Область техники
Группа изобретений относится к многослойным армированным композитным трубам и способу их изготовления на основе невулканизированной прорезиненной стеклоткани, предназначенных для транспортировки газообразных веществ в системах распределения воздуха аэрокосмической техники.
Уровень техники
Одними из наиважнейших задач в развитии аэрокосмической техники являются снижение массы и увеличение эксплуатационного ресурса летательных аппаратов (ЛА) -для обеспечения эффективности и надежности их использования. Значительного прогресса в этом направлении удалось добиться благодаря широкому применению полимерных композиционных материалов взамен металлов в конструкциях летательных аппаратов, что обусловлено их уникальными свойствами, такими как низкая объемная плотность, высокая удельная прочность, возможность создания крупногабаритных пространственно-сложных конструкций, способствующих снижению количества и массы соединительных элементов и др.
Известно изобретение «Препрег» (патент RU 2687926, МПК В32В 27/12, C08J 5/00, Заявка: 2018114525, 19.04.2018, Опубликовано: 16.05.2019) содержащий волокнистый наполнитель, состоящий из высокопрочных нейтральных нитей с номинальной линейной плотностью 14,3; 29,4; 58,8 текс, клеевое полимерное расплавное связующее и полисульфон, отличающийся тем, что высокопрочные нейтральные нити получены на основе арамидных волокон Русар-НТ, синтезированных с использованием мономера -хлор-n-фенилендиамина, при следующем соотношении компонентов. Несмотря на высокую прочность и термостойкие характеристики, арамидные ткани не лишены недостатков. К ним относят отсутствие стойкости к воде. При намокании арамидные материалы теряют свою прочность. Вода влияет на водородные связи в нитях. И прочностные параметры падают почти в два раза, при высыхании они восстанавливают характеристики, но при использования в системах распределения воздуха аэрокосмической техники такое изменение параметров недопустимо.
«Способ получения конструкционного композиционного материала» по патенту на изобретение (RU 2405675, МПК В29С 51/10, В32В 27/12, C08J 5/00, Заявка: 2009126970/04, 15.07.2009, Опубликовано: 10.12.2010), включающий сборку пакета из слоев арамидной ткани и полимерного связующего и формование его при повышенной температуре и давлении, отличающийся тем, что сборку пакета осуществляют из слоев арамидной ткани и полимерного связующего в количестве 40-55 мас. %, а перед формованием собранный пакет помещают в гермочехол, подключают к вакуумной системе, вакуумируют до остаточного давления 0,07-0,09 МПа и выдерживают при температуре 70-120°С не менее 30 мин. Недостатком способа является использование вакуумной установки и изготовление только монолитных деталей без возможности изготовления гибких элементов.
В качестве прототипа выбрано изобретение «Тканепленочный материал и изделие на его основе» (патент RU 2733779 (С1), МПК В32В 1/08; F16L 11/02, Заявка: 2019136152, 11.11.2019, Опубликовано: 06.10.2020, статус: действует), относящееся к области композиционных материалов, предназначенных для изготовления гибких трубопроводов низкого давления системы кондиционирования воздуха в летательных аппаратах и касается многослойного материала для гибких трубопроводов. Материал включает текстильную основу из синтетических нитей и нанесенные на нее с лицевой и изнаночной сторон слои эластомерного покрытия, причем в качестве текстильной основы используют стеклоткань полотняного переплетения, а эластомерное покрытие включает в себя фторкаучук, термопластичный фторопласт и пигментный наполнитель, при этом весовое соотношение текстильной основы, лицевого и изнаночного слоев эластомерного покрытия составляет соответственно 1,0:(0,8-1,0):(0,5-0,7). Изобретение обеспечивает создание тканепленочного материала, являющегося многослойным негорючим, герметичным и свариваемым между собой материалом с низкой массой 1 м, повышенной разрывной нагрузкой, пониженным влаго- и водопоглощением и тепловыделением.
