Изобретение относится к способу изготовления текстильных заготовок защитных перчаток, при этом перчатки состоят из двух слоев, один из которых армирован металлической проволокой.
Известен способ изготовления перчаток, заключающийся в вывязывании заготовок каждого из слоев перчаток на перчаточных вязальных машинах и последующей сборке перчаток, включающий взаимную фиксацию заготовок внешнего и внутреннего слоев, например, склеиванием [1].
Недостатком этого способа являются низкие эксплуатационные характеристики перчаток: большая жесткость из-за проклеивания, низкая эластичность, давление в области оснований смежных пальцев, потеря чувствительности пальцев, плохие медико-гигиенические характеристики перчаток и ограниченное время использования и т.д.
Соединение заготовок отдельных слоев перчаток другими способами нетехнологично и не устраняет многих вышеперечисленных недостатков, включая давление в области оснований смежных пальцев.
Кроме того, использование перчаточных автоматов позволяет использовать только сравнительно тонкую проволоку, которая обладает недостаточно высокими защитными свойствами, а при использовании комплексной нити, состоящей из обычной и металлических нитей, обвитых общей нитью (Патент США N 4384449), материал получается грубым, малоэластичным, а перчатки недостаточно удобными.
Кроме того, в данном способе используется специализированное, рассчитанное на проволоку, дорогостоящее и дефицитное оборудование, обладающее при этом невысокой производительностью.
Использование для перчаток полотна, армированного проволокой, неприемлемо, т.к. такие перчатки неэластичны, выкройки деталей осыпаются по контуру и содержат многочисленные резаные концы металлических нитей, которые в готовых изделиях колют и царапают руку. Такие же колкие металлические концы образуются при выполнении швейных операций при сборке перчаток из-за перерубания иглами металлических нитей.
Целью изобретения является устранение указанных недостатков.
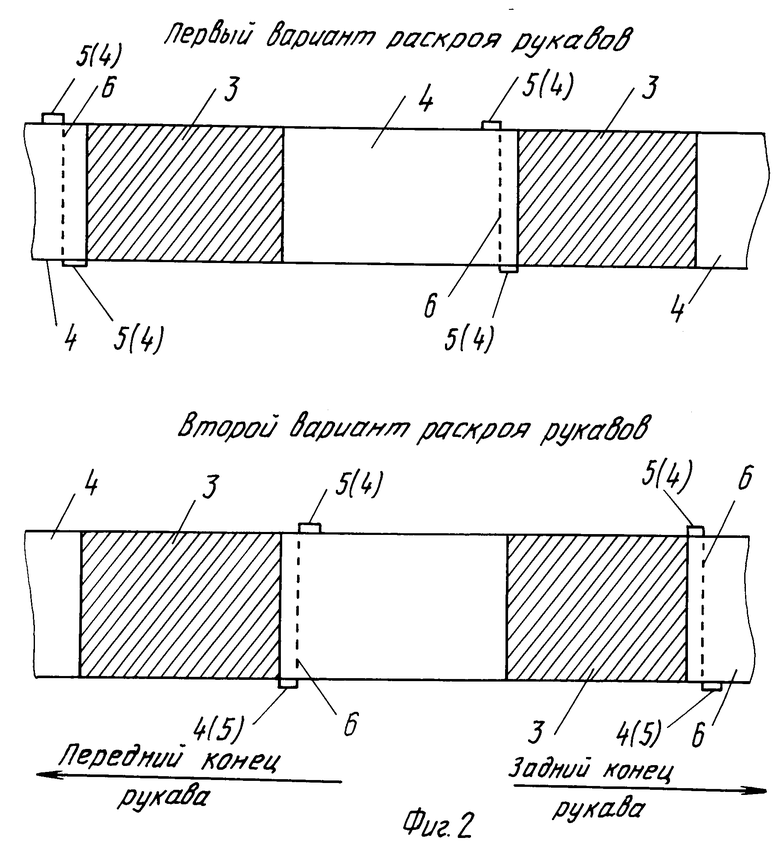
Указанная цель достигается за счет того, что изготавливают преимущественно на плоскофанговых вязальных машинах кругловязальные непрерывные рукава для кистезапястной части и пальцевых элементов соответствующей ширины, при этом рукава имеют чередующиеся армированные металлической нитью и неармированные участки, при этом длина армированных участков соответствует длине кистезапястной части и пальцевых элементов, а неармированные участки больше на величину технологических пропусков для выполнения последующих швейных операций, затем рукава разрезаются на заготовки для пальцевых элементов и кистезапястной части, при этом линия разреза проходит по неармированному участку на расстоянии ширины технологического припуска от переднего или заднего края армированного участка рукава.
