Изобретение относится к технике изготовления изделий остекления, склеенных с применением жидких композиций, фотополимеризующихся в процессе отверждения.
Существуют способы изготовления триплексов с применением жидких олигомер-мономерных фотоотверждаемых композиций, при которых изделие получают путем сборки стеклопакета с помощью эластичной герметизирующей прокладки, сжатия, заполнения зазора жидкой смесью и последующего фотоотверждения.
Известен способ изготовления многослойного стекла (Патент Японии N 54-27364, 1979), согласно которому сборку стеклопакета осуществляют с использованием уплотнительной прокладки определенной толщины. Затем в зазор между стеклами вводят определенное количество неотвержденной композиции и сжимают центральную часть стекол с таким расчетом, чтобы зазор в центральной части был бы меньше толщины прокладки.
Недостатком способа является значительная трудоемкость сборки, необходимость контроля толщины изделия в каждой точке, значительная разнотолщинность и невозможность получения изделий сложной конфигурации из тонких стекол.
Наиболее близким к предлагаемому изобретению является способ изготовления автомобильного ветрового стекла-триплекс (Патент РФ N 2007373, 1994) согласно которому сборку стеклопакета ведут при одновременном введении между стекол эластичной герметизирующей прокладки и ее сжатии по периметру изделия прозрачными калибрами, устанавливая их с шагом 50-200 мм, а фотоотверждение поводят на пpофилированной форме. Прозрачные калибры могут быть выполнены из силикатного или органического стекла и соединены между собой упругим элементом. Эластичная герметизирующая прокладка может быть выполнена в виде П-образного или Т-образного профиля с эластичным наконечником в виде трубки, гофра или ласточкиного хвоста.
Недостатками указанного технического решения являются:
Клиновидность в готовых изделиях, которая происходит из-за наличия гидростатического давления в детали, возникающего вследствие неточности в подборе калибров, отклонении в дозе заливки и отклонении в геометрическом расположении детали в пространстве от горизонта. Клиновидность определяет наличие такого бракующего показателя как отклонение красной точки от нормы.
Сложность в изготовлении крупногабаритных гнутых изделий из тонкого стекла (тощиной 2,2-2,5 мм) из-за возможности их разрушения в процессе изготовления на профилированных рамах.
Ослабленная краевая зона в деталях, т.к. в зоне трубки деталь может разрушаться при транспортировке и хранении.
Возникновение оптических искажений в виде волн в краевой зоне из-за точечного расположения калибров.
Требуются сравнительно большие площади под заливку стеклопакетов из-за горизонтального расположения деталей.
Технический результат - получение автомобильного ветрового стекла - триплекс заданной толщины и геометрических размеров, а также повышение надежности изделия и устранение случаев разрушения изделий в процессе изготовления и сокращение производственных площадей.
Технический результат достигается тем, что в способе изготовления триплекса с применением жидких олигомер-мономерных фотоотверждаемых композиций путем сборки стеклопакета, заполнения зазора фотоотверждаемой композицией и последующего фотоотверждения, отличающийся тем, что сборку стеклопакета ведут с установкой на первое стекло калибров, определяющих зазор между стеклами, затем к первому стеклу устанавливают второе стекло с образованием стеклопакета и торцы последнего обклеивают липкой пленкой, одновременно удаляя калибры из полости стеклопакета и фиксируя зазор внешними опорами, заполнение стеклопакета фотоотверждаемой композиций осуществляют одновременно с погружением его в жидкость технологической ванны так, чтобы линия заполнения стеклопакета совпадала с линией уровня жидкости в технологической ванне, а фотоотверждение ведут в технологической ванне. В качестве жидкости для технологической ванны используют воду, глицерин, этиленгликоль, полиоксиэтиленгликоли, полиоксипропиленгликоли, полиэтилсилоксаны, полиметилсилоксаны.
В качестве липкой пленки используют липкие пленки на основе полиэтилена, полиэтилентерефталата, полипропилена, поливинилбутираля или поливинилхлорида.