К недостаткам прототипа можно отнести расслоение композитной термопластичной пленки в условиях быстрого снижением давления газа или под воздействием значительных изгибающих усилий, вследствие того, что соединение между полимерной лентой, армированной однонаправленными волокнами и контактной внутренней полимерной поверхностью, является недостаточным, чтобы выдерживать нагрузки при установке и эксплуатации в жестких условиях, а также низкие механические характеристики материала.
Важной особенностью полимерных композиционных материалов (ПКМ) с кремнийорганическим полимерным материалом является высокая стабильность (наблюдаются минимальные потери) их механических свойств при переходе в область низких температур (при от -30°С до -50°С). У кремнийорганических полимеров основная цепь построена из атомов кремния и кислорода, а боковые группы содержат атомы углерода, водорода или других химических элементов, благодаря чему кремнийорганические соединения обладают повышенной термической и химической стойкостью.
Раскрытие сущности изобретения
Технической задачей настоящего изобретения является получение патрубка гибкого из полимерных композиционных материалов, в котором применены современные технологии при изготовлении, обеспечивается компенсация температурного расширения и деформации мест крепления на летательном аппарате, герметичность воздухопровода, негорючесть, минимальная масса и высокая надежность, позволяя обеспечить современным отечественным пассажирским самолетам конкурентоспособность в сравнении с зарубежными аналогами при высокой эксплуатационной надежности и комфорте пассажиров.
Техническим результатом изобретения является улучшение эксплуатационных характеристик, таких как прочность, гибкость, герметичность, стойкости к длительному воздействию агрессивных сред (аммиака, двуокиси азота, сернистого газа, сероводорода и озона) и соляного тумана, особенно при эксплуатации патрубков при низких температурах.
К преимуществам изобретения по сравнению с аналогами, можно отнести весовую эффективность, а также высокие показатели прочности и жесткости при минимальной массе. Чем меньше масса вспомогательных систем, тем больше полезная нагрузка ЛА и более рационален расход топлива, как следствие экономия топлива и снижение стоимости перевозок. Надежность и простота в эксплуатации в течение длительного времени работы увеличивает продолжительность срока службы ЛА, обеспечивает эффективность их использования в коммерческих целях. Рекомендуется только периодический внешний осмотр.
В результате решения технической задачи предложен патрубок гибкий из полимерных композиционных материалов, состоящий из спиральной основной части, включающей внутреннюю оболочку и внешнюю оболочку из невулканизированной прорезиненной стеклоткани, спираль жесткости, и двух манжет, отличающийся тем, что спираль жесткости выполнена из проволоки прецизионной круглой распределенной вокруг внутренней оболочки, усилена по внешней оболочке нитями кремнеземными огнестойкими, пропитанными раствором смеси резиновой в ацетоне, отвержденными при температуре от +75°С до +135°С, обеспечивающие натяг и поджимающие пружину по верхней и нижней границе витка по внешней оболочке патрубка, а манжеты изготовлены контактным формованием по месту из невулканизированной прорезиненной стеклоткани и смеси резиновой или из смеси резиновой и предназначены для соединения патрубка в рабочем положении на объекте.
Технической задачей предлагаемой технологии является разработка способа изготовления патрубка гибкого из ПКМ с улучшенными качествами и позволяющего изготавливать изделия в диапазоне от 200 до 3000 мм с постоянным диаметром сечения и с шагом намотки спирали жесткости 5-25 мм по всей длине патрубка.
Технический результат от применения способа изготовления патрубка гибкого из ПКМ заключается в повышении качества при изготовлении изделия, его прочности, гибкости, герметичности, стойкости к длительному воздействию агрессивных сред (аммиака, двуокиси азота, сернистого газа, сероводорода и озона) и соляного тумана, а также технологичности изготовления, простоты монтажа и эксплуатации в составе системы кондиционирования и вентиляции воздуха, взаимозаменяемости его узлов и деталей, ремонтопригодности и низкой себестоимости, как при изготовлении и монтаже в составе системы кондиционирования и вентиляции воздуха, так и в процессе его эксплуатации и проведения ремонтно-восстановительных работ.