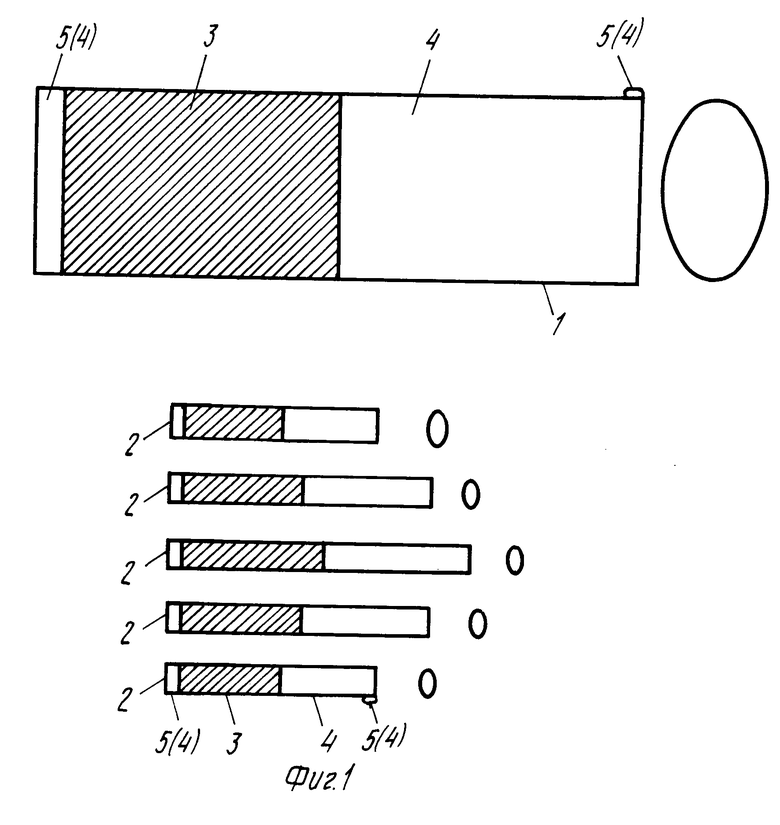
На фиг.1 изображены заготовки кистезапястной части и комплект пальцевых элементов для одной перчатки; на фиг.2 - кругловязанные рукава для кистезапястной части (пальцевых элементов).
Цифрами обозначено:
1 - заготовка кистезапястной части;
2 - заготовка пальцевого элемента;
3 - армированный участок заготовки (рукава);
4 - неармированный участок заготовки (рукава);
5 - технологический припуск неармированной части рукава (заготовки) для образования технологических кромок;
6 - линии реза рукава на заготовки.
Заготовки перчаток, изготовленные по предлагаемому способу, обладают следующими преимуществами.
