Изобретение относится к технологическим процессам, а именно к способам и устройствам, использующим лазерное излучение для резки материалов, и может быть использовано для раскроя металлических, пластмассовых, композиционных и др. заготовок и резки металлолома различных металлов и сплавов.
Известен дуговой способ резки металлов, основанный на бомбардировке поверхности металла электрически заряженными частицами, и установка для электродуговой резки, включающая электрод, держатель и сварочный трансформатор (Хренов К. К. Сварка, резка и пайка металлов. М.: Машиностроение, 1973, с. 391).
Недостатком способа и реализующего его устройства является низкая производительность при толщине металла выше 12...15 мм и невозможность использования для резки диэлектрических материалов.
Наиболее близкой по технической сущности к изобретению является газолазерная резка. Этот способ реализован в лазерном технологическом комплексе (Технологические лазеры. Справочник: Т.1/Под. ред. Г.А. Абильсиитова. М.: Машиностроение, с. 407). Он включает источник излучения, фокусирующую систему, устройство перемещения и устройство подачи газа. Излучение фокусируют на поверхность разрезаемого материала, металл нагревают, плавят и удаляют потоком газа. Устройство перемещения обеспечивает движение лазерного луча по линии реза.
Недостатками данного способа и устройства, его реализующего, являются значительные энергозатраты, обусловленные потерями на испарение материала и экранирование границы реза парами материала. Энергозатраты также связаны с большой шириной реза, превышающей 10% от толщины разрезаемого материала (см. там же, с. 333), обусловленной особенностями газодинамики струи.
Изобретение позволяет снизить энергозатраты, а при фиксированной мощности лазера увеличить предельную толщину разрезаемого материала. Данная задача решается путем уменьшения ширины реза и снижения потерь на испарение материала.
Это достигается тем, что в способе лазерной резки, при котором пучок излучения направляют на материал, подводят струю газа в область падения излучения на материал и перемещают пятно засветки от пучка по линии реза, в плоскости разреза сканируют лазерным пучком по материалу, при этом мощность излучения и диаметр пятна выбирают такими, чтобы пучок излучения разрушал материал, механическим воздействием удаляют продукты разрушения материала из области сканирования, при этом движение механического инструмента осуществляют по периодически повторяющейся траектории в плоскости сканирования синхронно со сканированием, а скорость v поступательного перемещения выбирают равной v = f h/sin ϕ, где f - частота сканирования; h - толщина разрушенного слоя материала за один период сканирования; ϕ- максимальный угол между касательными к траектории механического инструмента и направлением поступательного перемещения.
Последнее соотношение связывает скорость поступательного перемещения механического инструмента со скоростью перемещения границы разрушения материала, которая направлена вдоль оси лазерного излучения и в общем случае не совпадает с направлением поступательного перемещения. В предлагаемом способе ширина реза определяется диаметром пучка излучения, а не газодинамикой струи, поскольку удаление продуктов разрушения осуществляется механическим путем.
Поскольку лазерный пучок можно сформировать достаточно узким (вплоть до долей мм), то этим достигается уменьшение ширины реза. Так как энергозатраты при лазерной резке зависят от ширины реза, а она в предлагаемом способе меньше, то, следовательно, и эффективность заявляемого способа будет выше, чем у прототипа. Кроме того, синхронно с воздействием излучения на материал, удаляя продукты его разрушения, можно предотвратить их испарение и этим дополнительно снизить потери энергии лазера.
Этот технический результат достигается тем, что в устройство, включающее лазер, снабженный оптической формирующей системой, механизм перемещения и блок подачи газа, выход которого направлен на пятно от пучка лазера на поверхности материала, дополнительно введен оптико-механический блок, включающий усеченную зеркальную пирамиду с равнонаклоненными к оси гранями, диск с равномерно закрепленными на его кромке одинаковыми лопатками и привод вращения, при этом пирамида своим основанием установлена на диске и соосно с ним закреплена на оси привода таким образом, что их общая ось и ось привода совпадают, и установленный зеркальной поверхностью по ходу пучка излучения таким образом, что оси пучка и блока лежат в одной плоскости, ось отраженного пучка проходит через окружность, проведенную через середины противолежащих диску кромок лопаток, при этом длина лопаток больше или равна максимальной толщине разрезаемого материала и их число равно количеству зеркальных граней пирамиды. Углы между плоскостями, проходящими через ось пирамиды и геометрические центры граней и через ось пирамиды и касающимися передних и задних по ходу ее вращения кромок лопаток превышают d/2R, где d - диаметр пучка излучения; R - радиус диска, направление перемещения материала лежит в плоскости диска, а угол наклона граней пирамиды равен 45o- α/2, где α - угол между осью пучка излучения перед падением на пирамиду и ее осью.
