Изобретение относится к источникам питания электрической дуги и может быть использовано в сварочных трансформаторах и выпрямителях для ручной и автоматической сварки и резки металлов.
Известен сварочный аппарат, обеспечивающий уменьшение тока, потребляемого сварочным трансформатором из сети переменного тока во время сварки, в котором поджиг дуги и сварка обеспечиваются использованием мощного силового умножителя напряжения [1].
Существенным недостатком такого сварочного аппарата является наличие зарядного дросселя, накопительного конденсатора большой емкости, через который проходит полный ток сварочной дуги. Поэтому эти элементы должны обладать большой энергоемкостью, а следовательно, соответствующими габаритами и ценой. Кроме того, батарея конденсаторов большой емкости может вызвать поражение сварщика остаточным зарядом и требует принудительного их разряда после выключения из сети.
Наиболее близким к изобретению по устройству является сварочный аппарат, содержащий регулируемый трансформатор на трехстержневом магнитопроводе с двумя замыкающими ярмами и первичной секционированной обмоткой, размещенной на двух различных стержнях магнитопровода, на третьем стержне которого размещена вторичная обмотка с отводами. Аппарат снабжен двумя динисторами и двухполупериодным выпрямителем со средней точкой. На крайних стержнях Ш-образного магнитопровода расположены две одинаковые части первичной обмотки, одна из которых секционирована, при этом секции подключены к другой части первичной обмотки последовательно-встречно через двухпозиционные выключатели. Начало и конец вторичной обмотки через двухполупериодный выпрямитель со средней точкой соединены с первой выходной клеммой, а средняя точка вторичной обмотки соединена со второй выходной клеммой. Через дополнительные секции вторичной обмотки и динисторы подключены к симметричной балластной нагрузке индуктивно-активного характера, средняя точка которой соединена с первой выходной клеммой [2].
Недостатками этого аппарата являются использование сложного Ш-образного сердечника с дополнительными обмотками повышенного напряжения и малоточных динисторов для обеспечения поджига дуги. Отечественная промышленность до сих пор не освоила выпуск мощных динисторов, что делает вышеуказанную схему малоэффективной. Вследствие того, что динисторы трудно подобрать с одинаковым напряжением включения, эта схема работает нестабильно и ненадежно. Огибающая напряжения на выходных клеммах аппарата имеет точки прохождения через ноль, что делает дугу нестабильной, не пригодной для сварки цветных металлов и нержавеющей стали.
Техническая задача заявляемого изобретения заключается в устранении указанных недостатков, уменьшении потребления тока из промышленной сети переменного тока во время сварки, облегчении поджига дуги безопасным током, уменьшении массогабаритных характеристик аппарата и его стоимости, а также расширении области применения аппарата для сварки нержавеющей стали.
Для решения этой технической задачи предлагаются три варианта сварочного аппарата, устройство которого позволяет формировать две внешние характеристики сварочного тока. Характеристика, формируемая силовым двухполупериодным выпрямителем сварочного тока пониженного напряжения, используется для сварки, а характеристика, формируемая маломощным вспомогательным источником дросселированного тока повышенного напряжения - для поджига и стабилизации дуги. Суперпозиция двух выходных характеристик аппарата, реализуемая с помощью простых электрических схем, обеспечивает его энергосберегающие преимущества по сравнению с другими сварочными аппаратами.
Сварочный аппарат по первому варианту содержит регулируемый трансформатор, вторичная обмотка которого имеет средний отвод и подключена к силовому двухполупериодному выпрямителю и дросселю. Он отличается тем, что имеет Г-образный LC-фильтр, диоды и подстроечный резистор со стабилитроном, маломощного вспомогательного источника дросселированного тока повышенного напряжения и выходной диод. При этом конденсатор Г-образного LC-фильтра соединен с маломощным источником тока повышенного напряжения. Силовой выпрямитель собран в виде полумоста на тиристорах, управляющие электроды которых подключены к катодам диодов, соединенных анодами через подстроечный резистор с анодом стабилитрона, катод которого подключен к среднему отводу вторичной обмотки регулируемого трансформатора и катоду выходного диода, соединенного анодом с минусовой клеммой силового выпрямителя.
