Изобретение относится к области электрометаллургии, в частности к нанесению композиционных покрытий триботехнического назначения электролитическим способом и их термообработка.
Известен электролит и способ осаждения никель-графитовых композиционных покрытий из сульфаматного раствора [1] . При интенсивном перемешивании, относительно большом расстоянием между электродами, осаждали гладкие равномерные и толстые (50 мкм) никель-графит покрытия, массовая доля включений графита в котором составляет 0,5%. Твердость покрытия - 2500-3000 н/м2.
Основным недостатком такого электролита является то, что даже при наличии в его составе поверхностно-активных веществ (0,05-1 г/л натрийлаурилсульфата) уровень свойств покрытий невысокий даже по сравнению с чисто никелевыми осадками из-за небольшого количества включений графита.
Известен способ электролитического осаждения железа [2], заключающийся в том, что электролитическое осаждение металлов группы железа осуществляют в стандартных электролитах с диспер- гированными высокодисперсными частицами аморфного бора и полученное покрытие подвергают термообработке в вакууме или безокислительной среде при температуре 950-1150оС.
Несмотря на высокую микротвердость полученных покрытий (в 1,8-2,5 раза выше, чем без термообработки) и значительные, повышение (в 10-12 раз) их износостойкости в сравнении с чисто железными, работоспособность их в узлах трения невысокая, так как чистое железо не является коррозионностойким материалом триботехнического назначения (т.е. материал основы покрытия выбран неудачно), а сравнительно высокое (до 5 мас.%) содержание бора как раз и обеспечивает образование после термообработки получение более твердых и износостойких боридных включений, но не обеспечивает требуемой износостойкости покрытия в целом, особенно в коррозионно-активных средах.
Известен способ получения композиционных электролитических покрытий (КЭП), содержащих до 6 мас.% включений высокодисперсных частиц синтетического алмаза, требуемое количество которых в покрытии обеспечивается в результате взрывной обработки высоким давлением (20-300 кбар) порошка алмаза непосредственно перед введением электролита, что позволяет несколько (на 58-65%) увеличить износостойкость покрытий, на 20% повысить скорость их получения. Однако также обработка технически трудноосуществима, а эффект от ее применения сохраняется не более 20 сут. Выигрыш в повышении износостойкости покрытий незначительный (происходит относительное увеличение износосойкости по сравнению с никелевым покрытием, износостойкость которого небольшая (35-40 мкм/км).
Наиболее близким по технической сущности и предложенному составу электролита и способу получения покрытия является способ электролитического осаждения никеля из электролита, содержащего дисперсные (от 1 до 3 мкм) частицы аморфного бора, карбида вольфрама, и последующей термообработки, в результате чего образуется композиционное покрытие, содержащее 3,5% бора и 5,5% карбида вольфрама (до 0,5 углерода) [3]. Такое покрытие выдерживают предельную нагрузку в 2-2,5 раза выше, т.е. более износостойкие, чем никелевое покрытие, содержащее только бор, и значительно более стойкое, чем никелевое. Однако уровень износостойкости КЭП Ni-B-WC покрытий невысокий, они содержат дорогостоящие и дефицитные порошки, не обеспечивающие композиционному слою требуемые технические свойства.
Цель изобретения - повышение износостойкости и технических свойств покрытия за счет увеличения содержания в нем включений ультрадисперсного углеродного конденсата и последующей его термической обработки.
Поставленная цель достигается тем, что состав для получения композиционных электролитических покрытий дополнительно содержит ультрадисперсный углеродный конденсат, в состав которого входят, мас.%: Карбин 2-5 Графит 1-15
Углерод некрис- таллический 3-50 Алмаз Остальное при следующем соотношении компонентов:
Хлорид никеля (или железа, или кобальта) 300 Борная кислота 40 Бор аморфный 10-40
Ультрадисперсный угле- родный конденсат 2-150.