Стеклопакет собирают из более чем двух стекол с одновременной заливкой и отверждением всего пакета.
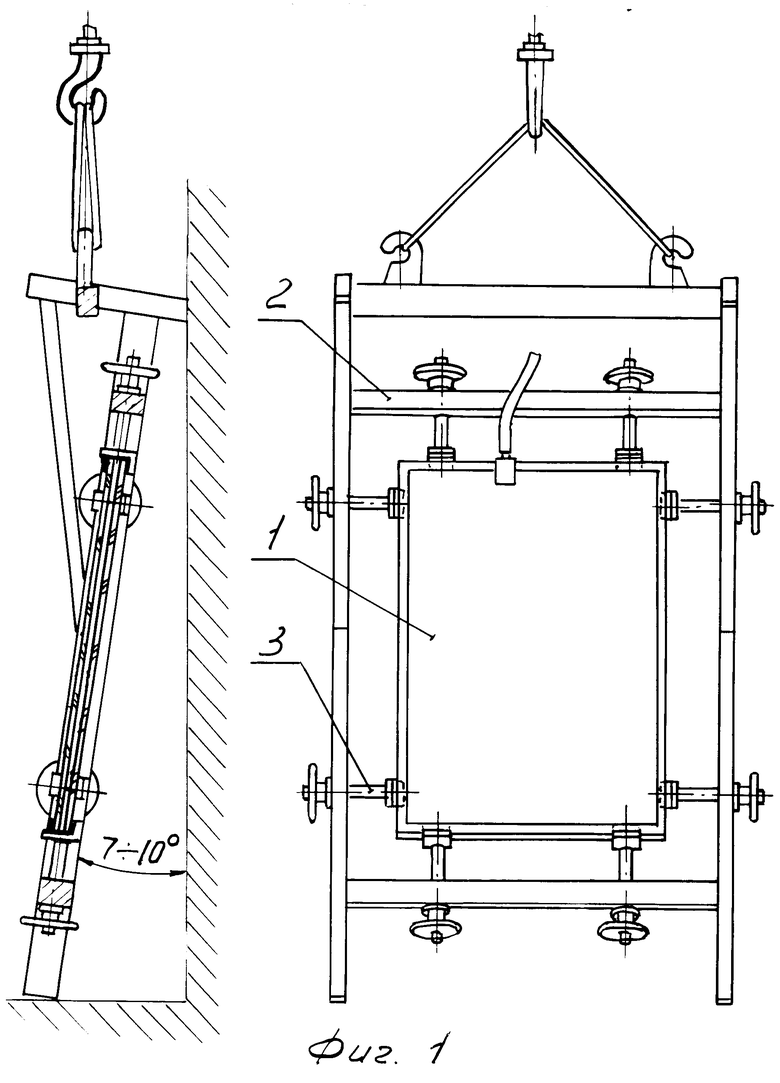
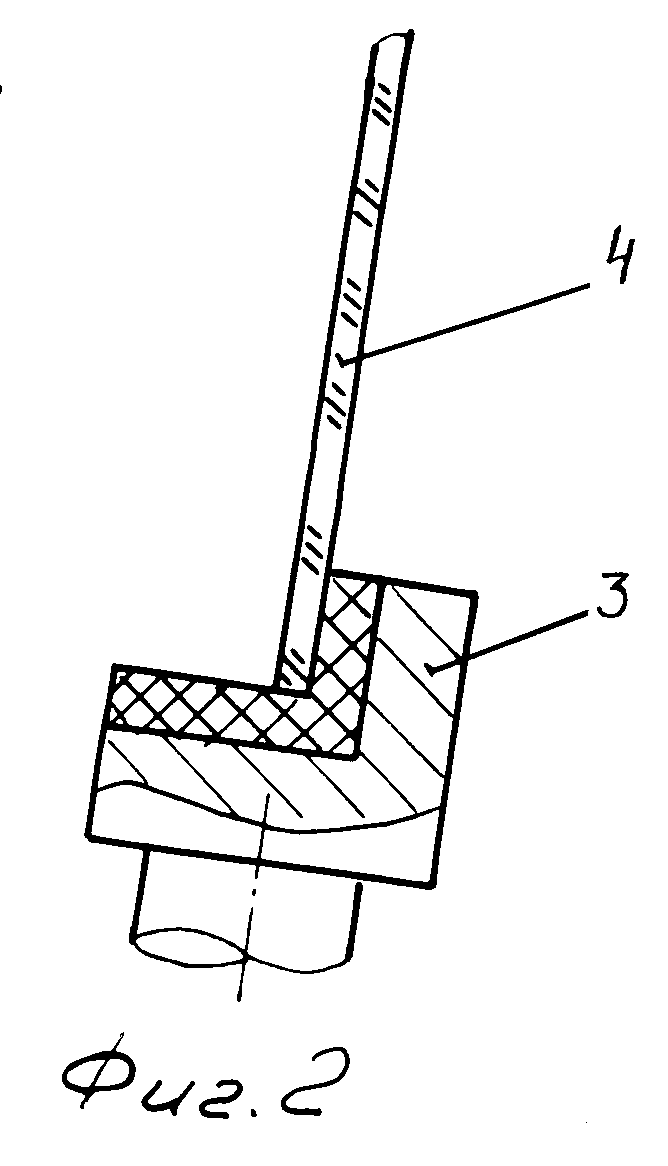
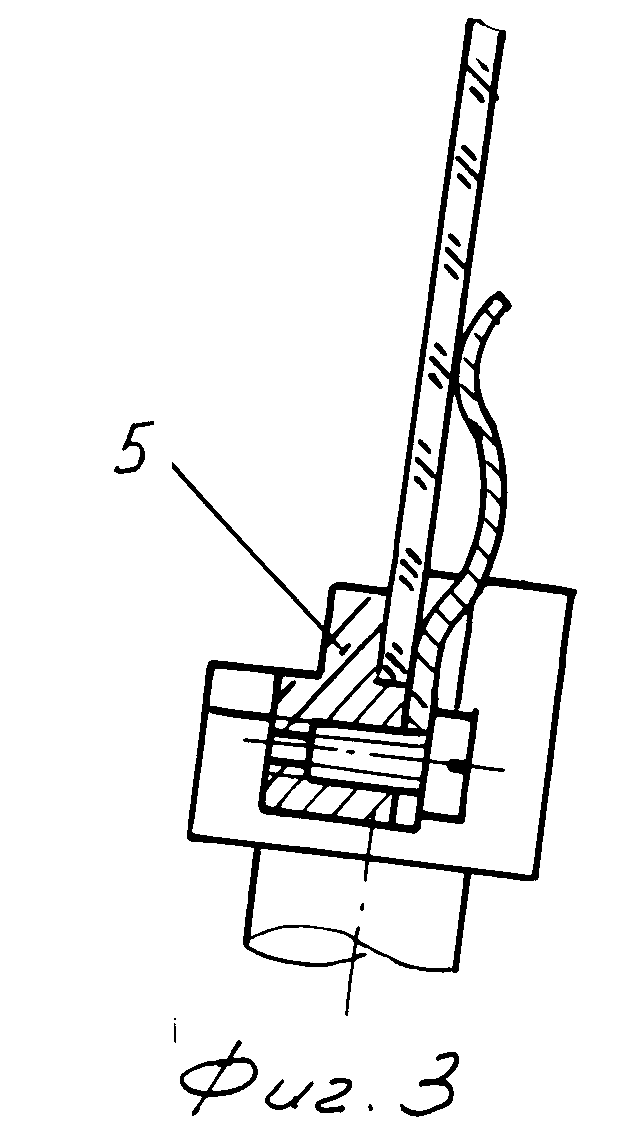
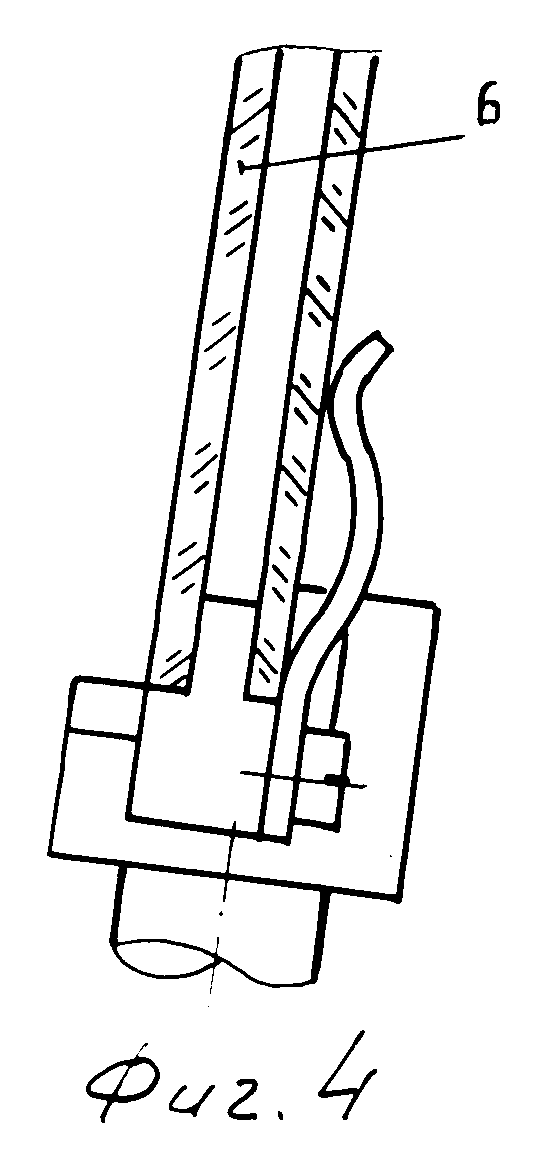
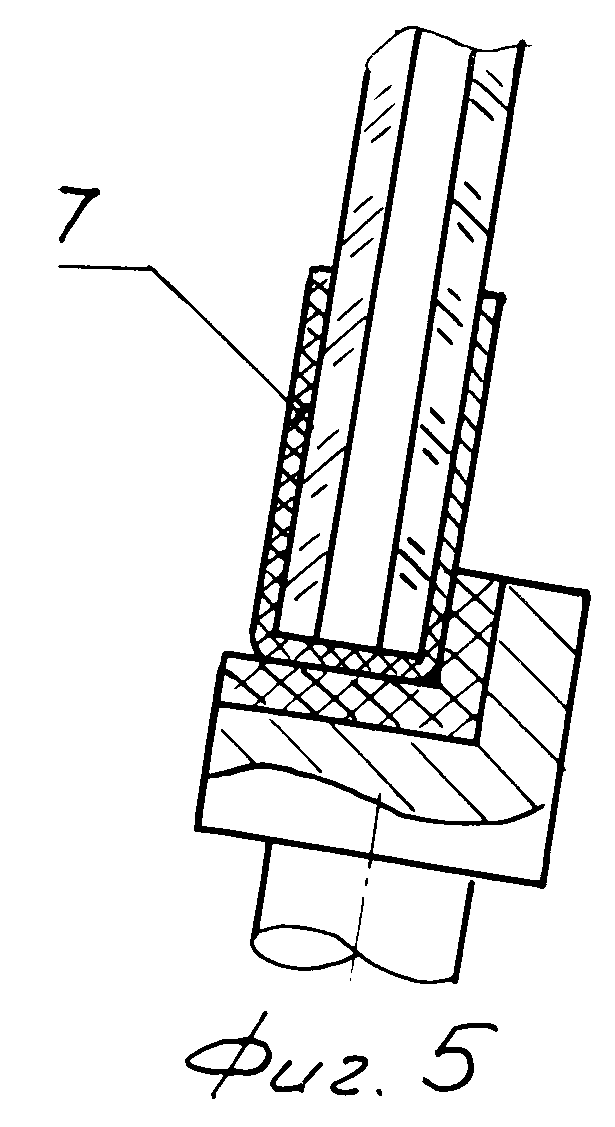
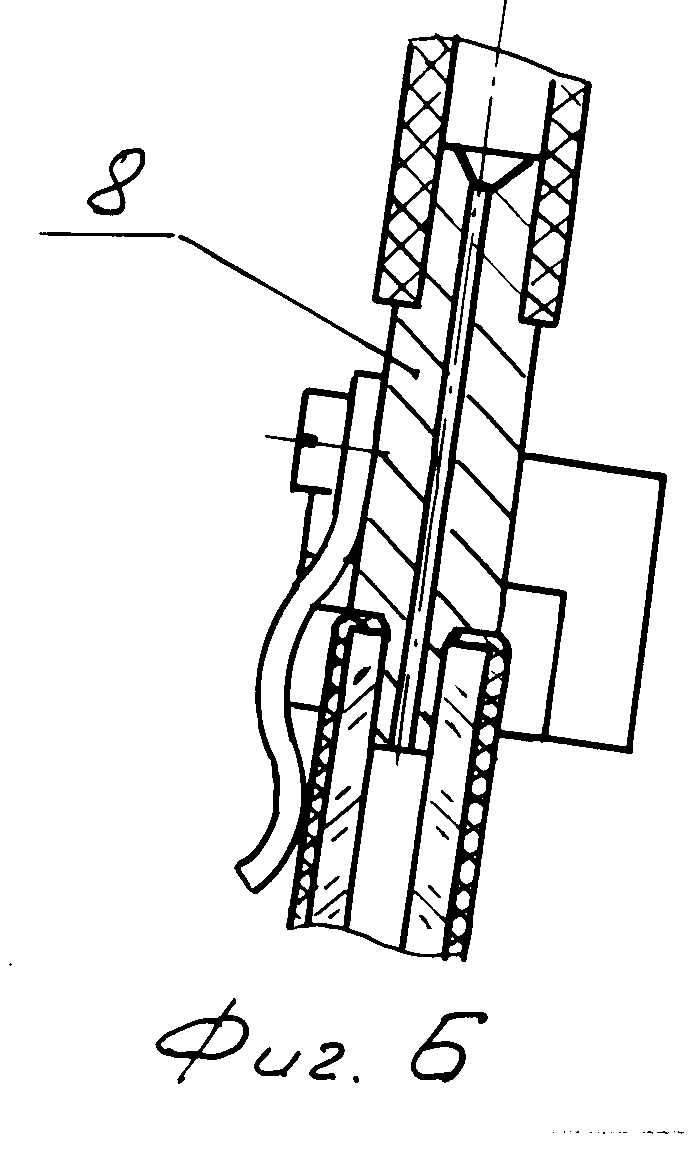