Сварочный аппарат по второму варианту содержит регулируемый трансформатор, вторичная обмотка которого имеет средний отвод и подключена к силовому двухполупериодному выпрямителю и дросселю. Он отличается тем, что имеет дроссель и конденсатор Г-образного LC-фильтра, маломощный вспомогательный источник тока повышенного напряжения, собранный в виде маломощного диодного моста, емкостный делитель сетевого напряжения, состоящий из конденсаторов, и переключатель режимов работы силового выпрямителя. При этом цепочка из дросселя и конденсатора Г-образного LC-фильтра подключена параллельно выходным клеммам силового выпрямителя, а точка соединения дросселя и конденсатора - к плюсовому выводу маломощного вспомогательного источника тока повышенного напряжения, входная диагональ диодного моста которого подключена к первичной обмотке регулируемого трансформатора через емкостный делитель сетевого напряжения. Средний вывод вторичной обмотки регулируемого трансформатора через переключатель режимов работы подключен к плюсовой выходной клемме силового выпрямителя, которая через упомянутый переключатель соединена с катодами диодов моста силового выпрямителя. Причем емкостный делитель 9, 10, 11 может быть подключен и к дополнительным выводам вторичной обмотки трансформатора для обеспечения полной гальванической развязки от сети переменного тока.
Сварочный аппарат по третьему варианту содержит регулируемый трансформатор, вторичная обмотка которого имеет средний отвод и подключена к силовому двухполупериодному выпрямителю и дросселю. Он отличается тем, что имеет дроссель и конденсатор Г-образного LC-фильтра, маломощный вспомогательный источник тока повышенного напряжения, собранный в виде умножителя напряжения, состоящий из двух пар последовательно-согласно включенных диодов и накопительных конденсаторов. При этом цепочка из дросселя и конденсатора Г-образного LC-фильтра подключена параллельно выходным клеммам силового выпрямителя, а точка соединения дросселя и конденсатора - к плюсовому выводу маломощного вспомогательного источника тока повышенного напряжения. Средний отвод вторичной обмотки регулируемого трансформатора через переключатель режимов работы подключен к плюсовой выходной клемме силового выпрямителя, которая через упомянутый переключатель соединена с катодами диодов моста силового выпрямителя.
На Фиг. 1, 2, 3 представлены принципиальные схемы вариантов предлагаемого устройства; на Фиг.4 - семейство внешних характеристик, поясняющих его работу.
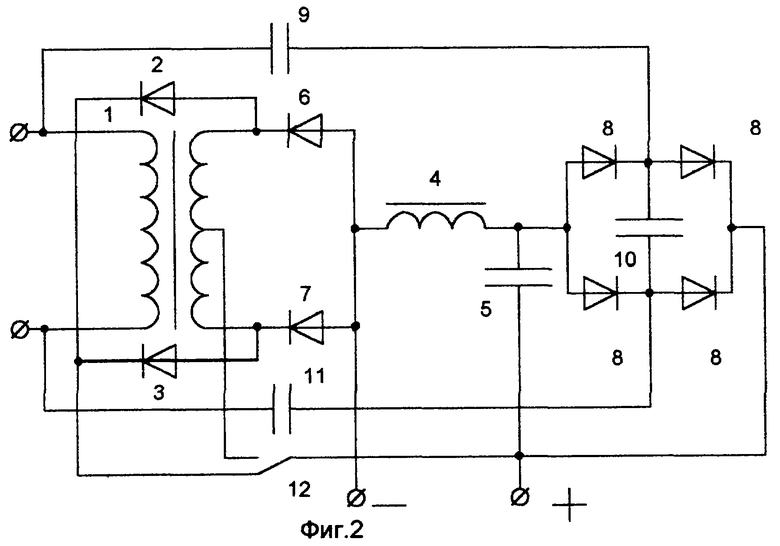
На Фиг. 1 представлена принципиальная схема первого варианта сварочного аппарата, содержащего стандартный регулируемый трансформатор сварочного тока 1, у которого двухсекционная вторичная обмотка с отводами подключена к силовому двухполупериодному выпрямителю сварочного тока на диодах 2, 3. Параллельно выходным клеммам силового выпрямителя подключен дроссель 4 и конденсатор 5 Г-образного LC-фильтра, соединенные с плюсовой клеммой и вспомогательным источником тока повышенного напряжения, собранным в виде дополнительного полумоста на тиристорах 6, 7. Управляющие электроды тиристоров подключены к катодам диодов 8, 9, соединенных анодами через подстроечный резистор 10 с анодом стабилитрона 11. Катод стабилитрона подключен к среднему отводу вторичной обмотки регулируемого трансформатора 1 и к катоду выходного диода 12, соединенного анодом с минусовой выходной клеммой.