Введение в металлическую матрицу КЭП одновременно однофазной - аморфного бора и многофазной - УДУК выгодно отличает состав для получения КЭП от прототипа, так как наличие в его составе углерода обеспечивает повышение износостойкости покрытия при одновременном снижении коэффициента трения за счет эффекта твердой смазки как в условиях граничной смазки, так и при трении без смазки. Замена некоторой части дорогостоящего аморфного бора на УДУК существенно снижает стоимость покрытия, а наличие бора аморфного дает возможность проводить по аналогии с углеродом в железе термообработку КЭП начиная с 200оС с образованием в матрице КЭП дисперсных выделений боридов Ni3B, Fe2B, Co2B и т.п..
Для получения КЭП из электролита данного состава процесс электрохимического соосаждения гальванического металла и порошков наполнителя, суспендированных в электролите, осуществляли на предварительно обезжиренных и протравленных стальных образцах из стандартного хлористого электролита никелирования и (или железнения, кобальтирования), содержащего 300 кг/м3 хлористого никеля (железа, кобальта), 40 кг/м3 борной кислоты (100 кг/м3 хлористого водорода).
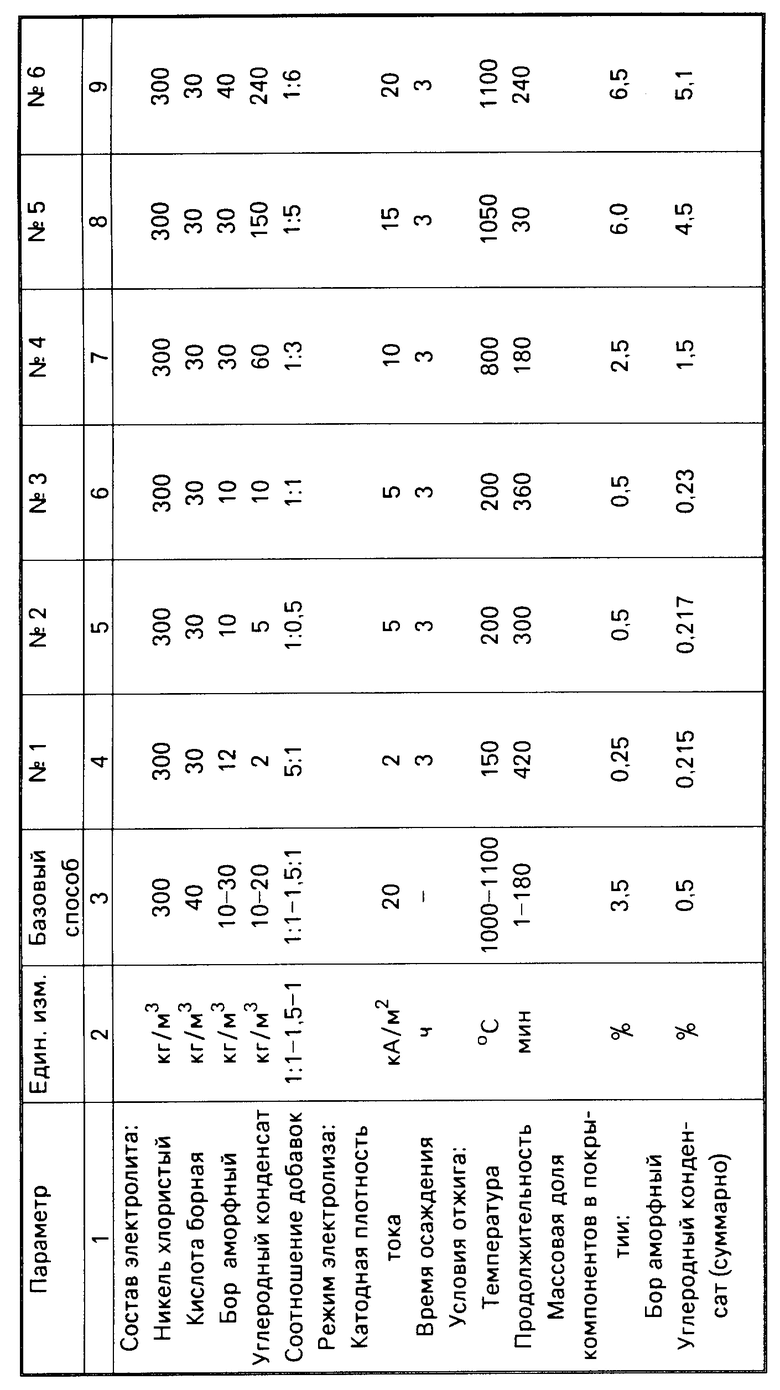
Процесс проводили при температуре от 40 до 60оС, pH от 3-4 (или pH 0,8-1,2), катодной плотности тока от 5 до 15 А/дм2 (от 20 до 50 А/дм2) при постоянном перемешивании электролита сжатым воздухом. Содержание в электролите частиц бора задавали в пределах от 10 до 80 кг/м3, а УДУК от 10 до 150 кг/м3. Полученные покрытия по данным химанализа содержат от 0,5 до 6 мас.% бора и в сумме от 0,215 до 4,5 мас.% УДУК (ультрадисперного карбида, алмаза, графита и аморфного углерода). После отжига в вакууме в интервале температур от 200 до 1050оС в течение от 30 мин до 6 ч имеют структуру равномерно распределенных в металлической матрице из твердого раствора бора и углерода включений соответствующих боридов Ni3B, Fe2B, Co2B и выражений УДУК, образование которых подвергается данными фазового рентгеновского анализа.
