Изобретение относится к электрооборудованию автотранспортной техники и может быть использовано для электродуговой сварки и резки металлов от бортовой сети автомобиля, а также питания электроинструмента в полевых условиях.
Целью настоящего изобретения является увеличение мощности и КПД автомобильного электрооборудования при его использовании в альтернативном режиме питания электросварки и малогабаритного электроинструмента.
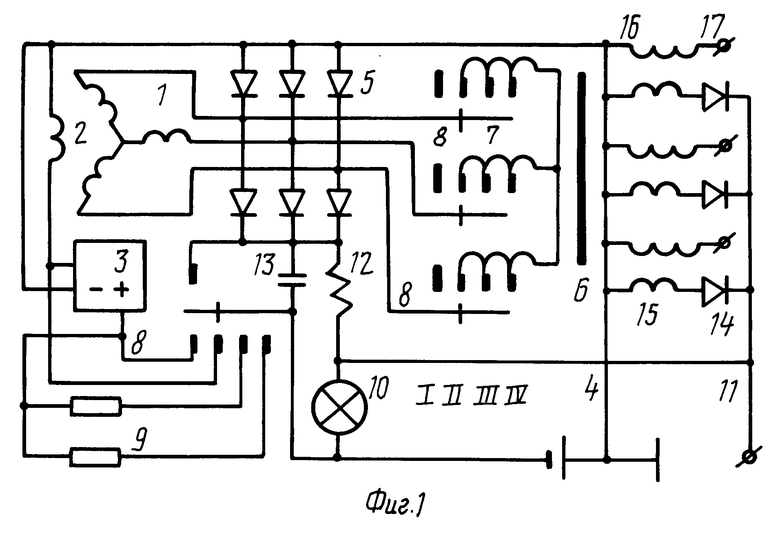
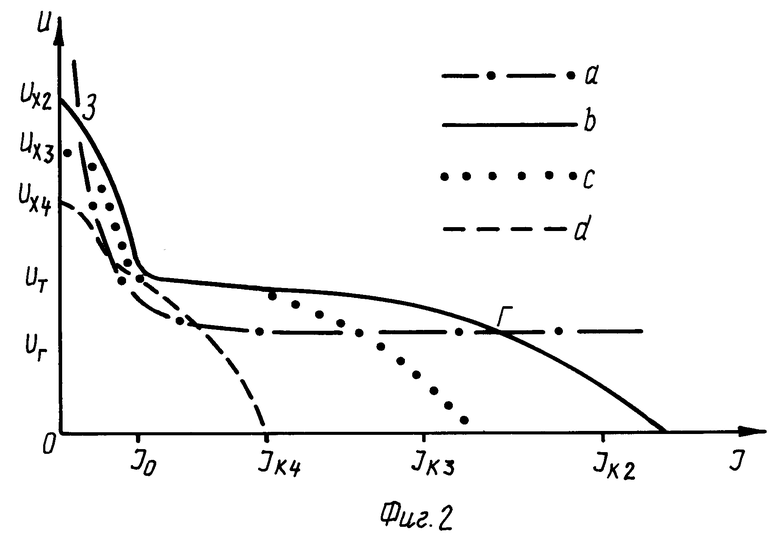
На фиг. 1 дана принципиальная схема устройства электродуговой сварки; на фиг. 2 - вольт-амперные характеристики, поясняющие ее работу.