В результате решения технической задачи предложен способ изготовления на основе невулканизированной прорезиненной стеклоткани патрубка гибкого из полимерных композиционных материала, включающий следующие стадии:
a. размещение невулканизированной прорезиненной стеклоткани на заготовку и обработка оправки фторопластовой смазкой;
b. оборот по диаметру оправки заготовки внутренней оболочки патрубка прорезиненной стеклоткани и прижатие стыков стеклоткани валиком;
c. намотка проволоки прецизионной круглой вокруг внутренней оболочки при помощи приспособления, соблюдая шаг и угол намотки;
d. оборот по диаметру оправки к поверхности внутренней оболочки заготовку внешней оболочки прорезиненной стеклоткани и прижатие стыков стеклоткани валиком;
e. намотка кремнеземной огнестойкой нити по спиральной части патрубка на внешнюю оболочку, обеспечивая натяг и поджимая пружину по верхней и нижней границе витка;
f. промазка нити раствором смеси резиновой в ацетоне и отверждение при температуре от +75°С до +135°С;
g. снятие защитной пленки с заготовок манжет, последовательно склеенные слой за слоем по месту из стеклоткани прорезиненной и состыковка заготовки манжеты неталькированной, липкой стороной по диаметру оправки к поверхности внешней оболочки патрубка с обеих сторон патрубка, закрывая первый и последний виток нити спиральной части патрубка;
h. перемещение оправки с выклеенным патрубком в сушильный шкаф и установка оправки с выклеенным патрубком на приспособлении призма;
i. термообработка патрубка в сушильном шкафу;
j. охлаждение патрубка до температуры окружающей среды и перемещение из сушильного шкафа оправки с термообработанным патрубком в рабочую зону;
k. снятие с патрубка пленки термоусадочной, липкой ленты, извлечение части оправки при помощи киянки и обрезание припусков манжет ножницами портновскими.
Основные задачи способа решены и технический результат достигнут за счет применения новых операций в технологических процессах изготовления патрубка гибкого и наиболее эффективного обеспечения эксплуатационной надежности оболочки патрубка гибкого, образованной из невулканизированной прорезиненной стеклоткани, его структуры и состава, объемного соотношения спирали жесткости и полимерного связующего на разных стадиях преобразования в готовое изделие.
