Изобретение относится к вакуумной технике, в частности к уплотнениям элементов разъемных вакуумных камер, и может быть использовано в различных областях машиностроительной и приборостроительной техники.
Известно устройство для уплотнения стыка двух цилиндрических деталей с помощью плоской кольцевой эластомерной прокладки, устанавливаемой на торце одной из стыкуемых деталей.
Недостатком данного устройства является отсутствие возможности установки прокладки таким образом, чтобы исключить ее возможное смещение при соединении уплотняемых деталей.
Известно также устройство для герметизации деталей по торцу с помощью плоской кольцевой прокладки, которая удерживается от выпадания из канавки металлическим кольцом, прижимающим ее по внутреннему краю торцовой поверхности.
Недостатком данного устройства является необходимость введения в конструкцию крепежных деталей, удерживающих прокладку в канавке.
Целью изобретения является повышение надежности устройства за счет установки прокладки без дополнительных деталей.
Поставленная цель достигается тем, что в устройстве для герметизации стыка двух цилиндрических деталей, содержащем плоскую эластомерную кольцевую прокладку, установленную между торцовыми поверхностями деталей, на наружной цилиндрической поверхности одной из уплотняемых деталей выполнена кольцевая канавка высотой менее ее глубины, прокладка в канавке установлена своей внешней цилиндрической поверхностью, уплотняемые торцы деталей выполнены коническими, а наружный конус выполнен на детали, в которой установлена прокладка, причем
d2 = (0,7 - 1,0)˙D2
S = (1,05 - 1,35)˙h, где d2 - наружный диаметр прокладки;
D2 - наружный диаметр канавки;
S - толщина прокладки;
h - высота канавки.
Отличием данного устройства является установка плоской прокладки в канавку, выполненную не на торце, а на внешней цилиндрической поверхности детали. Размещение прокладки в такой канавке и на торцовой поверхности детали позволяет исключить крепеж и при этом обеспечить надежное герметизирование торцового стыка двух деталей.
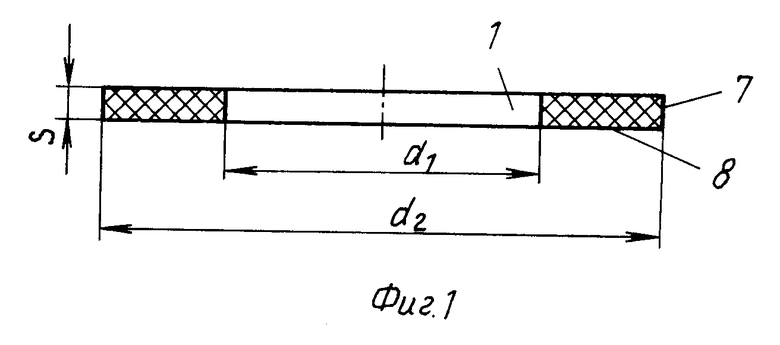
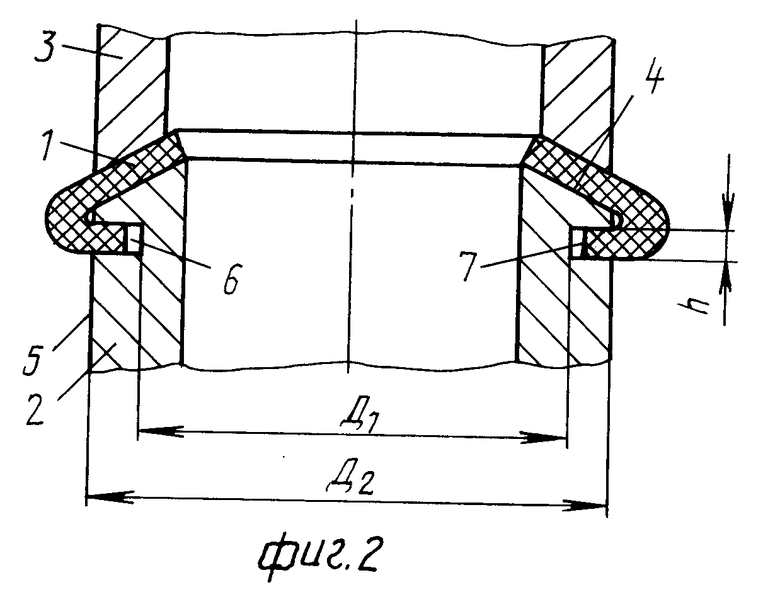
На фиг. 1 показана плоская кольцевая прокладка с обозначением ее поверхностей; на фиг.2 - устройство для герметизации стыка двух цилиндрических деталей.