Установка углов d/2R между указанными плоскостями необходима, чтобы лопатки не попадали под луч лазера. Установка углов наклона граней пирамиды 45o- α/2 обеспечивает сканирование лазерного пучка в плоскости лопаток, что необходимо для функционирования устройства. Эти соотношения вытекают из законов геометрической оптики.
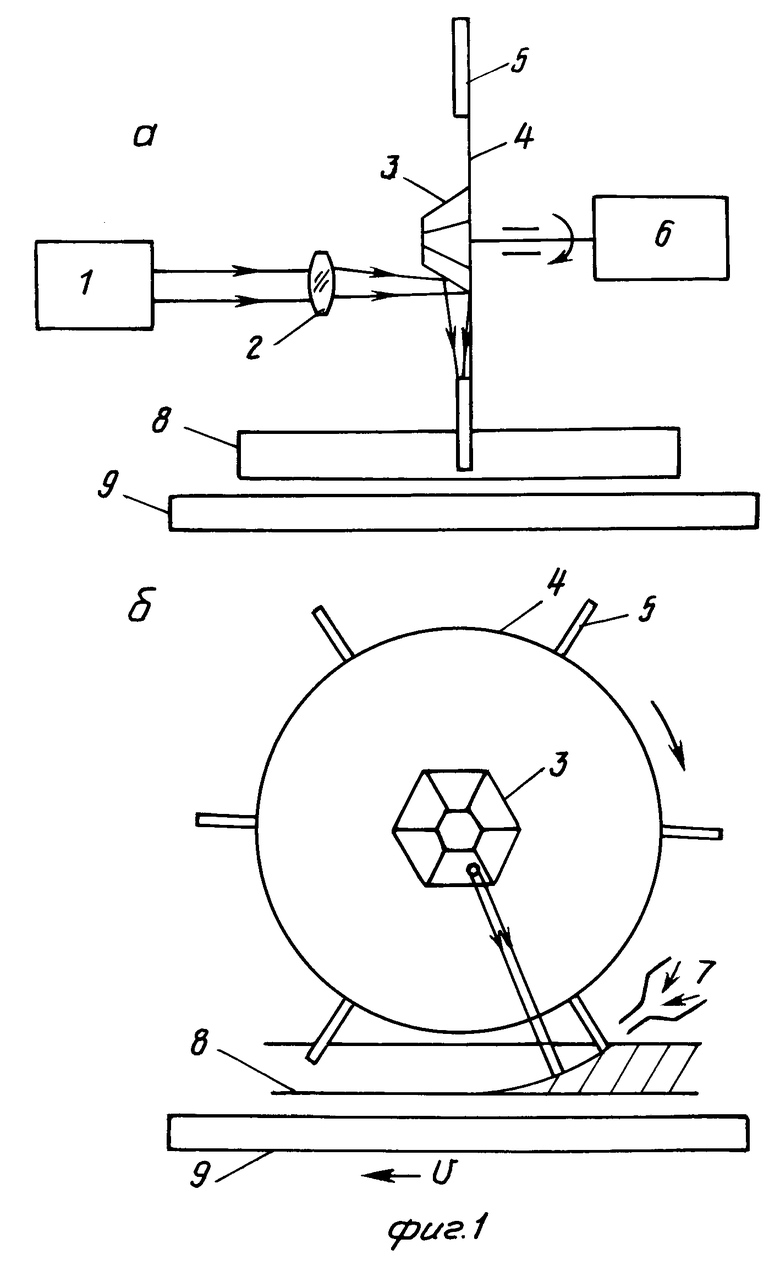
На фиг.1 представлена схема устройства, реализующего предложенный способ.
На выходе лазера 1, например. типа ТЛ-1,5 установлена оптическая формирующая система 2 и по ходу луча оптико-механический блок, состоящий из закрепленных на одной оси усеченной зеркальной пирамиды 3 и диска 4 с равномерно закрепленными на его кромке лопатками 5, изготовленного из термостойкого материала.
Излучение сфокусировано на границу реза материала. Блок снабжен приводом вращения 6 (например, электродвигатель типа ГТ-211М).