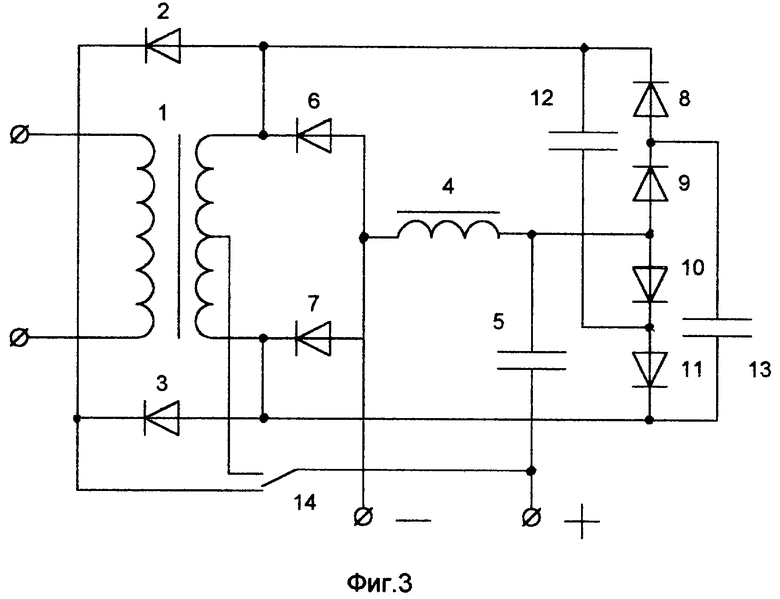
На Фиг. 2 представлена принципиальная схема второго варианта сварочного аппарата, также содержащего стандартный регулируемый трансформатор сварочного тока 1 со средним отводом вторичной обмотки и силовыми полумостами на диодах 2, 3, 6, 7. Для поджига дуги используется вспомогательный источник повышенного напряжения, выполненный в виде маломощного диодного моста 8. Входная диагональ диодного моста 8 подключена к первичной обмотке трансформатора 1 через емкостный делитель сетевого напряжения, состоящий из конденсаторов 9, 10, 11. Средний отвод вторичной обмотки трансформатора через переключатель режимов работы 12 может быть подключен к плюсовой выходной клемме силового выпрямителя, которая через этот же переключатель 12 может быть соединена с катодами диодов мостового силового выпрямителя на диодах 2, 3. Таким образом, переключатель режимов работы 12 позволяет подключать к выходным клеммам аппарата либо силовой выпрямительный мост 2, 3, 6, 7, либо (при наличии среднего отвода вторичной обмотки трансформатора 1) силовой полумост 6, 7. Параллельно выходным клеммам силового выпрямителя подключена цепочка из дросселя 4 и конденсатора 5 Г-образного LC-фильтра, соединенные с плюсовой клеммой и вспомогательным источником тока повышенного напряжения, в виде маломощного диодного моста 8. Причем емкостный делитель 9, 10, 11 может быть подключен и к дополнительным выводам вторичной обмотки трансформатора для обеспечения полной гальванической развязки от сети переменного тока.
На Фиг.3 представлена принципиальная схема третьего варианта сварочного аппарата, использующего стандартный регулируемый трансформатор сварочного тока 1, у которого вторичная обмотка со средним отводом подключена к силовому двухполупериодному выпрямителю сварочного тока на диодах 6, 7. Параллельно выходным клеммам силового выпрямителя подключена цепочка из дросселя 4 и конденсатора 5 Г-образного LC-фильтра, соединенные с вспомогательным источником тока повышенного напряжения, собранным в виде умножителя напряжения, собранного на диодах 8, 9, 10, 11 и накопительных конденсаторах 12, 13. Средний отвод вторичной обмотки трансформатора 1 через переключатель режимов работы 14 может быть подключен к плюсовой выходной клемме силового выпрямителя, которая через этот же переключатель 14 может быть соединена с катодами диодов силового выпрямителя на диодах 2, 3. Таким образом, переключатель режимов работы 14 позволяет подключать к выходным клеммам аппарата либо силовой выпрямительный мост 2, 3, 6, 7, либо (при наличии среднего отвода вторичной обмотки трансформатора 1) силовой полумост 6, 7.