Описание чертежей
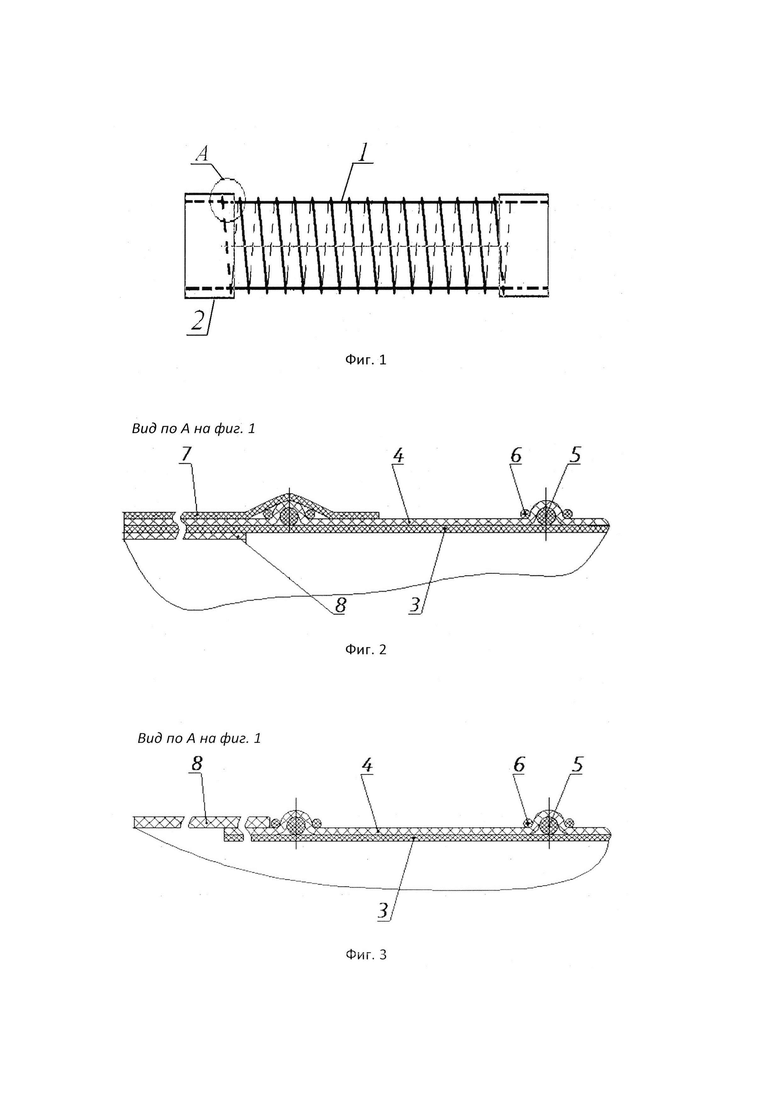
Преимущества и особенности изобретения поясняются конкретными примерами его выполнения со ссылками на прилагаемые чертежи, где на фиг.1 показана конструкция патрубка гибкого, состоящего из спиральной (гибкой) основной части 1 и двух манжет 2, изготовленных контактным формованием по месту, выполненных с защитной полимерной оболочкой из прорезиненной стеклоткани и смеси резиновой по внутреннему слою, или из смеси резиновой и предназначенных для соединения патрубка в рабочем положении на объекте.
На фиг.2 показан вид по А на фиг.1 по 1 варианту, где патрубок гибкий из спиральной (гибкой) части включающей внутреннюю оболочку 3 и внешнюю оболочку 4 из стеклоткани силоксановой прорезиненной невулканизированной двусторонней, спираль из проволоки прецизионной круглой 5, нити кремнеземной огнестойкой 6 по спиральной части патрубка, обеспечивающей натяг и поджимая пружину по верхней и нижней границе витка, и двух манжет, изготовленных контактным формованием по месту, с защитной полимерной оболочкой из прорезиненной стеклоткани 7 и резиновой смесью 8 по внутреннему слою манжеты.
По 2 варианту на фиг.3 патрубок гибкий из спиральной (гибкой) части включающей внутреннюю оболочку 3 и внешнюю оболочку 4 из стеклоткани силоксановой прорезиненной невулканизированной двусторонней, спирали из проволоки прецизионной круглой 5, нити кремнеземной огнестойкой по спиральной части патрубка 6, обеспечивающей натяг и поджимая пружину по верхней и нижней границе витка, и двух манжет, изготовленных контактным формованием по месту из резиновой смеси 8 (закрытие витка нити не показано).
По 3 варианту на фиг.2 патрубок гибкий из спиральной (гибкой) части включающей внутреннюю оболочку 3 и внешнюю оболочку 4 из стеклоткани прорезиненной невулканизированной двусторонней, спирали из проволоки прецизионной круглой 5, нити кремнеземной огнестойкой по спиральной части патрубка 6, обеспечивающей натяг и поджимая пружину по верхней и нижней границе витка, и двух манжет, изготовленных контактным формованием по месту, с защитной полимерной оболочкой из прорезиненной стеклоткани 7 и резиновой смесью 8 по внутреннему слою.
Осуществление изобретения
Пример 1.