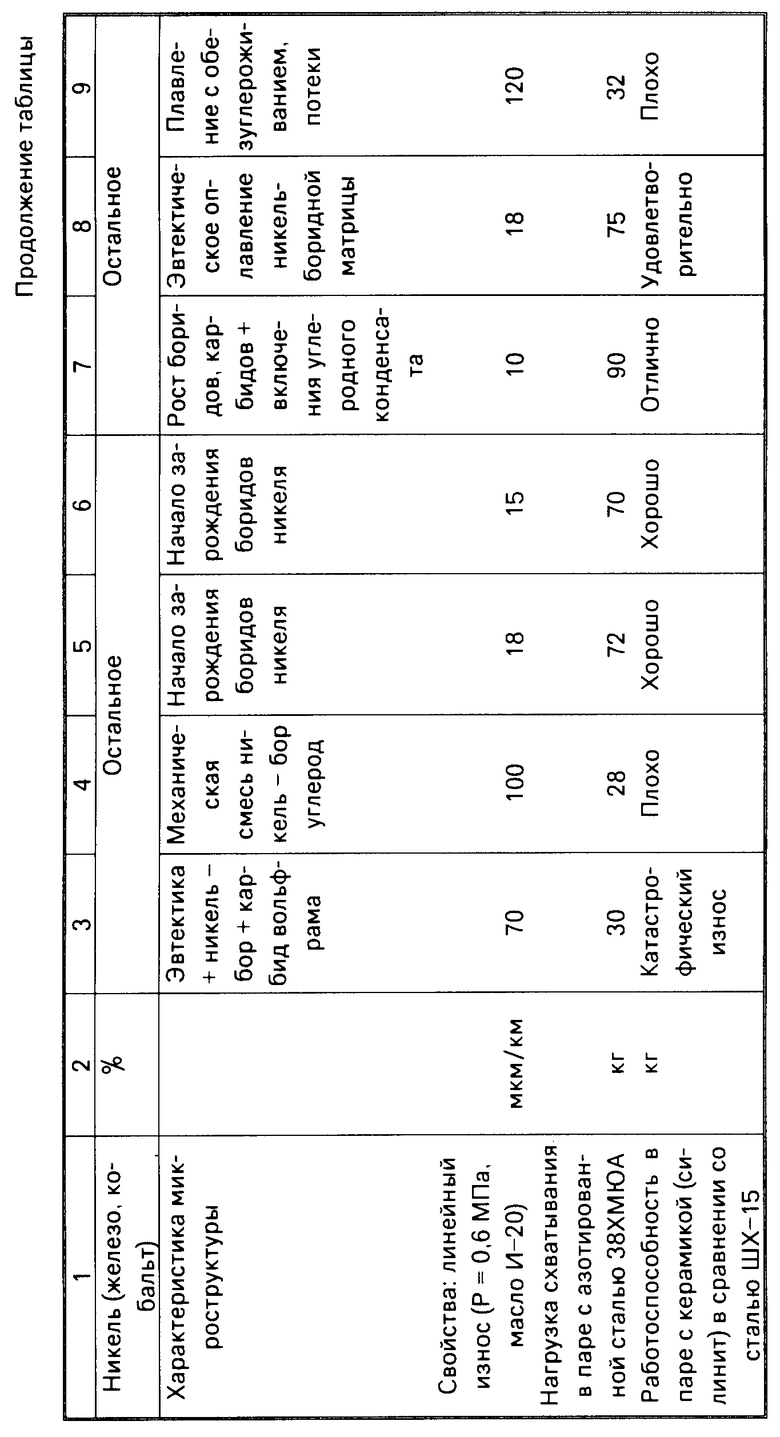
При отключении от оптимальных параметров ведения процесса электролиза, состава электролита и последующего их отжига в интервале рекомендуемых концентраций, плотностей тока и времени выдержки в сторону уменьшения или увеличения получение композиционных покрытий заданного состава, структуры и свойств не обеспечивается. Так, наиболее низкая температура начала образования боридов никеля (Ni3B) зафиксирована 200оС, а повышение температуры отжига свыше 1050оС ведет к эвтектическому оплавлению покрытия. Кроме того, каталитическое преобразование алмаза в углерод наблюдается уже при температуре порядка 900оС. Введение в электролит менее 10 кг/м3 каждой из добавок не обеспечивает требуемого количества включений в исходной композиции, количество бора в покрытии менее 0,5% не достаточно даже для достижения предельной концентрации бора в твердом растворе и зарождения боридных фаз, а содержание УДУК менее 0,32% ведет к существованию скоплений его как примеси по границе зерен феррита или никеля.
Анализируя результаты изучения свойств композиционного покрытия, полученного по заявляемому составу при различных режимах и условиях нанесения, соответствующих параметрам характеризующих состав как в заявляемом интервале значений, так и за пределами (см. таблицу), следует отметить, что износостойкость термообработанных по оптимальному режиму КЭП повышается в 3,8-7 раз, нагрузка схватывания в 2,3-3 раза, покрытие работ способно как с традиционными упрочненными, например азотированием, сталями, так и с керамикой. Явное преимущество состава в сравнении с известными (базовым) заключается в резком понижении температуры термообработки, что позволило в более широких пределах варьировать микроструктуру КЭП, что напрямую связано с их техническими свойствами. Кроме того, себестоимость композиционных покрытий на основе металлов группы железа снижается более чем вдвое.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НИКЕЛЬ-КОЛЛОИДНЫЙ ГРАФИТ | 2007 |