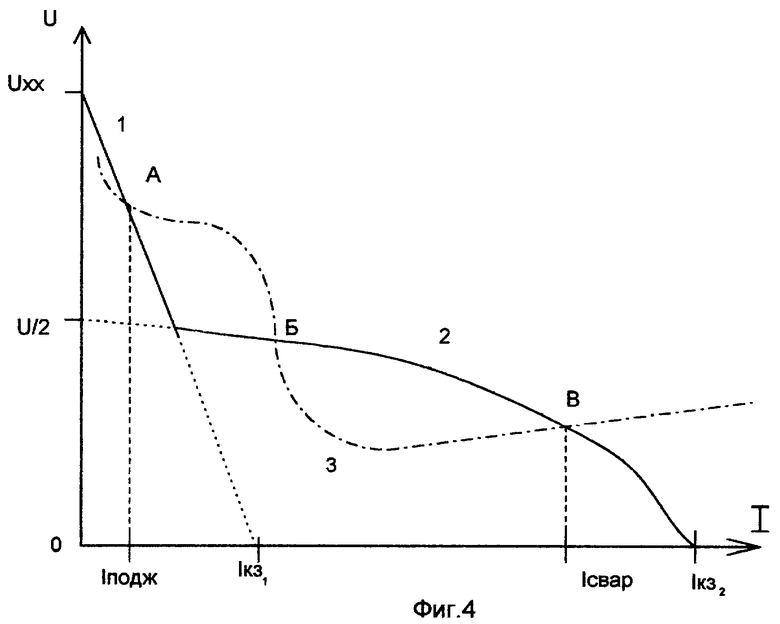
Предлагаемое устройство, Фиг.1, работает следующим образом. После включения первичной обмотки трансформатора 1 в сеть переменного тока на выходные клеммы силового выпрямителя поступает напряжение половины вторичной обмотки трансформатора 1, выпрямленное двухполупериодным выпрямителем 2, 3 и прошедшее через выходной диод 12. Оно недостаточно для поджига дуги в неустойчивой точке Б характеристики Фиг.4, но позволяет уменьшить ток первичной обмотки трансформатора 1 во время сварки в 2 раза. С этим напряжением через диод 12 и дроссель 4 складывается напряжение второго полумоста на тиристорах 6, 7, заряжающее конденсатор 5 до амплитудного значения напряжения Uxx, выпрямленного полным мостом на элементах 2, 3, 6, 7. Тиристорный полумост работает с отсечкой, задаваемой стабилитроном 11, напряжение стабилизации которого выбирается ниже напряжения горения дуги. Вследствие этого во время горения дуги напряжение тиристорного полумоста каждые полпериода выпрямленного напряжения подзаряжают конденсатор 5 до его амплитудного значения. При прохождении огибающей выпрямленного напряжения через "0" энергия, запасенная в конденсаторе 5 и дросселе 4, не дает дуге погаснуть. При коротком замыкании выходных клемм силового выпрямителя напряжение на стабилитроне 11 падает ниже напряжения его стабилизации, и он закрывается, закрывая тиристоры 6, 7. Таким образом, ток через тиристоры и дроссель прекращается, предотвращая их перегрев и выход из строя. Подстроечный резистор 10 используется для регулирования тока стабилитрона и тока управления тиристоров 6, 7.
Предлагаемое устройство, Фиг.2, работает в двух режимах:
- при использовании в аппарате трансформатора 1 со средним выводом вторичной обмотки он подключается к плюсовой выходной клемме силового выпрямителя. В этом случае устройство работает аналогично устройству на Фиг.1. Отличие лишь в том, что для поджига электрической дуги используется маломощный диодный мост 8, подключенный к входному напряжению сети переменного тока через емкостный делитель, выполненный на конденсаторах 9, 10, 11. Конденсаторы 9, 10, 11 и дроссель 4 подбираются из условия обеспечения маломощным диодным мостом 8 тока поджига дуги около 1 А, см. [3].