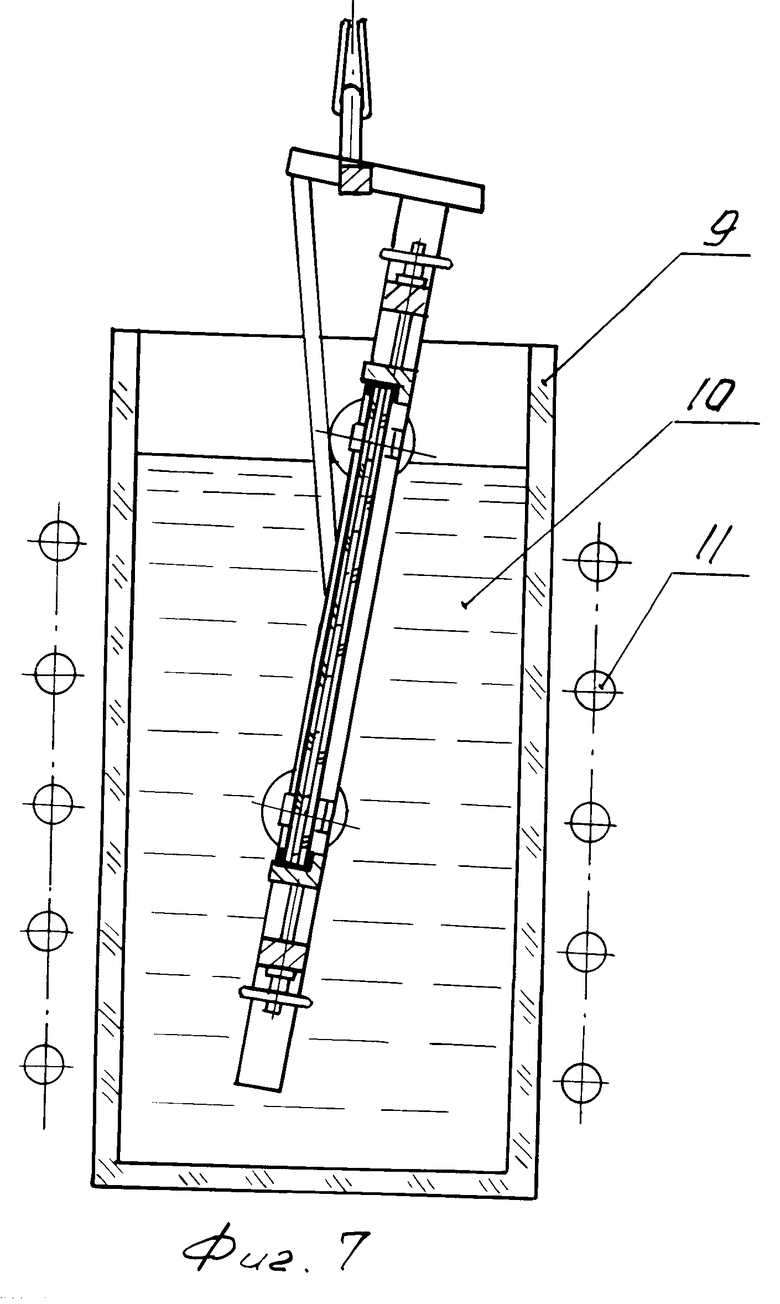
На фиг. 1 изображен стеклопакет на стадии сборки и калибровки; на фиг. 2-6 - этапы сборки стеклопакета и его заполнения; на фиг.7 - стеклопакет в технологической ванне.
На чертеже обозначены: 1 - стеклопакет; 2 - каркас; 3 - выдвижная опора; 4 - первое стекло; 5 - калибр с зажимами; 6 - второе стекло; 7 - липкая лента; 8 - заливочная воронка; 9 - технологическая стеклянная ванна; 10 - жидкость; 11 - лампы УФ-облучения.
Пример осуществления способа.
Вымытое и обработанное адгезионным подслоем стекло 4 устанавливают в раму на опору 3, после чего закрепляют на стекле калибры 5 как показано на фиг.3, а затем устанавливают второе стекло 6 (см. фиг.4).
После этого стеклопакет оклеивают липкой пленкой 7 и последовательно вынимают калибры, а зазор фиксируют опорами 3 (см. фиг.7) и оставляют вверху свободное пространство для установки заливочной воронки.
После этого в верхней части стеклопакета устанавливают заливочную воронку 8 (см. фиг.6) и подают фотоотверждаемую композицию, одновременно погружая стеклопакет в жидкость 3 таким образом, что уровень композиции в стеклопакете и уровень жидкости в ванне одинаковы, что позволяет избежать гидростатического давления в стеклопакете и, соответственно, разнотолщинности и разрушающих напряжений в стеклах.