В состав предлагаемого устройства кроме штатного автомобильного генератора трехфазного тока 1 с обмоткой возбуждения 2, подключенной через регулятор напряжения 3 к аккумулятору 4 и шестиполупериодному выпрямителю на встроенных диодах 5, входит трехстержневой трансформатор 6, у которого трехфазные первичные обмотки 7 включены "звездой" и снабжены (n) свободными отводами промежуточных витков, соединенные (n+1) контактами коммутатора 8. Три ползунка, переключающие контакты коммутатора 8 подключены к фазным выводам обмоток генератора 1, а четвертый ползунок - коммутирует контакт (n-1) дополнительных резисторов 9 регулятора напряжения 3 и в 1, исходном состоянии соединяет выходной контакт встроенного выпрямителя (5) непосредственно с регулятором напряжения 3 и аккумулятора 4, который через контрольную лампу накаливания 10 связан с клеммой электродержателя 11, подключенный через баластный резистор 12 к выходному контакту встроенного выпрямителя 5 и через защитную емкость 13 - к аккумулятору 4. Кроме того эта клемма электродержателя 11 соединена с дополнительным диодным выпрямителем 14 тока вторичных понижающих обмоток 15 трансформатора 6, в стержнях которого расположены так же повышающие обмотки 16 со своими клеммами питания электроинструмента повышенной частоты 17. При питании электроинструмента с двигателями постоянного тока повышающие обмотки трансформатора 16 могут подключаться к своим клеммам 17 через дополнительные диоды, аналогичные диодам 14.
Предлагаемое устройство работает следующим образом.
При нахождении ползунков переключателя режимов 8 в исходном, крайнем левом положении I - трехфазный трансформатор 7 отключается от генератора 1 и в бортовой сети автомобиля восстанавливается обычная схема электропитания, при которой выходная клемма встроенного выпрямителя 5 соединяется с аккумулятором 4 и резистором 3, так, что контрольная лампа накаливания 10 не горит, поскольку ее выводы закорочены переключателем режимов 8. После пуска двигателя переключатель режимов 8 может быть переведен в одно из рабочих положений, например, положение II, в котором первый ползунок переключателя 8 непосредственно подключает обмотку возбуждения 2 к аккумулятору 4, а остальные (три) соединяют все первичные обмотки 7 трехфазного трансформатора 6 со статорными обмотками генератора 1. При помощи привода топливоподачи двигателя внутреннего сгорания автомобиля число оборотов ротора генератора 1 увеличивается до загорания контрольной лампы 10, у которой номинальное напряжение при 12 В аккумулятора составляет 36 В, а при 24 В аккумулятора - 28 В. При этом частота переменного напряжения вырабатываемого генератора 1 составляет 200...400 Гц, что позволяет при помощи малогабаритного трансформатора 6 преобразовать его в повышенное напряжение переменного тока обмоток 16, которое прикладывается к клеммам питания 17 малогабаритного электроинструмента повышенной частоты. Аналогичным образом его номинальное напряжение генератора U(x) порядка 50 В трансформируется понижающими обмотками 15 и выпрямительными диодами (14) в постоянное напряжение Ut = 25...30 В, которое прикладывается к клеммам электродержателя 11 параллельно - согласно первичному напряжению генератора 1. Поскольку напряжение генератора U(x) прикладывается к электродержателю 11 через баластный резистор 12, то при возникновении тока дуги напряжение подпитки холостого хода быстро падает до выходного напряжения трансформатора Uт, которое соответствует начальному току горения дуги (о) на внешней характеристике устройства (b), фиг. 2. Благодаря параллельной нагрузке встроенного выпрямителя вторичных обмоток трансформатора 14 обеспечивается надежный поджиг дуги в точке 3 пересечения ее вольт-амперной характеристики (а) с характеристикой встроенного выпрямителя 5 и баластного резистора 12 при относительно высоком напряжении, близком к U(x), и последующее экономичное горение с высоким КПД и большим сварочным током в точке (г) пересечения вышеуказанной характеристики дуги с характеристикой выпрямителя трансформатора 6. При этом скачки напряжения, образующиеся на электродержателе в переходных режимах сварки сглаживается на безопасном уровне дифференцирующей RC-цепочкой, образованной защитной емкостью 13 и собственными сопротивлениями баластного резистора 12 и контрольной лампы 10, ток через которую обеспечивает необходимый подзаряд аккумулятора 4 в паузах сварки. Для изменения сварочного тока и соответствующего тока короткого замыкания Ik переключатель режимов 8 может быть переведен в положение III или IY, при котором первый ползунок переключателя 8 включает в цепь обмотки возбуждения 2 дополнительные резисторы 9, а три других - изменяют коэффициент трансформации трансформатора 6 так, что уменьшение напряжения холостого хода генератора U(x),вызванное уменьшение тока возбуждения, компенсировались изменением коэффициента трансформации. Благодаря этому выходное напряжение трансформатора Uт практически не меняется, а ток короткого замыкания Iкз, Iкч и внешние характеристики (с), (d) регулируются в широких пределах. При этом регулятор 3 никакого влияния на вышеуказанные процессы не оказывает, так как из-за пониженного напряжения на нем, вследствие падения напряжения на дополнительных резисторах, его внутренние контакты находятся все время в замкнутом состоянии, при котором клемма III радиатора оказывается соединенной с клеммой (+) , т.е. дополнительными резисторами 9.