- при использовании в аппарате трансформатора 1 без среднего отвода вторичной обмотки к плюсовой выходной клемме силового выпрямителя через переключатель 12 подключается напряжение полного силового выпрямительного моста 2, 3, 6, 7. В этом случае уменьшение тока в первичной обмотке трансформатора 1 во время сварки по сравнению с простым использованием трансформатора без выпрямителя, Фиг. 2, достигается регулировкой (уменьшением) числа витков вторичной обмотки трансформатора 1. Поджиг электрической дуги в устройстве значительно облегчен использованием сетевого источника повышенного напряжения (220 В). Сдвиг фаз (~90o) между напряжением силового выпрямителя на диодах 2, 3, 6, 7 и напряжением вспомогательного источника повышенного напряжения, возникающий вследствие использования емкостного делителя, позволяет еще эффективнее предотвратить падение огибающей выпрямленного напряжения до "0". Благодаря этому данное устройство может достаточно эффективно работать и без Г-образного LC-фильтра, что упрощает его конструкцию. Однако Г-образный LC-фильтр на элементах 4, 5 позволяет подключить разделительные конденсаторы 9, 11 емкостного делителя напряжения к дополнительным выводам вторичной обмотки трансформатора 1 и тем самым обеспечить полную гальваническую развязку от сети переменного тока.
Устройство, Фиг.3, для поджига электрической дуги использует маломощный диодный умножитель напряжения, подключенный к вторичной обмотке трансформатора 1, выполненный на диодах 8, 9, 10, 11 и накопительных конденсаторах 12, 13, которые заряжают конденсатор 5 Г-образного фильтра до напряжения Uxx, значительно повышающего напряжение вторичной обмотки трансформатора 1.
Таким образом, на выходных клеммах сварочного аппарата (см. Фиг.4) каждые полпериода выпрямленного напряжения происходит суммирование двух характеристик: 1 - маломощного вспомогательного источника повышенного напряжения и 2 - силового выпрямителя. В результате этого суммарная характеристика сварочного аппарата обеспечивает уверенный поджиг дуги при малом токе и сварку от силового выпрямителя с пониженным в 2 раза выходным напряжением по сравнению с обычными сварочными аппаратами. Характеристика дуги 3 пересекает характеристику маломощного источника дросселированного тока повышенного напряжения в устойчивой точке А, что определяет стабильный ток поджига дуги (I подж) даже на участке характеристики с отрицательным сопротивлением. Другая устойчивая точка характеристики Фиг.4 В - точка пересечения характеристики дуги 3 и характеристики силового выпрямителя 2 определяет ток сварки (I свар).
Положительный эффект изобретения по сравнению с базовым вариантом сварочного аппарата "Дуга 318 МА" по патенту [1] заключается в том, что в предлагаемых схемах используется частичное дросселирование сварочного тока маломощным балластным дросселем от серийных ламп дневного света. В отличие от [1] , где суммарная емкость конденсаторов достигает 1Ф, в предлагаемом аппарате используются малогабаритные конденсаторы 20 мкФ. Диоды и тиристоры дополнительного источника повышенного напряжения в изделии также используются слаботочные, что обеспечивает простоту конструкции, его меньшие габариты и вес.
Испытания опытного образца данного сварочного аппарата, реализованного на общедоступных деталях, полностью подтвердили приведенные выше данные о снижении потребляемого сетевого тока за счет увеличения коэффициента трансформации сварочного тока и Cos ф, при одновременном улучшении поджига и стабильности дуги, особенно в области малых токов вплоть до тлеющего разряда. Это позволяет обеспечить качественную сварку без применения выходных дросселей полного сварочного тока.
Источники информации
1. Патент SU 1790475 A3, D 23 K 9/00.
2. Патент SU 1835092 A3, H 01 F 31/08, B 23 R 9/00.
