Изобретение относится к мойке стеклянной тары и может найти применение в линиях расфасовки продуктов в бутылки, банки и подобную тару в пищевой, химико-фармацевтической и других отраслях промышленности.
Целью изобретения является уменьшение габаритов бутылкомоечной машины, снижение энергозатрат и металлоемкости за счет того, что количество зубьев храпового колеса выполнено в целое число раз большим, чем количество зубьев приводной звездочки транспортера бутылконосителей, а трубы шприцевальных устройств установлены с шагом, в то же целое число раз меньшим, чем шаг между бутылконосителями.
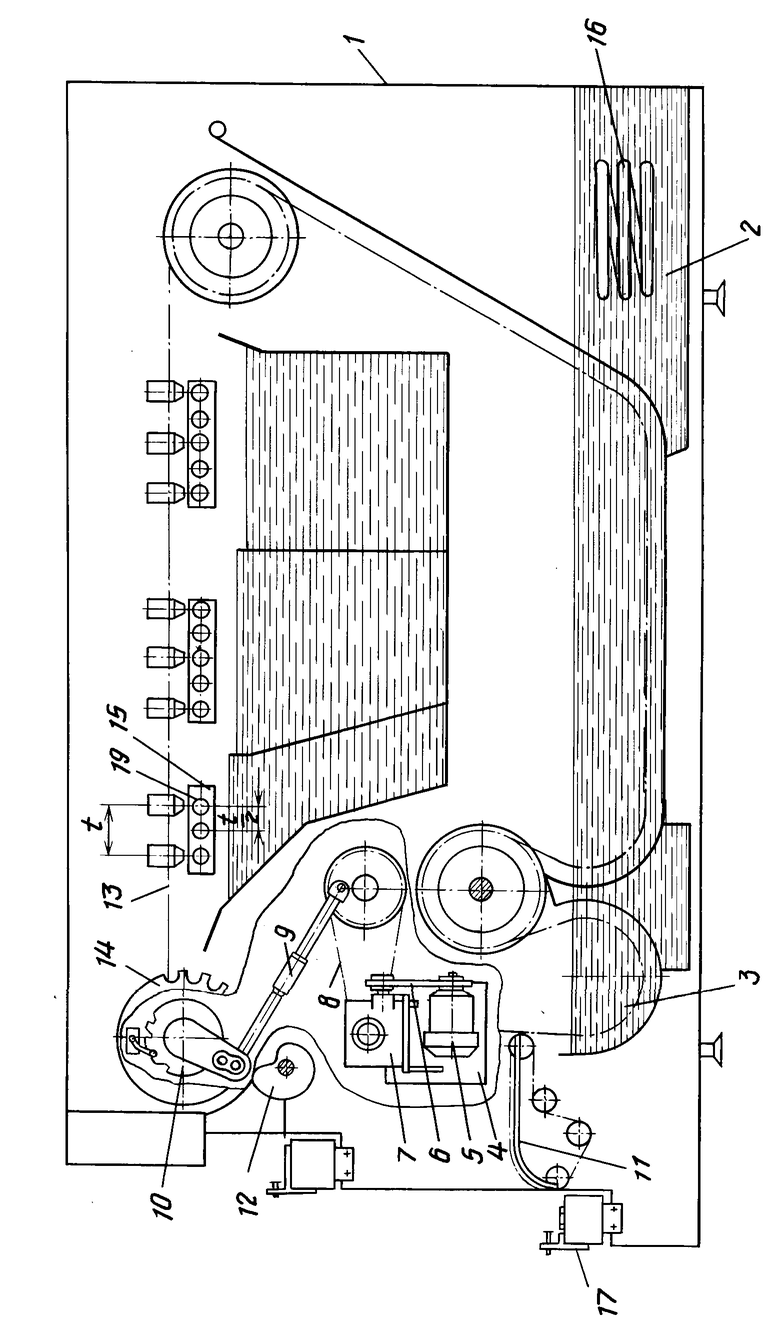
На чертеже схематично изображена предлагаемая бутылкомоечная машина.