При изготовлении патрубка гибкого на основе невулканизированной прорезиненной стеклоткани используют оправку, зафиксировав ее концы липкой лентой в разобранном виде к рабочей зоне. Размещают прорезиненные невулканизированные стеклоткани на заготовки по размерам при помощи шаблонов. Обрабатывают поверхность собранной оправки фторопластовой смазкой. Просушивают при температуре окружающей среды в течении 5±0,5 мин. Снимают защитную пленку с заготовки внутренней оболочки стеклоткани прорезиненной невулканизированной. Заворачивают по диаметру оправки заготовку внутренней оболочки талькированной стороной к поверхности оправки, соблюдая зону перехлеста стеклоткани 6+6 мм и производят прижатие стыков стеклоткани валиком. Распределяют проволоку прецизионную круглую вокруг внутренней оболочки, при помощи приспособления, соблюдая шаг и размерность спиральной (гибкой) основной части патрубка, при этом первый и последний виток пружины выполнить в виде замкнутого контура. Фиксируют первый и последний виток пружины технологической заплаткой, размером 5×5 мм из стеклоткани прорезиненной. Снимают защитную пленку с заготовки внешней оболочки патрубка стеклоткани прорезиненной невулканизированной. Заворачивают по диаметру оправки к поверхности внутренней оболочки заготовку внешней оболочки патрубка не талькированной, липкой стороной, соблюдая зону перехлеста стеклоткани 6+6 мм, при этом производят прижатие слоев и стыков стеклоткани валиком. Наматывают нить кремнеземную огнестойкую по спиральной (гибкой) основной части патрубка, обеспечивая натяг и поджимая пружину по верхней и нижней границе витка, при этом первый и последний виток нити выполнить в виде замкнутого контура. Фиксируют концы нити кремнеземной огнестойкой технологической заплаткой, размером 5×5 мм из стеклоткани прорезиненной. Промазывают нить раствором смеси резиновой в ацетоне, при этом раствор резиновой смеси готовится растворением 2 частей ацетона в 1 части резины, и сушат для отверждения при температуре от +75°С до +135°С. Снимают защитную пленку с заготовок манжет, последовательно склеенные слой за слоем по месту из стеклоткани прорезиненной и состыковывают заготовку манжеты не талькированной, липкой стороной по диаметру оправки к поверхности внешней оболочки с обеих сторон патрубка, закрывая первый и последний виток нити спиральной части патрубка. Заворачивают без натяга по диаметру патрубка пленкой термоусадочной, с нахлестом 10±5, зафиксировав концы липкой лентой. Перемещают оправку с выклееным патрубком в сушильный шкаф и устанавливают оправку с выклееным патрубком на приспособление призма.
После этого термообрабатывают патрубок в сушильном шкафу - из стеклоткани (по варианту 1 и 2) силаксановой двухсторонней и односторонней невулканизованной - при t=200±100°C, в течение 110-115 мин. (время отсчета с момента достижения в шкафу t=200±10°C).
Охлаждают патрубок до температуры окружающей среды и перемещают из сушильного шкафа оправку с термообработанным патрубком в рабочую зону. Закрепляют на приспособлении оправку с патрубком. Снимают с патрубка пленку термоусадочную и липкую ленту и извлекают части оправки из патрубка при помощи киянки. Обрезают припуск манжет ножницами портновскими.
Выдерживают при температуре окружающей среды до полной полимеризации герметика, не менее 8 ч.
Размечают габариты патрубка и обрезают припуск наконечников манжет.
Пример 2.
Весь процесс изготовления патрубка гибкого происходит также как и в примере 1, с разницей в заключительной термообработке изделия - из прорезиненной стеклоткани двусторонней невулканизированной (по варианту 3) - при t=153±50°C, в течение 40-45 мин. (время отсчета с момента достижения в шкафу t=T53±5°C).
Применимость
В соответствии с настоящим изобретением были изготовлены опытные образцы патрубка гибкого из полимерных композиционных материалов, которые затем прошли испытания на герметичность и на устойчивость воздействию агрессивных сред (аммиака, двуокиси азота, сернистого газа, сероводорода и озона) и соляного (морского) тумана по методу ускоренных испытаний.
Результаты испытаний и исследований положительны: экспериментальные образцы патрубка гибкого герметичны, способны противостоять воздействию агрессивных сред (аммиака, двуокиси азота, сернистого газа, сероводорода и озона), соляного (морского) тумана.
Патрубок гибкий из ПКМ соответствует по требованиям отсутствия выпадения конденсата, накопления влаги и ее замерзания. Патрубок гибкий из ПКМ соответствуют требованиям негорючести. Материалы изобретения устойчивы к биологическому повреждению плесневелыми грибами.