Перчатки, изготовленные из описанных заготовок, в основаниях смежных пальцев имеют мягкие кромки и не оказывают, как это имеет место у прототипа, давления на руку. Внешний и внутренний слои перчаток (без клея в отличие от прототипа) взаимно фиксируются в области кромок, что исключает их смещение, образование складок избыточного материала по концам пальцевых элементов и т.д. Готовые перчатки отличаются мягкостью, эластичностью, хорошо облегают руку и фиксируются на ней. Перчатка обладает хорошими медико-гигиеническими характеристиками, воздухо- и влагопроницаема, обеспечивает при эксплуатации хорошую чувствительность пальцев. В изделиях отсутствуют резаные концы металлических нитей, оказывающие раздражающее воздействие на руку. Используемое оборудование - плоскофанговые станки более универсальны, просты, надежны и производительны, позволяют использовать более толстую металлическую проволоку, при этом повышаются защитные характеристики перчаток, а сам процесс вязания становится непрерывным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЧАТОК ДЛЯ ЗАЩИТЫ ОТ РЕЖУЩЕГО ВОЗДЕЙСТВИЯ | 1992 |
|
RU2043046C1 |
| ЗАЩИТНАЯ ОДЕЖДА | 1996 |
|
RU2113811C1 |
| ЗАЩИТНАЯ ПЕРЧАТКА | 2006 |
|
RU2327396C1 |
| ЛЕГКАЯ ПРОЧНАЯ ТОНКАЯ ЭЛАСТИЧНАЯ ПЕРЧАТКА С ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 2008 |
|
RU2492779C2 |
| ЗАЩИТНАЯ ПЕРЧАТКА | 1997 |
|
RU2126643C1 |
| ЗАЩИТНОЕ ОТ ПОРЕЗА ТРИКОТАЖНОЕ ПОЛОТНО, ПАКЕТ ИЗ ТРИКОТАЖНЫХ ПОЛОТЕН И ИЗДЕЛИЯ ИЗ НИХ | 2006 |
|
RU2334838C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЯЗАНОЙ ПЕРЧАТКИ И ВЯЗАНАЯ ПЕРЧАТКА | 2005 |
|
RU2377347C2 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ НЕВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ | 2023 |
|
RU2817033C1 |
| ПЕРЧАТКИ С МОЮЩЕЙ ПОВЕРХНОСТЬЮ. | 2013 |
|
RU2585721C2 |
Использование: в швейной промышленности. Сущность изобретения: способ изготовления текстильных заготовок защитных перчаток включает выполнение двух слоев и их сборку. Предварительно изготовляют преимущественно на плоскофанговых вязальных машинах в эквивалентных соотношениях кругловязаные непрерывные рукава для кистезапястной части и пальцевых элементов соответствующей ширины. Рукава выполняют с чередующимися между собой армированными металлической пятью и неармированными участками. Длину армированных участков выбирают соответствующей длине кистезапястной части и пальцевых элементов. Длину неармированных участков выбирают больше на величину технологических припусков для выполнения последующих швейных операций. Перед сборкой рукава разрезают на заготовки для пальцевых элементов и кистезапястной части так, чтобы линия разреза проходила по неармированным участкам на расстоянии технологического припуска от каждого их переднего или от каждого заднего края. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТИЛЬНЫХ ЗАГОТОВОК ЗАЩИТНЫХ ПЕРЧАТОК, включающий выполнение двух слоев, один из которых армирован металлической нитью, и их сборку, отличающийся тем, что предварительно изготавливают преимущественно на плоскофанговых вязальных машинах в эквивалентных соотношениях кругловязаные непрерывные рукава для кистезапястной части и пальцевых элементов соответствующей ширины, при этом рукава выполняют с чередующимися между собой армированными металлической нитью и неармированными участками, длину армированных участков выбирают соответствующей длине кистезапястной части и соответствующих пальцевых элементов, а длину неармированных участков - больше на величину технологических припусков для выполнения последующих швейных операций, перед сборкой рукава разрезают на заготовки для пальцевых элементов и кистезапястной части так, чтобы линия разреза проходила по неармированным участкам на расстоянии технологического припуска от каждого их переднего или заднего края.
| Галантерейное изделие для защиты от порезов | 1984 |
|
SU1369661A3 |
| Механический грохот | 1922 |
|
SU41A1 |