Испытание опытного образца заявленного устройства, изготовленного в виде приставки размером (160 х 60 х 240) мм к штатному электрооборудованию автомобиля, показали практическую возможность дуговой сварки электродами до 3 мм на легковых автомобилях с 14-вольтовым генераторами, и до 4 мм на грузовых с генераторами 28В. При этом появляется возможность питания от бортовой сети автомобиля различного электроинструмента с коллекторными двигателями и малогабаритными электродвигателями повышенной частоты нормалей N 707.0602225.004; N 707.0602120.040; N 707.0602433.104 и т.п., которые выпускаются ПТО "АвтоВАЗа" по лицензии фирмы "Бош". По сравнению с прототипом и его базовым вариантом установкой "Mobie pawer" производства АМ Рrodukte GmbH" ФРГ, заявленное устройство не нуждается в замене штатного генератора автомобиля специальным трехкиловатным генератором с распределительным щитком, так как необходимая выходная мощность достигается оптимальным согласованием при помощи трансформатора внутреннего сопротивления штатного генератора автомобиля с вольт-амперной характеристикой дуги, что обеспечивает повышение КПД всего устройства, и расширением диапазона сварочных токов, за счет синхронного изменения тока возбуждения генератора и коэффициента трансформации его напряжения. При этом ток контрольной лампы рабочего режима обеспечивает достаточно интенсивную подзарядку аккумулятора, необходимую для питания обмотки возбуждения и электрических цепей ДВС, что практически не ограничивает время проведения сварочных работ в полевых условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомобильный сварочный агрегат | 1991 |
|
SU1814600A3 |
| КОММУТИРУЮЩАЯ ПРИСТАВКА | 1992 |
|
RU2020691C1 |
| РЕВЕРСНЫЙ ЭЛЕКТРОПРИВОД ЛЕБЕДКИ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 1995 |
|
RU2115217C1 |
| МОБИЛЬНАЯ КАРОТАЖНАЯ ЛЕБЕДКА | 2000 |
|
RU2191741C2 |
| АВТОМОБИЛЬНЫЙ СВАРОЧНЫЙ АГРЕГАТ | 1992 |
|
RU2042484C1 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| СВАРОЧНЫЙ АГРЕГАТ | 2000 |
|
RU2191666C2 |
| СТАБИЛИЗАТОР ВЫПРЯМЛЕННОГО НАПРЯЖЕНИЯ | 1996 |
|
RU2137284C1 |
| Сварочный аппарат | 1991 |
|
SU1835092A3 |
| УСТРОЙСТВО ДЛЯ ПОЭЛЕМЕНТНОГО ДОРАЗРЯДА K АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1992 |
|
RU2031492C1 |
Использование: электрооборудование автотранспортной техники, электродуговая сварка и резка металлов, питание электроинструмента в полевых условиях. Сущность: оптимальное согласование собственного сопротивления генератора с характеристиками дуги и электроинструмента. Новизна заключается в подключении к статорным обмоткам штатного генератора автомобиля малогабаритного трехфазного трансформатора и дополнительных резисторов в цепь обмотки возбуждения генератора, которые коммутируются синхронно с витками первичной обмотки трансформатора при помощи четырехполюсного переключателя режимов. При этом контроль рабочего режима сварки обеспечивается контрольной лампой накаливания, включенной между баластным резистором генератора и аккумулятором, который в процессе сварки подзаряжается протекающим по ней током, достаточным для питания обмотки возбуждения и электрических цепей ДВС автомобиля. 1 з.п. ф-лы, 2 ил.
| Патент США N 4853557, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