Устройство включает эластомерную кольцевую прокладку 1, установленную между торцовыми поверхностями стыкуемых деталей 2 и 3. В детали 2, которая имеет торцовую поверхность 4 в виде внешнего конуса, на наружной цилиндрической поверхности 5 выполнена кольцевая канавка 6. Внешней цилиндрической поверхностью 7 прокладка 1 размещена в канавке 6, а торцовой поверхностью 8 - на поверхности 4 детали 2.
Перед установкой прокладку 1 выворачивают и, слегка растягивая с целью уменьшения толщины, заводят внешней цилиндрической поверхностью 7 в кольцевую канавку 6, выполненную на детали 2. Плотно установленная в канавку прокладка 1 под действием упругих сил, пытаясь принять прежнюю форму, прижимается к торцевой поверхности 4 детали 2. К противоположной торцовой стороне прокладки 1 стыкуется вторая соединяемая деталь 3. Таким образом, в результате надежной установки прокладки 1 в канавке 6 и размещения ее между торцами обеспечивается герметизация стыка двух цилиндрических деталей.
Для установки эластомерной кольцевой прокладки в канавке одной из уплотняемых деталей с требуемой надежностью, а также для обеспечения требуемой герметизации стыка, т.е. ровному и полному размещению прокладки на торцовой уплотняемой поверхности детали, необходимо обеспечить правильное сочетание размеров прокладки и канавки. Во-первых, высота канавки должна быть на 5-35% меньше толщины устанавливаемой прокладки в зависимости от жесткости материала прокладки, т. е. S = =(1,06-1,35)˙h. Во-вторых, глубина канавки должна быть более ее высоты, т.е. больше толщины прокладки. Сжатие прокладки в осевом направлении за счет выполнения высоты канавки по размеру, меньшей, чем толщина прокладки, а также достаточная глубина канавки позволяют с требуемой степенью надежности удерживать кольцевую прокладку в канавке одной из стыкуемых деталей за счет сил упругости эластомерной прокладки.
В-третьих, наружный диаметр прокладки выбирается примерно равным d2 = (0,7-1,0)˙D2 наружному диаметру канавки. Чем жестче материал применяемой прокладки, тем ближе эти диаметры друг к другу. В-четвертых, внутренний диаметр прокладки определяется размерами торцовой поверхности детали и расстоянием от прокладки до торца. Выбирается он исходя из конструктивных соображений: какую часть поверхности должна накрыть прокладка, чтобы обеспечить предъявляемые требования к конструкции уплотняемого узла. Так, например, если торец детали, на котором закреплена прокладка, широкий, а торец другой уплотняемой детали узкий, то ширина кольцевой прокладки рассчитывается исходя из ширины торца узкой детали. При этом для определения внутреннего диаметра кольцевой прокладки следует учесть длину цилиндрического участка детали от канавки до торцовой поверхности и размеры внутреннего диаметра другой уплотняемой детали.
Установлено, что чем эластичнее и тоньше прокладка и чем ближе расположена канавка к торцу, тем плотнее к нему прижимается прокладка, тем меньший угол наклона торцовой поверхности может быть выполнен на детали.
Была опробована установка прокладки не только на положительных от 0 до 70о, но и на отрицательных углах торцовой поверхности детали. В последнем случае установленная прокладка не прижималась к торцу, а зависала над ним, располагаясь перпендикулярно к цилиндрической поверхности детали. Несмотря на это, при соединении деталей на малых отрицательных углах наклона (до -10о) обеспечивалась надежная герметизация стыка двух деталей. Все соотношения размеров прокладки и деталей были доказаны многочисленными экспериментами.
