Изобретение относится к области обработки лучом лазера преимущественно металлических материалов больших толщин.
Известен способ резки толстых металлических листов (патент РФ №2350445, МПК B23K 26/38, опубликовано 27.03.2009), в котором резку листовых материалов осуществляют воздействием на поверхность разрезаемого листа струей кислорода, истекающей из сверхзвукового сопла, и лазерным излучением. Лазерное излучение сфокусировано так, что ось луча совпадает с осью сопла, фокус луча находится внутри сопла, а диаметр луча на поверхности разрезаемой пластины превышает выходной диаметр сопла. Луч нагревает металл до температуры, большей, чем температура горения, но меньшей, чем температура плавления. Толщину разрезаемых листов задают условием H/Da≤(0,8-l,2)P/P∞+5, где H - толщина разрезаемого листа, мм, Da - выходной диаметр сопла, мм. Определенный выбор параметров резки, а именно величины давления в камере сопла и величины зазора между выходным сечением сопла и разрезаемым листом, позволяет повысить качество поверхности реза.
Известен способ лазерной резки (Патент Японии JP №11104879, МПК B23K 26/00, 26/06, 26/14, опубликовано 1999), в котором сфокусированный лазерный луч падает на разрезаемый лист, соосно с лучом подается струя кислорода через коническое сопло. Для повышения эффективности удаления расплава из канала реза и увеличения толщины разрезаемых листов устройство содержит дополнительное кольцевое сопло, концентричное первому, через которое также подается кислород. Данное решение путем лучшего продувания канала позволяет повысить толщину разрезаемых листов по сравнению со случаем, когда кольцевое сопло отсутствует. Известный способ не позволяет разрезать материалы больших толщин. В данном решении канал реза формируется лазерным лучом, сфокусированным на поверхность листа. При этом размер пятна излучения на поверхности листа меньше, чем диаметр газовой струи. С повышением толщины разрезаемых листов необходимо повышать расход кислорода через канал реза и давление кислорода в камере сопла. Повышение давления в камере приводит к избыточной концентрации кислорода в верхней части канала. Поскольку ширина канала реза меньше диаметра струи кислорода, в верхней части канала возникает неконтролируемое самопроизвольное горение разрезаемого материала в направлении боковых стенок канала, затем горение распространяется на всю толщину листа. При этом шероховатость стенок канала значительно возрастает и качество реза ухудшается.
Известен способ газолазерной резки и установка для газолазерной резки (патент РФ №2025244, МПК5 B23K 26/00, опубликовано 30.12.1994), наиболее близкий к предлагаемому способу и принятый за прототип, в котором в начальной момент в зону реза направляют коротковолновый лазерный луч, а затем коаксиально ему направляют кольцевой луч длинноволнового лазера, фокусируют их на обрабатываемой поверхности, а технологический газ подают в зону воздействия лазерных лучей через наружное кольцевое коническое сопло. Плотность мощности излучения регулируют в зависимости от соотношений мощности и диаметров фокальных пятен лучей. Однако в известном способе скорость газа, истекающего из сужающегося конического сопла, ограничена и не может быть больше скорости звука, что не позволяет прорезать материалы больших толщин и, кроме того, поверхность реза получается недостаточно высокого качества.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в увеличении глубины реза и толщины прорезаемого материала, в повышении качества поверхности реза, а именно уменьшение ее шероховатости и отсутствие грата.
Технический результат достигается тем, что в способе газолазерной резки, при котором в зону реза последовательно направляют коротковолновый луч, фокусируют его на обрабатываемой поверхности в виде сплошного пятна, а затем коаксиально коротковолновому направляют длинноволновый луч и фокусируют его в виде кольца вокруг пятна, подают технологический газ в виде кольцевой струи, новым является то, что коротковолновый луч подают импульсно с амплитудой, равной толщине прорезаемого материала, а технологический газ подают в виде сужающе-расширяющейся сверхзвуковой струи с поджатием ее в зону реза через сужающе-расширяющееся кольцевое сопло с косым срезом на выходе.
Установка для газолазерной резки содержит генераторы лазерного излучения - коротковолновый со сплошным выходным пучком и длинноволновый с кольцевым выходным пучком, оптическую систему, газооптическую головку с сопловым устройством, состоящим из центрального конического сопла для подачи двухлучевого лазерного излучения и коаксиально ему расположенного кольцевого сопла для подачи технологического газа, выполненного сужающе-расширяющимся с косым срезом на выходе, обращенным к оси симметрии сопел.