Машина содержит корпус 1 с отмочными ваннами 2 и 3, привод 4, состоящий из электродвигателя 5, вариатора 6, редуктора 7, цепной передачи 8, храпового механизма 9, храпового колеса 10, устройства для загрузки 11 и выгрузки 12 бутылок, транспортер бутылконосителей 13 с ведущей звездочкой 14, шприцевальные устройства 15, подогреватель 16, насосы (не показаны), подающий 17 и отводящий 18 транспортеры. Ведущая звездочка 14 транспортера бутылконосителей 13 имеет количество зубьев Z, храповое колесо - в целое число раз больше, например 2Z. Шаг между бутылконосителями 13 равен t, шаг между трубами 19 шприцевальных устройств 15 равен t/2.
Машина работает следующим образом.
Подающий транспортер 17 подводит бутылки к устройству 11 для загрузки, с помощью которого они загружаются в гнезда бутылконосителей 13. За один кинематический цикл τ принято время прохождения бутылконосителями 13 расстояния, равного шагу t. За это же время происходит загрузка одного бутылконосителя бутылками. Кривошип совершает один оборот за половину кинематического цикла τ . В это же время бутылконосители 13 перемещаются на расстояние, равное t/2, и делают один выстой. За следующий один оборот кривошипа бутылконосители 13 перемещаются еще на расстояние t/2 и делают еще один выстой. Таким образом, за один кинематический цикл τ бутылконосители 13 перемещаются в два этапа на шаг t, делая два выстоя. В один из выстоев устройство 11 для загрузки загружает в бутылконоситель 13 партию бутылок, равную числу гнезд в бутылконосителе 13. Бутылки проходят последовательно ванны 2 и 3, где осуществляется их отмочка сначала в воде, а затем в щелочном растворе, далее перемещаются к шприцевальным устройствам 15. Во время каждого из выстоев происходит шприцевание бутылок, во время перемещения бутылконосителей 13 - опорожнение бутылок от оставшейся после шприцевания воды. Таким образом, за один кинематический цикл τ шприцевание осуществляется дважды. Вымытые бутылки с помощью устройства 12 для выгрузки устанавливаются на отводящий транспортер 18 и поступают к последующему оборудованию линии розлива.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бутылкомоечная машина | 1983 |
|
SU1139696A1 |
| Машина для мойки стеклянных бутылок малой емкости | 1972 |
|
SU560823A1 |
| Бутылкомоечная машина | 1987 |
|
SU1507725A1 |
| Машина для мойки бутылок | 1971 |
|
SU483344A1 |
| Бутылкомоечная машина | 1975 |
|
SU590253A1 |
| Бутылкомоечная машина | 1972 |
|
SU447358A1 |
| Машина для мойки бутылок | 1980 |
|
SU885146A1 |
| Машина для мойки бутылок | 1990 |
|
SU1794508A1 |
| МАШИНА ДЛЯ МОЙКИ БУТЫЛОК | 1973 |
|
SU393202A1 |
| ПОЛУАВТОМАТ ДЛЯ МОЙКИ БУТЫЛОК И НОСИТЕЛЬ БУТЫЛОК ДЛЯ НЕГО | 2001 |
|
RU2202510C1 |
Использование: в мойке тары. Сущность изобретения: бутылкомоечная машина содержит корпус с моечными ваннами, размещенный в нем транспортер с бутылконосителями, трубчатые шприцевальные устройства, привод и храповой механизм для придания транспортеру прерывистого движения. Храповое колесо и ведущая звездочка транспортера установлены на приводном валу. Количество зубьев храпового колеса выполнено в целое число раз большим, чем количество зубьев ведущей звездочки транспортера. Трубы шприцевальных устройств установлены с шагом в целое число раз меньшим, чем шаг между бутылконосителями. 1 ил.
БУТЫЛКОМОЕЧНАЯ МАШИНА, содержащая корпус с моечными ваннами, размещенные в нем транспортер с бутылконосителями, трубчатые шприцевальные устройства, привод и храповой механизм для придания транспортеру прерывистого движения, храповое колесо и ведущая звездочка транспортера установлены на приводном валу, отличающаяся тем, что, с целью снижения энергозатрат металлоемкости и уменьшения габаритов, количество зубьев храпового колеса выполнено в целое число раз большим, чем количество зубьев ведущей звездочки транспортера, трубы шприцевальных устройств установлены с шагом в целое число раз меньшим, чем шаг между бутылконосителями.
| Астанин Н.М | |||
| Бутулкомоечные машины | |||
| М.: Агропромиздат, 1986, с.42-43. |