В термобарокамере провели испытания патрубка, находящегося в взвешенном, нерабочем состоянии на воздействие динамической пыли (песка) состава: кварцевый песок -70%, мел - 15%, каолин - 15%, при концентрации в воздухе камеры 5±2 г/м3 и скорости циркуляции воздуха до начала оседания пыли от 10 до 15 м/с, в течении 2 часов испытания 12 м/с и на воздействие статической пыли (песка) состава: кварцевый песок - 60%, мел - 20%, каолин - 20% при температуре 55±2°С, влажности не более 50%, концентрации в воздухе камеры 2±1 г/м3, при циркуляции воздуха 0,98 м/с в течении 2 часов. Замечаний по внешнему виду нет.
Анализ проб воздуха, по результатам испытаний патрубков гибких на выделение токсических, аллергенных и канцерогенных веществ из материалов изобретения не превышают уровни ПДК, установленные п. 25.831 (d*) АП-25, ГОСТ 12.1.005, СанПиН 1.2.3685.
В России в настоящее время элементы систем кондиционирования воздуха (СКВ) летательных аппаратов изготавливают из алюминиевых сплавов или с применением импортных или ранее разработанных отечественных полимерных материалов. Однако из-за большой трудоемкости изготовления, энергозатратного процесса, потребности снижения веса и коррозионной активности металлических элементов, ведется поиск материалов с низкой плотностью, обеспечивающих необходимые прочностные и эксплуатационные характеристики, предъявляемые к конструкции СКВ. В этой связи разработка современных полимерных композитных материалов для системы кондиционирования воздуха летательных аппаратов, ввиду специфики их изготовления, является актуальной задачей, которая позволит уменьшить время и энергозатраты при изготовлении воздуховодов. Предложенная конструкция патрубка гибкого из полимерных композиционных материалов промышленно применима с помощью существующих технических средств.
По совокупности проведенной работы получено конкурентоспособное отечественное изделие, не уступающие по своим характеристикам зарубежным и технология их изготовления, готовые к внедрению их в серийное производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ И ПОЛИМЕРНОГО ПОКРЫТИЯ | 2023 |
|
RU2808131C1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЯ | 1991 |
|
RU2011317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| Способ изготовления трубы из полимерных композиционных материалов | 2024 |
|
RU2831752C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| ГИБКИЙ ТРУБОПРОВОД ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2019 |
|
RU2733797C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2415329C2 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
Группа изобретений относится к многослойным армированным композитным патрубкам и способу их изготовления. Патрубки предназначены для транспортировки газообразных веществ в системах распределения воздуха аэрокосмической техники. Патрубок состоит из спиральной основной части, включающей внутреннюю и внешнюю оболочки из невулканизированной прорезиненной стеклоткани, спирали жесткости и двух манжет. Спираль жесткости выполнена из проволоки прецизионной круглой, распределенной вокруг внутренней оболочки в виде пружины. Спираль усилена по внешней оболочке нитями кремнеземными огнестойкими, пропитанными раствором смеси резиновой в ацетоне, отвержденными при температуре от +75 до +135°С. Нити обеспечивают натяг и поджимают пружину по верхней и нижней границам витка по внешней оболочке патрубка. Манжеты изготовлены контактным формованием по месту из невулканизированной прорезиненной стеклоткани и смеси резиновой, или из смеси резиновой. Манжеты предназначены для соединения патрубка в рабочем положении на объекте. Техническим результатом изобретения является улучшение эксплуатационных характеристик особенно при эксплуатации патрубков при низких температурах, ремонтопригодность, простота монтажа и эксплуатации. Предложенный способ изготовления повышает качество патрубка, его прочность, гибкость, герметичность, стойкость к длительному воздействию агрессивных сред. 2 н.п. ф-лы, 3 ил.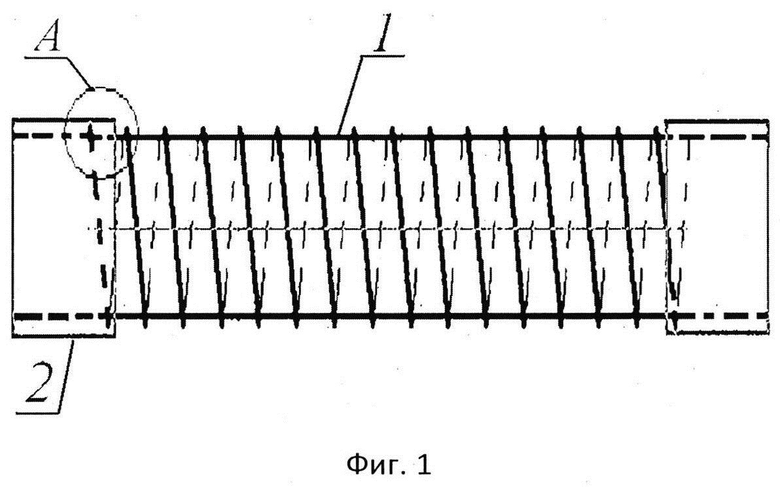