По завершении заполнения стеклопакета воронку извлекают и включают лампу УФ-отверждения (см. фиг.7), что приводит к отверждению композиции. Затем раму поднимают и извлекают готовое изделие.
Предлагаемый способ позволяет полу-чать: широкий диапазон толщин склеивающих слоев от 0,5 мм до 1 мм с разнотолщинностью по всей плоскости изделия не более 0,1 мм; крупногабаритные изделия из тонких стекол без разрушения; прочную краевую зону в слоистых изделия, т.к. в краевой зоне происходит затекание полимера на торец стекла; изделия с высокими оптическими характеристиками вследствие отсутствия оптических искажений, что обусловлено минимальной разнотолщинностью клеевого слоя по всей площади изделия; многослойные изделия за один технологический цикл, что резко повышает производительность труда при изготовлении изделий прозрачной брони.
При использовании предлагаемого способа резко сокращаются производственные площади, необходимые для изготовления слоистых стеклоизделий, вследствие изготовления изделий в вертикальном положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЬНОГО ВЕТРОВОГО СТЕКЛА ТРИПЛЕКС | 1990 |
|
RU2007373C1 |
| Триплекс и способ его получения | 1990 |
|
SU1828456A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА | 1997 |
|
RU2132825C1 |
| Способ изготовления многослойного стекла | 2001 |
|
RU2223240C2 |
| Состав для получения промежуточного слоя в многослойных стеклах | 1988 |
|
SU1634694A1 |
| ОГНЕСТОЙКАЯ СВЕТОПРОЗРАЧНАЯ КОНСТРУКЦИЯ | 2004 |
|
RU2258790C1 |
| Состав для получения внутренней полимерной прослойки в многослойных стеклах | 1988 |
|
SU1706986A1 |
| ОГНЕСТОЙКИЙ МНОГОСЛОЙНЫЙ СТЕКЛОПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2288898C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ТРИПЛЕКСНОГО СТЕКЛА | 1992 |
|
RU2062759C1 |
| Фотоотверждаемая композиция для изготовления многослойного огнестойкого стекла | 2023 |
|
RU2812969C1 |
Изобретение относится к технике изготовления изделий остекления, склеенных с применением жидких композиций, фотополимеризующихся в процессе отверждения. Цель изобретения - получения автомобильного ветрового стекла - триплекс заданной толщины и геометрических размеров, а также повышение надежности изделия и устранение случаев разрушения изделий в процессе изготовления и сокращение производственных площадей. Поставленная цель достигается тем, что в способе изготовления триплекса с применением жидких олигомер-мономерных фотоотверждаемых композиций путем сборки стеклопакета, заполнения зазора фотоотверждаемой композицией и последующего фотоотверждения сборку стеклопакета ведут, устанавливая на первое стекло калибры, определяющие внутренний зазор, затем к первому стеклу прикладывают второе стекло и обклеивают торец стеклопакета липкой пленкой, одновременно вынимая калибры из полости стеклопакета и фиксируя зазор внешними опорами, после чего в собранный стеклопакет подают фотоотверждаемую композицию таким образом, что по мере заполнения стеклопакета он погружается в жидкость так, чтобы линия заполнения стеклопакета совпадала с линией уровня жидкости в технологической ванне, а после заполнения стеклопакета производят фотоотверждение в технологической ванне. В качестве жидкости для технологической ванны используют воду, глицерин, этиленгликоль, полиоксиэтиленгликоли, полиоксипропиленгликоли, полиэтилсилоксаны, полиметилсилоксаны. В качестве липкой пленки используют липкие пленки на основе полиэтилена, лавсана, полипропилена, поливинилбутираля или поливинилхлорида. 3 з.п. ф-лы, 7 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЬНОГО ВЕТРОВОГО СТЕКЛА ТРИПЛЕКС | 1990 |
|
RU2007373C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