Для обеспечения линейности развертки оси пучка лазера и привода лежат в одной плоскости. На пятно от лазерного пучка на поверхности материала направлена струя блока 7 подачи газа, обеспечивая формирование окисной пленки, повышающей коэффициент поглощения излучения материалом и одновременно защищая поверхность пирамиды от брызг разрезаемого материала. Разрезаемый материал 8 установлен на механизме 9 перемещения (координатный стол с порталом) и подведен к блоку таким образом, чтобы окружность, проведенная через внешние кромки лопаток, проходила через линию предполагаемого реза и касалась нижней плотности разрезаемого материала.
Длина лопаток L должна превышать толщину разрезаемого материала z, а их ширина - примерно соответствовать диаметру пучка лазера. Точное значение ширины лопаток определяется опытным путем. Радиус R диска должен иметь максимально возможное из конструктивных ограничений значение для обеспечения прочности конструкции и облегчения доступа к разрезаемому материалу. Число лопаток N должно соответствовать числу граней пирамиды. Это число выбирается из расчета соответствия длин хода развертки и разреза материала
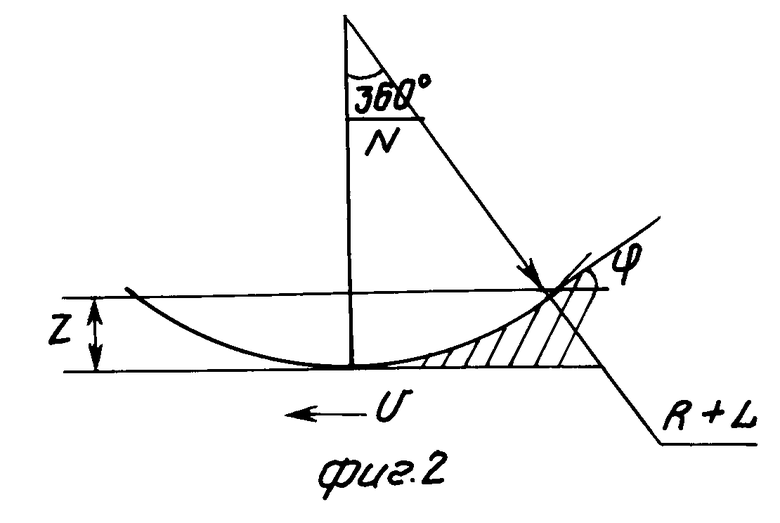
(R + L) cos (360o/N) ≥R + L - z.
На фиг.2 изображены разрезаемый материал и канал реза. Решая уравнение, имеем
N≅  (1) где квадратные скобки означают взятие целой части.
(1) где квадратные скобки означают взятие целой части.
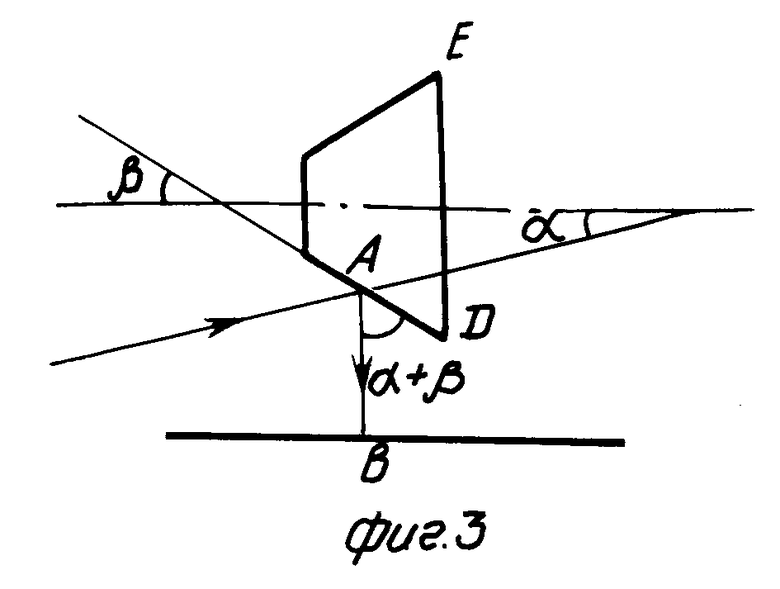
Угол между осями пучка и блока выбирается из конструктивных соображений (из удобства компоновки оптико-механического блока). Выбор угла наклона граней пирамиды к ее оси зависит от значения угла α. Чтобы плоскость сканирования была параллельна плоскости диска, т. е. основанию пирамиды (плоскости сканирования и движения механического инструмента должны совпадать), должно выполняться условие
β= 45o - α/2, (2) где β - угол наклона грани пирамиды к оси.