Косой срез сверхзвукового кольцевого сопла выполнен под углом от 5 до 40° относительно плоскости его прямого среза.
Сущность способа заключается в следующем. В зону реза через центральное коническое сопло направляют два лазерных луча с различными длинами волн, вначале фокусируют их на обрабатываемой поверхности, а активный технологический газ направляют в зону реза через наружное кольцевое сверхзвуковое сопло с косым срезом. Интенсификация процесса газолазерной резки физически происходит по следующему механизму: вначале коротковолновый луч, например с λ=1,06 мкм, нагревает и плавит металл из-за того, что поглощательная способность его больше в 1.5-2 раза, чем длинноволнового луча, например, с λ=10,6 мкм. При нагреве и плавлении металл интенсивно окисляется в присутствии активного технологического газа. В следующий момент окисленная зона металла увеличивается и кольцевой длинноволновый луч воздействует на окисленную зону, при этом его поглощательная способность увеличивается и сравнивается с коротковолновым поглощением, поэтому их совместное двухлучевое воздействие на зону реза ведет к более глубокому проплавлению металла. В следующий момент сфокусированный коротковолновый луч, импульсно углубляясь с амплитудой, равной толщине материала по фронту реза, окисляет его поверхность и способствует сохранению поглощательной способности длинноволнового луча. Образовавшаяся пленка расплава и возгоны металла удаляются компактной слившейся сверхзвуковой струей технологического газа из узкого и глубокого реза. Этот процесс многократно повторяется и определяет скорость резки и ее производительность.
На фиг.1 представлена схема установки для газолазерной резки.
На фиг.2 - сопловое устройство газооптической головки.
Установка содержит два генератора лазерного излучения - коротковолновый 1 и длинноволновый 2 с кольцевым выходным пучком, оптическую систему, газооптическую головку 3 с сопловым устройством 4, состоящим из центрального конического сопла 5 и сверхзвукового сужающе-расширяющегося кольцевого сопла 6 с косым срезом 7 и системы подачи технологического газа 8. Оптическая система длинноволнового лазера 2 содержит кольцевое отражающее поворотное зеркало 9, двухзеркальный фокусирующий объектив 10 с кольцевыми отражающими зеркалами 11 и 12. Оптическая система коротковолнового лазера 1 содержит плоское поворотное зеркало 13, оптическая ось которого направлена на отражающее зеркало 14, установленное внутри и по оси кольцевого отражающего поворотного зеркала 9. Оптические оси зеркал 9 и 14 совпадают с осью конического сопла 5. Фокусирующая линза 15 коротковолнового лазера 1 установлена внутри двухзеркального объектива 10 длинноволнового лазера 2 в корпусе 16 с возможностью осевого перемещения.
Установка работает следующим образом. Лазерный луч коротковолнового лазера 1 направляют на отражающее поворотное зеркало 13, отражающее зеркало 14, и от него луч направляется в объектив 10 на фокусирующую линзу 15 и через центральное коническое сопло 5 импульсно с амплитудой, равной толщине прорезаемого материала, в зону реза 17. Лазерный кольцевой пучок длинноволнового лазера 2 направляют на отражающее зеркало 9 и от него в фокусирующий объектив 10, в котором луч отражается кольцевыми зеркалами 11 и 12 и также направляется через центральное коническое сопло 5 в зону реза 17. Одновременно из системы подачи технологического газа 8 в кольцевое сопло 6 под высоким давлением подается технологический газ, который, истекая из сверхзвукового кольцевого сопла 6 с косым срезом 7 на выходе, поджимается и в виде высокоскоростной сверхзвуковой струи воздействует на зону реза 17 обрабатываемого материала 18, образуя фронт реза 19.
Газолазерную резку листовых материалов осуществляют воздействием на зону реза двумя лазерными лучами с различной длиной волны, проходящими через отверстие в коническом сопле 5, фокусируют их на обрабатываемую поверхность, при этом коротковолновый луч подают импульсно с частотой (20-210) Гц и амплитудой, равной толщине прорезаемого материала, длинноволновой луч фокусируют в виде кольца вокруг пятна коротковолнового. Технологический газ (активный кислород, воздух или смесь (О+N или пассивный - азот, аргон) подают через кольцевое сужающе-расширяющееся сверхзвуковое сопло с косым срезом, обращенным тупым углом к оси симметрии лазерных лучей. Струя газа поджимается к оси, при этом увеличивается ее скорость и интенсивность воздействия на разрезаемый материал. Высокоскоростная сверхзвуковая струя технологического газа обеспечивает необходимую глубину реза и высокое качество его поверхности.
