Изобретение относится к электроконтактной сварке сопротивлением металлов с разными физико-механическими свойствами, например быстрорежущей стали с конструкционной, для изготовления концевого режущего инструмента или других изделий, требующих повышенной надежности в условиях вибрации, усталостного разрушения и ударных нагрузок.
Известен способ контактной стыковой сварки деталей из разнородных металлов, при котором на свариваемом торце менее тугоплавкой детали выполняют выступ, а выточку - на торце более тугоплавкой детали. В процессе сварки выступ размягчается и под действием усилия сдавливания. пластически деформируясь, заполняет объем выточки [1].
К недостаткам этого способа относятся: большая начальная площадь контакта по конусу и, как следствие, более продолжительное время разогрева, необходимое для расплавленная металлов обеих свариваемых деталей. Это снижает производительность процесса, увеличивает энергоемкость.
Известен способ контактной стыковой сварки деталей из разнородных металлов с предварительной подготовкой торцов в форме клинового выступа одной детали и сквозного отверстия параллельно торцу другой детали [2].
К недостаткам этого способа следует отнести необходимость проведения опытных работ, что применимо только на предприятиях инструментального профиля при серийном производстве продукции.
Задача изобретения - улучшение качества сварки по наружному поясу, за счет одновременного расплавления металлов обеих деталей в зоне сварки; ограничение механических напряжений в сварном шве за счет перераспределения механических нагрузок между сварным швом и стыковым соединением конусов; увеличение производительности и снижение энергоемкости процесса.
Указанная задача достигается тем, что в известном способе стыковой контактной сварки сопротивлением деталей из разнородных металлов на торце одной детали выполняют выступ, а на торце другой детали - выточку, согласно заявленному изобретению выступ выполняют на торце детали с большим удельным сопротивлением, а выточку - на торце детали с меньшим удельным сопротивлением, при этом выбирают соотношение площадей сечения деталей в стыке из условия их прямой пропорциональности удельному сопротивлению материала свариваемых деталей. Кроме того, выступ и выточку могут выполнять с конусной частью. Кроме того, выступ и выточку могут выполнять с сечением в виде многоугольника.
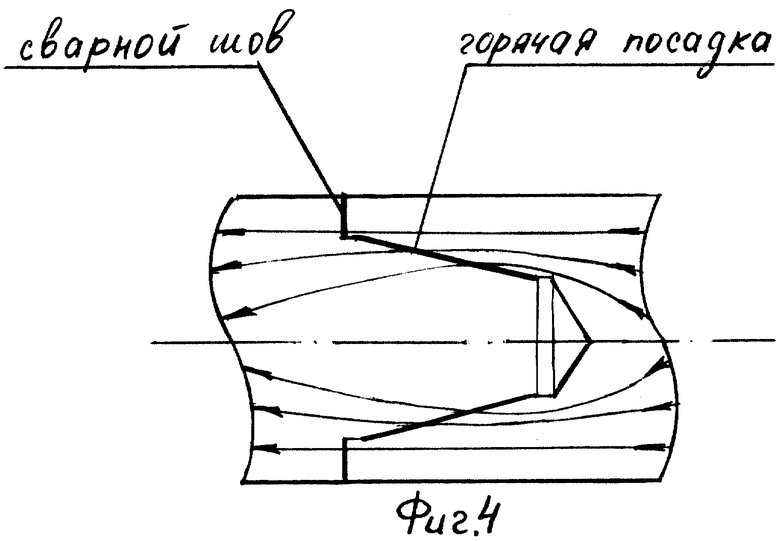
В результате соединение имеет два элемента крепления: сварку по наружному поясу и горячую посадку по конусу (фиг.4).
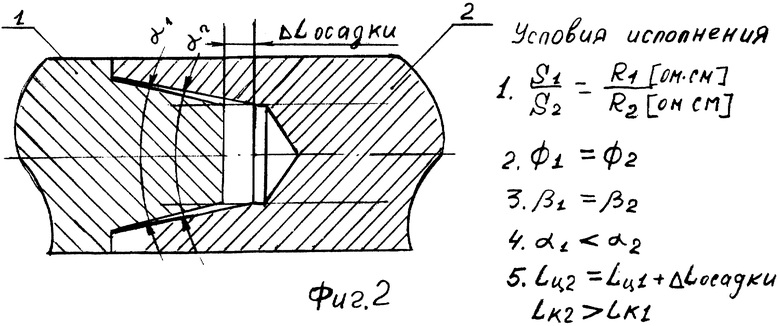
На фиг.1 показана форма торцов деталей, подготовленных к сварке. Деталь 1 из металла с удельным сопротивлением R1 [Ом•см], а деталь 2 с удельным сопротивлением R2 [Ом•см], при этом R1>R2. Как выступ, так и выточка имеют цилиндрическую часть Lц1≈1-2 мм детали 1, для ориентации при установке деталей на сварку, и конусную Lк1≈3-5 мм для соединения на горячую посадку. Размеры Lц2, Lк2 детали 2 больше размеров Lц1, Lк1 детали 1 на заданную величину осадки. На фиг.2 показан вариант исполнения подготовки торцов деталей.