Геометрическое построение для вывода (2) приведено на фиг.3. Это выражение получается из равенства ∠BAD = ∠ADE. Поскольку ∠BAD = α+β, a ∠ADE = 90°-βто сразу получается условие (2).
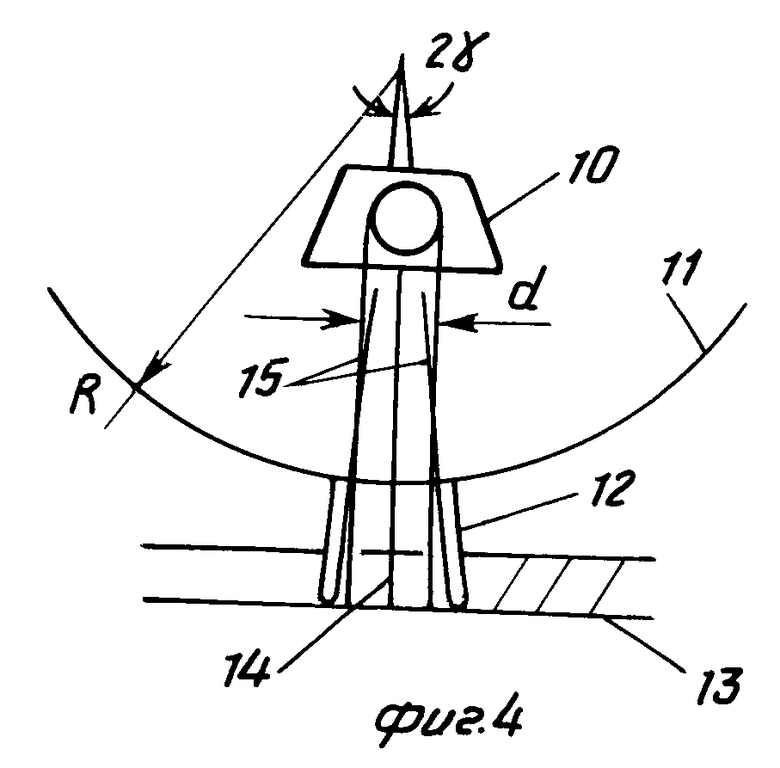
Диск 4 с лопатками 5 должен быть сориентирован относительно пирамиды таким образом, чтобы излучение лазера не попадало на лопатки. Для этого между плоскостью, проходящей через ось блока и геометрический центр грани (в которой лежит ось отраженного пучка), и плоскостями, проходящими через ось блока и касающимися передней и задней кромок близлежащих лопаток, превышал половину углового размера пучка d/2R.
Рисунок, поясняющий необходимость соблюдения этого условия, помещен на фиг.4, где 10 - грань пирамиды, 11 - диск, 12 - допустимые места размещения лопаток, 13 - разрезаемый материал,14 - плоскость, проходящая через центр грани, 15 - плоскости, проходящие через кромки лопаток. Ясно, что если углы между плоскостями 14 и 15 будут меньше d/2R, то излучение попадет на лопатки и устройство не будет работать.
Устройство функционирует следующим образом. Сфокусированное лазерное излучение 1 разрушает материал. Вращаемая приводом 6 зеркальная пирамида 3 перемещает пятно засветки от лазерного пучка по материалу в плоскости разреза. Одновременно лопатка 5 удаляет из зоны реза продукты разрушения, полученные в предыдущем цикле сканирования. При достижении лучом крайней точки реза излучение попадает на следующую грань пирамиды и переходит в начальную точку. Расплав выбрасывается из зоны реза, материал перемещается и процесс повторяется.
Основными параметрами, обеспечивающими возможность осуществления данного способа, являются плотность мощности лазерного излучения, создаваемая в плоскости разреза, скорость сканирования и скорость перемещения материала. В случае резки металла необходимо чтобы температура поверхности в разрезе превышала температуру плавления. Для этого интенсивность излучения в пучке должна быть не менее.
I≥  (3) где Тp - температура, при которой начинается разрушение материала, l - длина границы реза, d - диаметр пучка.
(3) где Тp - температура, при которой начинается разрушение материала, l - длина границы реза, d - диаметр пучка.