Таким образом, за счет совместного двухлучевого воздействия коротковолновых и длинноволновых лазерных лучей и сверхзвуковой струи технологического газа, направленной в зону реза с поджатием за счет косого среза сопла, достигается интенсификация процесса газолазерной резки материалов большой толщины с высоким качеством поверхности реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 1991 |
|
RU2025244C1 |
| Способ ультразвуковой газолазерной резки листового металла и устройство ультразвуковой газолазерной резки листового металла (Варианты) | 2017 |
|
RU2670629C9 |
| Оптическая головка для лазерной резки | 2021 |
|
RU2753066C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ | 2007 |
|
RU2368479C2 |
| Оптическая головка для лазерной резки, сварки | 2019 |
|
RU2727392C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089365C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2382693C1 |
| Универсальная лазерная оптическая головка | 2017 |
|
RU2646515C1 |
| Лазерная оптическая головка | 2016 |
|
RU2641213C2 |
| Автоматизированная установка для газолазерной резки материалов | 1981 |
|
SU958060A1 |
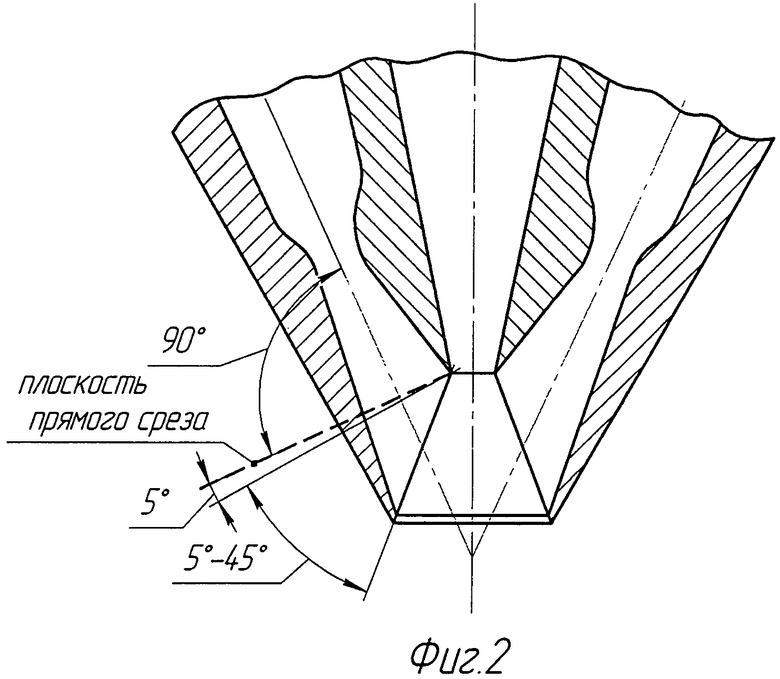
Изобретение относится к области обработки лучом лазера преимущественно металлических материалов больших толщин, в частности к способу и установке для газолазерной резки. Лазерный луч коротковолнового лазера (1) направляют на отражающее поворотное зеркало (13), отражающее зеркало (14) и от него луч направляется в объектив (10) на фокусирующую линзу (15) и через центральное коническое сопло (5) импульсно с амплитудой, равной толщине прорезаемого материала, в зону реза (17). Лазерный кольцевой пучок длинноволнового лазера (2) направляют на отражающее зеркало (13) и от него в фокусирующий объектив (10), в котором луч отражается кольцевыми зеркалами (11) и (12) и также направляется через центральное коническое сопло (5) в зону реза (17). Одновременно из системы подачи технологического газа (8) в кольцевое сопло (6) под высоким давлением подается