3. Капцов Н. А. Электрические явления в газах и вакууме. - М-Л.: ОГИЗ, 1947 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный аппарат | 1991 |
|
SU1835092A3 |
| Автомобильный сварочный агрегат | 1991 |
|
SU1814600A3 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ С ПИТАТЕЛЕМ ОТ БОРТОВОЙ СЕТИ АВТОМОБИЛЯ | 1991 |
|
RU2030307C1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| РЕВЕРСНЫЙ ЭЛЕКТРОПРИВОД ЛЕБЕДКИ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 1995 |
|
RU2115217C1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| СВАРОЧНОЕ ЗАРЯДНО-ПУСКОВОЕ УСТРОЙСТВО | 1994 |
|
RU2130678C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 2009 |
|
RU2413599C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
Изобретения относятся к источниками питания при электродуговой сварке и могут найти применение в различных отраслях машиностроения. Сварочный аппарат по первому варианту имеет конденсатор Г-образного LC-фильтра, диоды, подстрочный резистор, вспомогательный источник тока повышенного напряжения, стабилитрон и выходной диод. Цепочка из дросселя и конденсатора Г-образного LC-фильтра подключена параллельно выходным клеммам силового выпрямителя и присоединена конденсатором к вспомогательному источнику тока повышенного напряжения, собранному в виде полумоста на тиристорах. Их управляющие электроды подключены к катодам диодов, соединенных анодами через подстрочный резистор с анодом стабилитрона, катод которого подключен к среднему отводу вторичной обмотки регулируемого трансформатора и катоду выходного диода, соединенного анодом с минусовой выходной клеммой силового выпрямителя. В сварочном аппарате по второму варианту цепочка из дросселя и конденсатора Г-образного LC-фильтра подключена параллельно выходным клеммам силового выпрямителя и соединена конденсатором с вспомогательным источником тока повышенного напряжения, диагональ диодного моста которого подключена к первичной обмотке регулируемого трансформатора через емкостный делитель сетевого напряжения. Средний отвод вторичной обмотки регулируемого трансформатора через переключатель режимов работы подключен к плюсовой выходной клемме силового выпрямителя, которая через упомянутый переключатель соединена с катодами диодов мостового силового выпрямителя. В сварочном аппарате по третьему варианту цепочка из дросселя и конденсатора Г-образного LC-фильтра подключена параллельно выходным клеммам силового выпрямителя. Средние точки каждой пары диодов умножителя напряжения через накопительные конденсаторы соединены с выводами вторичной обмотки трансформатора, тогда как средний отвод вторичной обмотки регулируемого трансформатора через переключатель режимов работы подключен к плюсовой выходной клемме силового выпрямителя, которая через упомянутый переключатель соединена с катодами диодов силового выпрямителя. Благодаря такому выполнению достигается уменьшение потребления тока сварочным аппаратом из сети переменного тока во время сварки при одновременном улучшении условий поджига и стабилизации дуги. 3 с. и 1 з.п. ф-лы, 4 ил.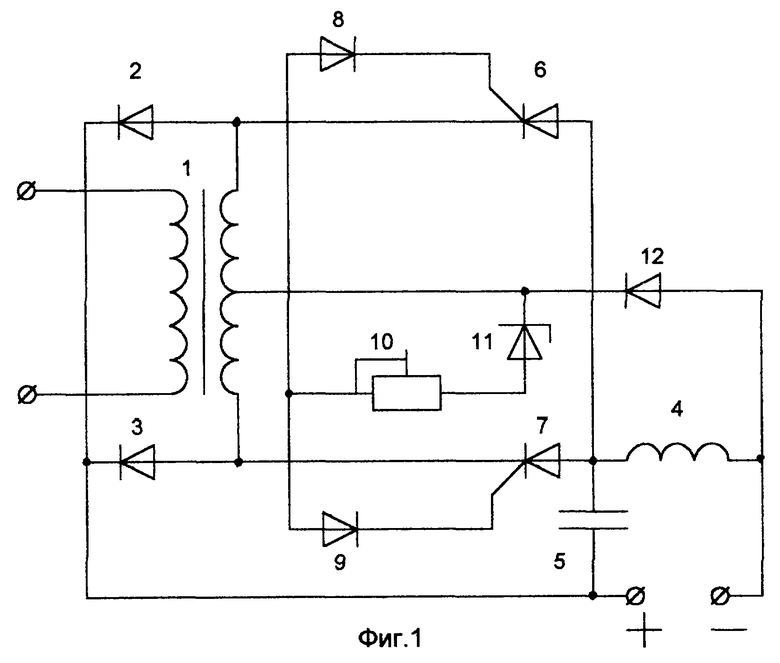
| Сварочный аппарат | 1991 |
|
SU1835092A3 |
| Способ регулирования напряжения при электродуговой сварке и устройство для его осуществления | 1990 |
|
SU1790475A3 |
| Сварочный трансформатор | 1990 |
|
SU1839648A3 |
| RU 1826334 C, 10.06.1997 | |||
| W0 09205006, 02.04.1992 | |||
| JP 10076371, 24.03.1998. | |||