При слишком медленном сканировании начнется процесс испарения разрезаемого материала в лазерном пучке, что повлечет потери энергии, а также экранирование границы реза парами материала. С другой стороны, при увеличении частоты сканирования уменьшается толщина разрушаемого за период сканирования слоя материала, что приведет к ужесточению требований на равномерность скорости подачи материала. Поэтому в каждом конкретном случае скорость сканирования и поступательного перемещения материала должны определяться экспериментальным путем.
Ориентировочный расчет указанных параметров процесса в случае резки металлического листа. В этом случае нижняя граница частоты сканирования определяется из условия достижения при сканировании температуры кипения на поверхности материала. Температура поверхности Т при сканировании связана с интенсивностью пучка соотношением.
I =  (4) где λ и а - коэффициенты тепло- и температуропроводности; η - коэффициент поглощения, τ - время воздействия излучения, определяемое выражением
(4) где λ и а - коэффициенты тепло- и температуропроводности; η - коэффициент поглощения, τ - время воздействия излучения, определяемое выражением
τ = d/ ω N (R + L), (5) где d - диаметр пучка; ω и N - частота вращения и число граней пирамиды; R - радиус диска, L - длина лопаток. При этом интенсивность излучения связана с мощностью лазера соотношением
I = P/ π d2 . (6) Подставляя (5) - (6) в (4), получим значение нижней граничной частоты
ω=  (7) где Ткип - температура кипения металла.
(7) где Ткип - температура кипения металла.
Толщина разрушаемого за один период сканирования слоя определяется глубиной проникновения тепла, составляющей
h= 2 = 2
= 2 (8) Отсюда скорость поступательного перемещения равна:
(8) Отсюда скорость поступательного перемещения равна:
V = ωN h/sinϕ . (9) Для стального листа толщиной 50 мм лазера мощностью 10 кВт, сфокусированного в пятно d = 1 мм, R = 0,1 м, N = 6. В этом случае минимальный угол между границей реза и направлением перемещения составит около 45o. Тогда, исходя из (5), имеем (Т = 3200oC, λ= 0,5 Вт/см град, а = 0,15 см/с, η = 0,2) ω > 1 Гц. Из (9) получим скорость реза v = 0,3 см/с. Отметим, что при газолазерной резке для достижения такой же скорости реза мощность лазера должна была бы быть по крайней мере в пять раз большей, поскольку ширина реза составила бы порядка 5 мм (10% от ширины листа). В этом случае присутствовали бы и потери, связанные с испарением материала и экранированием границы реза парами металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКАЯ СКАНИРУЮЩАЯ СИСТЕМА | 2009 |
|
RU2422864C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 2011 |
|
RU2466842C1 |
| ЛАЗЕРНЫЙ ПРОФИЛОМЕТР | 2006 |
|
RU2361175C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПЬЕЗОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2413337C2 |
| СПОСОБ ГЕОДЕЗИЧЕСКИХ ИЗМЕРЕНИЙ ОБЪЕМНЫХ ОБЪЕКТОВ ПО ЗАДАННЫМ СВЕТОВЫМ МАРКАМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2079810C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ЛАЗЕРНЫЙ МОДУЛЬ МЛМ (КОМПЛЕКС) | 2021 |
|
RU2769194C1 |
| ЛАЗЕРНЫЙ ИЗМЕРИТЕЛЬ АМПЛИТУДЫ УГЛОВЫХ И ЛИНЕЙНЫХ ВИБРОПЕРЕМЕЩЕНИЙ | 2006 |
|
RU2324906C2 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ РАВНОМЕРНОЙ ОСВЕЩЕННОСТИ ПРЯМОУГОЛЬНОЙ ПЛОЩАДКИ ЗАДАННЫХ РАЗМЕРОВ (ГОМОГЕНИЗАТОР) | 2001 |
|
RU2208822C1 |
| Способ резки стеклянных трубок и устройство для его осуществления | 1989 |
|
SU1784596A1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2003 |
|
RU2254694C2 |
Использование: раскрой металлических и неметаллических материалов. Сущность изобретения: в плоскости сканируют лазерным пучком по материалу, разрушают его слой, который удаляют механическим инструментом. Этот инструмент перемещают по периодической кривой синхронно с лазерным лучом и одновременно осуществляют поступательное перемещение по мере разрушения материала. Такой инструмент может быть выполнен в виде диска с закрепленными на его кромке лопатками, а сканирующее устройство - в виде зеркальной пирамиды, установленной на этом же диске. 2 с.п. ф-лы, 4 ил.
СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Григорьянц А.Г | |||
| Основы лазерной обработки материалов, М.: Машиностроение, 1989, с.241. |