технологический газ, который, истекая из сужающе-расширяющегося сверхзвукового кольцевого сопла (6) с косым срезом (7) на выходе, поджимается к оси, при этом увеличивается ее скорость и интенсивность воздействия на разрезаемый материал. Высокоскоростная сверхзвуковая струя технологического газа обеспечивает необходимую глубину реза и высокое качество его поверхности. 2 н. и 1 з.п. ф-лы, 2 ил.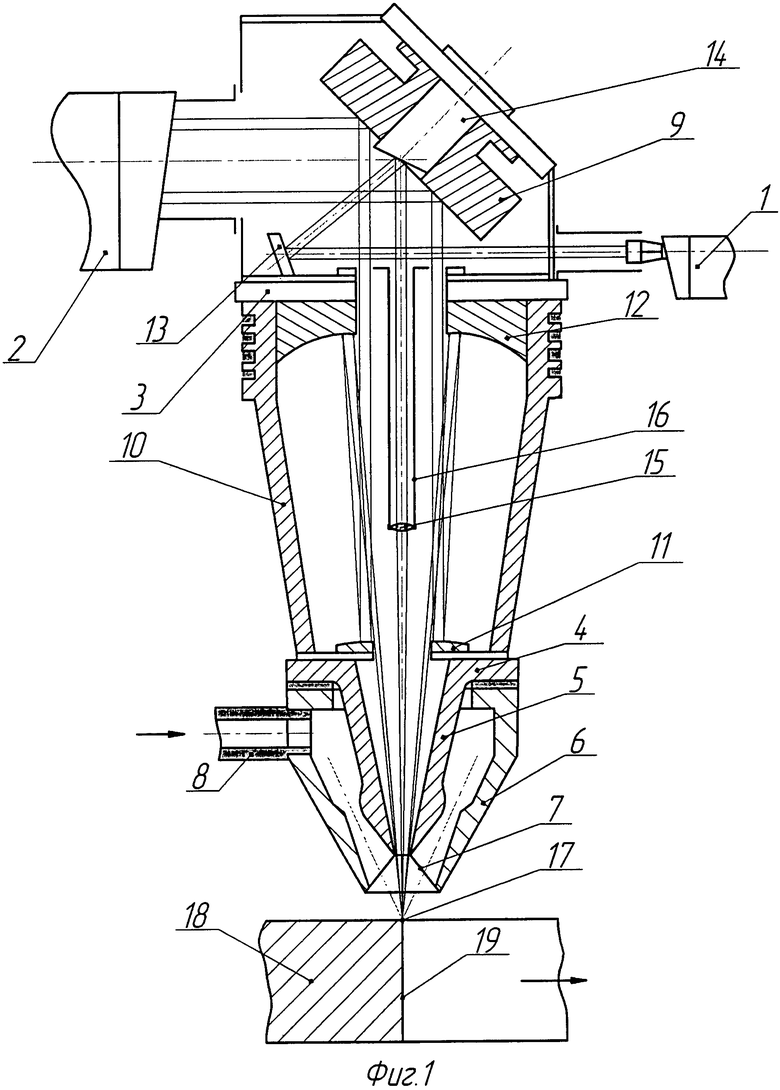
1. Способ газолазерной резки, включающий последовательное направление в зону реза сначала коротковолнового луча, фокусирование его на обрабатываемой поверхности в виде сплошного пятна, а затем направление длинноволнового луча коаксиально коротковолновому лучу с фокусированием его в виде кольца вокруг пятна и подачу технологического газа в виде кольцевой струи, отличающийся тем, что коротковолновый луч подают импульсно с амплитудой, равной толщине прорезаемого материала, а технологический газ подают в виде сужающе-расширяющейся сверхзвуковой струи с поджатием ее в зону реза через сужающее- расширяющееся кольцевое сопло с косым срезом на выходе.
2. Установка для газолазерной резки, содержащая коротковолновый генератор лазерного излучения со сплошным выходным пучком и длинноволновый генератор лазерного излучения с кольцевым выходным пучком, оптическую систему, газооптическую головку с сопловым устройством, состоящим из центрального конического сопла для подачи двухлучевого лазерного излучения и коаксиально ему расположенного кольцевого сопла для подачи технологического газа, отличающаяся тем, что кольцевое сопло для подачи технологического газа выполнено сужающее-расширяющимся с косым срезом на выходе, обращенным к оси симметрии сопел.
3. Установка по п.1, отличающаяся тем, что косой срез сверхзвукового кольцевого сопла выполнен под углом от 5 до 40° относительно плоскости его прямого среза.
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 1991 |
|
RU2025244C1 |
| SU 1743089 A1, 20.09.1996 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