1. Патрубок гибкий из полимерных композиционных материалов, состоящий из спиральной основной части, включающей внутреннюю оболочку и внешнюю оболочку из невулканизированной прорезиненной стеклоткани, спираль жесткости, и двух манжет, отличающийся тем, что спираль жесткости выполнена из проволоки прецизионной круглой, распределенной вокруг внутренней оболочки, усилена по внешней оболочке нитями кремнеземными огнестойкими, пропитанными раствором смеси резиновой в ацетоне, отвержденными при температуре от +75 до +135°С, обеспечивающими натяг и поджимающими пружину по верхней и нижней границам витка по внешней оболочке патрубка, а манжеты изготовлены контактным формованием по месту из невулканизированной прорезиненной стеклоткани и смеси резиновой или из смеси резиновой и предназначены для соединения патрубка в рабочем положении на объекте.
2. Способ изготовления на основе невулканизированной прорезиненной стеклоткани патрубка гибкого из полимерных композиционных материалов по п. 1, включающий следующие стадии:
a) размещение невулканизированной прорезиненной стеклоткани на заготовку и обработка оправки фторопластовой смазкой;
b) оборот по диаметру оправки заготовки внутренней оболочки патрубка прорезиненной стеклоткани и прижатие стыков стеклоткани валиком;
c) намотка проволоки прецизионной круглой вокруг внутренней оболочки при помощи приспособления, соблюдая шаг и угол намотки;
d) оборот по диаметру оправки к поверхности внутренней оболочки заготовки внешней оболочки прорезиненной стеклоткани и прижатие стыков стеклоткани валиком;
e) намотка кремнеземной огнестойкой нити по спиральной части патрубка на внешнюю оболочку, обеспечивая натяг и поджимая пружину по верхней и нижней границам витка;
f) промазка нити раствором смеси резиновой в ацетоне и отверждение при температуре от +75 до +135°С;
g) снятие защитной пленки с заготовок манжет, последовательно склеенных слой за слоем по месту из стеклоткани прорезиненной, и состыковка заготовки манжеты неталькированной, липкой стороной по диаметру оправки к поверхности внешней оболочки патрубка с обеих сторон патрубка, закрывая первый и последний витки нити спиральной части патрубка;
h) перемещение оправки с выклеенным патрубком в сушильный шкаф и установка оправки с выклеенным патрубком на приспособлении призма;
i) термообработка патрубка в сушильном шкафу;
j) охлаждение патрубка до температуры окружающей среды и перемещение из сушильного шкафа оправки с термообработанным патрубком в рабочую зону;
k) снятие с патрубка пленки термоусадочной, липкой ленты, извлечение части оправки при помощи киянки и обрезание припусков манжет ножницами портновскими.
| ГИБКИЙ ТРУБОПРОВОД ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2019 |
|
RU2733797C1 |
| ТКАНЕПЛЕНОЧНЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ НА ЕГО ОСНОВЕ | 2019 |
|
RU2733779C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2405675C1 |
| ПРЕПРЕГ | 2018 |
|
RU2687926C1 |
| US 3889716 A, 17.06.1975 | |||
| DE 102015114117 A1, 02.03.2017. | |||