|
RU2354760C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ НИКЕЛЯ | 2008 |
|
RU2352695C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ НИКЕЛЕВЫХ ПОКРЫТИЙ | 2010 |
|
RU2448203C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ОСНОВЕ НИКЕЛЯ | 2005 |
|
RU2280109C1 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| ГАЛЬВАНИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ | 2008 |
|
RU2360044C1 |
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746861C1 |
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746863C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ НИКЕЛЬ-КОБАЛЬТ-АЛМАЗ | 2008 |
|
RU2362843C1 |
| Способ получения композиционных покрытий на основе никеля | 1989 |
|
SU1730211A1 |
Использование: в области электрометаллургии, в частности для нанесения композиционных покрытий триботехнического назначения электролитическим способом и их термообработки. Сущность изобретения: состав для получения композиционных электролитических покрытий содержит, г/л: хлорид никеля или хлорид железа, или хлорид кобальта 300, борная кислота 40, бор аморфный 10 - 40, ультрадисперсный углеродный конденсат 2 - 140. Ультрадисперсный углеродный конденсат имеет следующий состав, мас.%: карбин 2 - 5, графит 1 - 15, углерод некристаллический 3 - 50, алмаз - остальное. 1 з.п. ф-лы, 1 табл.
Хлорид никеля, или хлорид железа, или хлорид кобальта - 300
Борная кислота - 40
Аморфный бор - 10 - 40
Ультрадисперсный углеродный конденсат - 2 - 140
2. Состав по п.1, отличающийся тем, что углеродный конденсат имеет следующий состав, мас.%:
Карбин - 2 - 5
Графит - 1 - 15
Некристаллический углерод - 3 - 50
Алмаз - Остальное
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| 0 |
|
SU362883A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
