеспечивает эффективную очистку ленты конвейера независимо от равномерности ее загрузки и толщины слоя транспортируемого влажного липкого капиллярно-пористого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОНВЕЙЕРНОЙ ЛЕНТЫ | 1991 |
|
SU1836843A3 |
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ПРИЛИПАНИЯ МАТЕРИАЛА К КОНВЕЙЕРНОЙ ЛЕНТЕ | 1990 |
|
SU1836844A3 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ ТРАНСПОРТНЫХ СРЕДСТВ ОТ ВЛАЖНЫХ ЛИПКИХ МАТЕРИАЛОВ | 1991 |
|
RU2025326C1 |
| Способ транспортировки влажных капиллярно-пористых материалов | 1991 |
|
SU1794048A3 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ВЛАЖНЫХ ЛИПКИХ МАТЕРИАЛОВ ОТ СТЕНОК ЕМКОСТИ И РАЗГРУЗКИ | 1990 |
|
RU2035332C1 |
| СПОСОБ ОТДЕЛЕНИЯ ВЛАЖНЫХ ЛИПКИХ МАТЕРИАЛОВ ОТ СТЕНОК ЕМКОСТИ | 1990 |
|
RU2033355C1 |
| КОМБИНИРОВАННЫЙ ВЕНТИЛЬ ТОКА | 1995 |
|
RU2119712C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОЛЯРИЗАЦИОННОГО ПОТЕНЦИАЛА ПОДЗЕМНОГО СООРУЖЕНИЯ | 1992 |
|
RU2023053C1 |
| КОЛЛЕКТОР СОЛНЕЧНОГО ИЗЛУЧЕНИЯ | 1992 |
|
RU2044231C1 |
| ВЫСОКОВОЛЬТНЫЙ ДЕЛИТЕЛЬ НАПРЯЖЕНИЯ | 1991 |
|
RU2026555C1 |

Использование: для очистки конвейерных лент от влажных липких капиллярно-пористых материалов. Сущность изобретения: устройство содержит скребок, прижатый к ленте на участке огибания ею концевого барабана конвейера, механизм прижатия скребка к ленте, источник постоянного тока и электроды, электрически соединенные с положительным (анодный электрод) и отрицательным (катодный электрод) полюсами источника постоянного тока. Электроды расположены на рабочей поверхности скребка и выполнены в виде пластин с невыпуклыми контурами, разделенными изоляционным зазором заданной ширины, выбираемой равной минимальной толщине слоя транспортируемого материала на поверхности скребка. 5 п. ф-лы, 4 ил.
| Устройство для очистки ленты конвейера | 1987 |
|
SU1509313A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