Надежная установка прокладки, простота стыковки деталей, легкость и быстрота замены прокладки в случае ее износа на новую позволяет применять данное устройство, например, при проверках на герметичность деталей типа стакан, имеющих замкнутый объем. Проверяемая деталь 3 с коническим торцом устанавливается на ответную коническую торцовую поверхность сопрягаемой детали приспособления. Эластичная прокладка 1 расположена между ними и установлена внешней цилиндрической поверхностью 7 в кольцевой канавке 6. Во внутренней полости деталей создается разряжение. Для оценки герметичности с внешней стороны, т.е. со стороны области высокого давления, происходит обдув проверяемой детали 3 контрольным газом, например гелием.
Таким образом, в предлагаемом техническом решении прокладка простейшей конфигурации, располагаясь между торцами герметизируемых деталей, быстро и надежно устанавливается в канавке на внешней цилиндрической поверхности одной из стыкуемых деталей. Уплотняемый торец детали, в котором имеется канавка, выполнен в виде наружного конуса. При этом плоская кольцевая прокладка успешно выполняет свои функции без дополнительного крепежа и в относительно широком диапазоне углов наклона торцов стыкуемых деталей.
Технико-экономическое преимущество предлагаемого устройства по сравнению с прототипом заключается в упрощении конструкции устройства путем изменения способа установки плоской эластомерной прокладки в кольцевой канавке.
Опытный образец предлагаемого устройства ПМ40-80 был изготовлен и опробован в установке, предназначенной для проверки герметичности обтекателей, представляющих собой металлические колпаки со скошенными под углом 45 и 10о торцовыми кромками. Использование такого устройства позволяет быстро и надежно проверять герметичность подобных деталей различного диаметра и с различным углом наклона торцовых кромок за счет простой без крепежных деталей установки прокладки и плотного ровного ее размещения на рабочей поверхности детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНЕНИЕ РАЗЪЕМНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2296257C1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2000 |
|
RU2188106C2 |
| УЗЛОВОЕ СОЕДИНЕНИЕ ТРУБЧАТЫХ СТЕРЖНЕЙ ПРОСТРАНСТВЕННОЙ КОНСТРУКЦИИ | 1991 |
|
RU2016975C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕЧАТНЫХ ПЛАТ | 1993 |
|
RU2097949C1 |
| Кольцевое уплотнение | 1978 |
|
SU815389A1 |
| УПЛОТНЕНИЕ | 1996 |
|
RU2103575C1 |
| Сцинтилляционный детектор, способ его сборки и устройство для сборки сцинтилляционного детектора | 1991 |
|
SU1805410A1 |
| УПЛОТНЕНИЕ СТЫКА ДЕТАЛЕЙ | 1991 |
|
RU2016306C1 |
| РЕЗЕРВИРОВАННЫЙ ЗАПОРНЫЙ МАГИСТРАЛЬНЫЙ ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА, ВЫСОКИХ ДАВЛЕНИЙ И ТЕМПЕРАТУР | 2007 |
|
RU2350813C1 |
| КЛАПАН ЗАПОРНЫЙ МАГИСТРАЛЬНЫЙ МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА, ВЫСОКИХ ДАВЛЕНИЙ И ТЕМПЕРАТУР | 2007 |
|
RU2355934C2 |
Использование: в уплотнениях элементов разъемных вакуумных камер. Сущность изобретения: плоская эластомерная кольцевая прокладка установлена между торцовыми поверхностями деталей. На наружной цилиндрической поверхности одной детали выполнена кольцевая канавка, высотой менее ее глубины. В канавке прокладка установлена внешней цилиндрической поверхностью. Уплотненные торцы деталей выполнены коническими, наружный конус - из детали, в которой установлена прокладка. 2 ил.
УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ СТЫКА ДВУХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ содержащее плоскую эластомерную кольцевую прокладку, установленную между торцевыми поверхностями деталей, отличающееся тем, что на наружной цилиндрической поверхности одной из уплотняемых деталей выполнена кольцевая канавка высотой менее ее глубины, в которой прокладка установлена своей внешней цилиндрической поверхностью, уплотняемые торцы деталей выполнены коническими, а наружный конус выполнен на детали, в которой установлена прокладка, при этом
d2 = (0,7 oC 1,0) · D2,
s = (1,05 oC 1,35) · h,
где d2 - наружный диаметр прокладки;
D2 - наружный диаметр канавки;
s - толщина прокладки;
h- высота канавки.
| Гуревич Д.Ф | |||
| Расчет и конструирование трубопроводной арматуры | |||
| Л.: Машиностроение, 1969, с.887. |