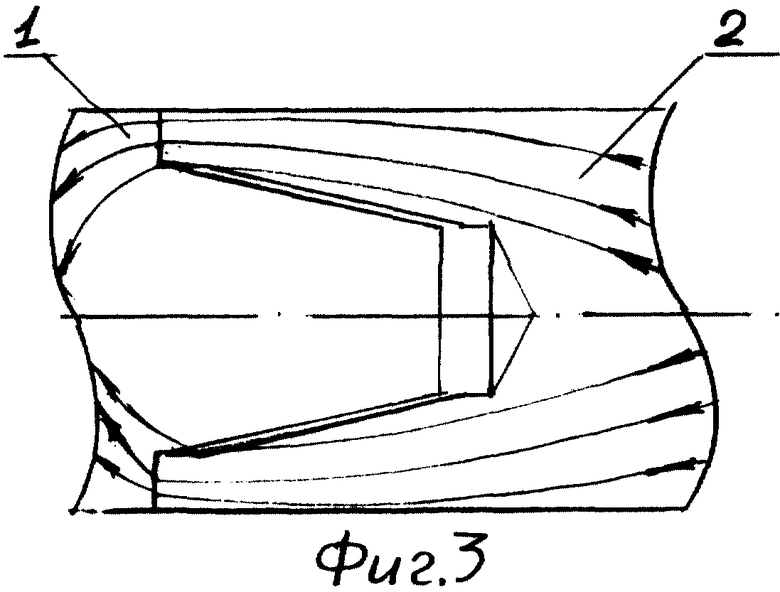
На фиг. 3 показаны условные пути прохождения сварочного тока в начале сварки. По сечению S2 детали 2 в стыке плотность тока будет больше плотности тока детали 1 во столько раз, во сколько удельное сопротивление R2 меньше удельного сопротивления R1 металла детали 1. Это соотношение плотностей токов выравнивает электрические мощности, идущие на выделение тепла в обеих деталях вблизи стыка, которое нагревает металл до размягчения и начала осадки. В процессе осадки увеличивается площадь контакта детали 1 с деталью 2 по конусу. Плотность тока детали 1 уменьшается, уменьшается и скорость нагрева на подходе к температуре плавления, что обеспечивает более равномерный прогрев металла. Это условие сохраняется вплоть до температуры плавления.
Указанная подготовка торцов свариваемых деталей позволяет также на данном оборудовании производить сварку деталей диаметром в 2-2,5 раза больше, чем указано в техническом паспорте сварочного оборудования.
Источники информации
1. Авторское свидетельство СССР 197793, кл. В 23 К 11/02, 1967 г.
2. Авторское свидетельство СССР 785002, кл. В 23 К 11/02, 1980 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU197793A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1738539A1 |
| Способ контактной стыковой сварки деталей из разнородных металлов | 1979 |
|
SU785002A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ В ВИДЕ ПИЛА | 2023 |
|
RU2809060C1 |
| Способ электронно-лучевой сварки деталей круглого сечения | 1987 |
|
SU1433691A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| Способ стыковой сварки рельсов с рельефной вставкой | 2024 |
|
RU2836940C1 |
| Способ контактной стыковой сварки | 1986 |
|
SU1425010A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
Способ может быть использован при сварке металлов с разными физико-механическими свойствами, например, быстрорежущей стали с конструкционной. На торце одной детали выполняют выступ, а на торце другой детали - выточку. Выступ выполняют на торце детали с большим удельным сопротивлением, а выточку - на торце детали с меньшим удельным сопротивлением. Соотношение площадей сечения деталей в стыке выбирают из условия их прямой пропорциональности удельному сопротивлению материала свариваемых деталей. Выступ и выточку можно выполнять с конусной частью, а также с сечением в виде многоугольника. Способ позволяет значительно улучшить качество сварки. 2 з.п. ф-лы, 4 ил.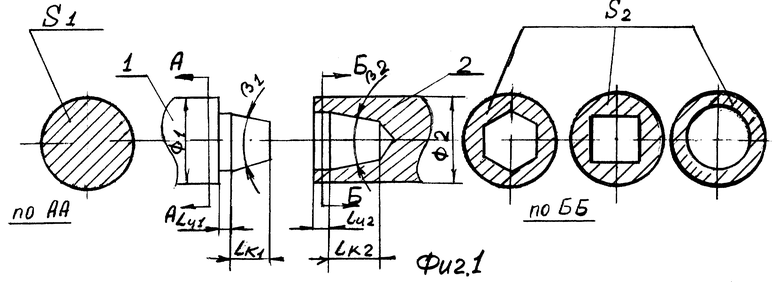
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 0 |
|
SU197793A1 |
| Способ контактной стыковой сварки деталей из разнородных металлов | 1979 |
|
SU785002A1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ПОЛОС ВНАХЛЕСТКУ | 1997 |
|
RU2123916C1 |
| US 4920247, 24.04.1990. | |||
